輸氣管道工程匯氣管結構與設計解析
2021-01-14 12:54:26羅麗華
裝備制造技術 2020年8期
羅麗華
(中國石油天然氣管道工程有限公司,河北 廊坊065000)
在輸氣管道站場中,根據工藝要求需進行天然氣的匯集和分配時,一般采用匯氣管。匯氣管筒體上設有兩個或多個開口,開口結構有焊接、拔制或三通與直管段組焊的形式。對于拔制匯管,由于拔制工藝和水平的差異,不同制造廠支管拔制參數存在差異,拔制參數的合理選擇才能保證拔制匯管的安全可靠。匯氣管設計按照壓力管道元件還是壓力容器設計在行業內存在異議[1-2],匯氣管選材、許用應力選取、筒體壁厚計算、開孔補強計算以及監管等均與其劃類有關。本文通過對匯氣管壁厚、開孔補強計算方法的選取進行對比分析,為匯氣管的合理設計提供參考。
1 匯氣管結構形式
匯氣管筒體上一般設有兩個或多個開口,筒體端部采用雙橢圓封頭或一端橢圓封頭、 一端錐形封頭(與主管道直接相連)的主體結構[3]。匯氣管開口連接結構有焊接、拔制和三通與直管段組焊的形式。支管焊接結構是采用無縫鋼管或鍛管與筒體焊接相連,拔制開口是在筒體開口位置處進行加熱后拔制成型,筒體與支管過渡區為圓弧過渡且支管與筒體為一整體的結構;三通與直管段組焊是將三通支管作為筒體開口,與直管段焊接連接,常用于大口徑、高壓力下整體拔制難于滿足結構參數的場合,見圖1。三種匯管結構制造工藝主要優缺點見表1。

圖1 匯氣管結構
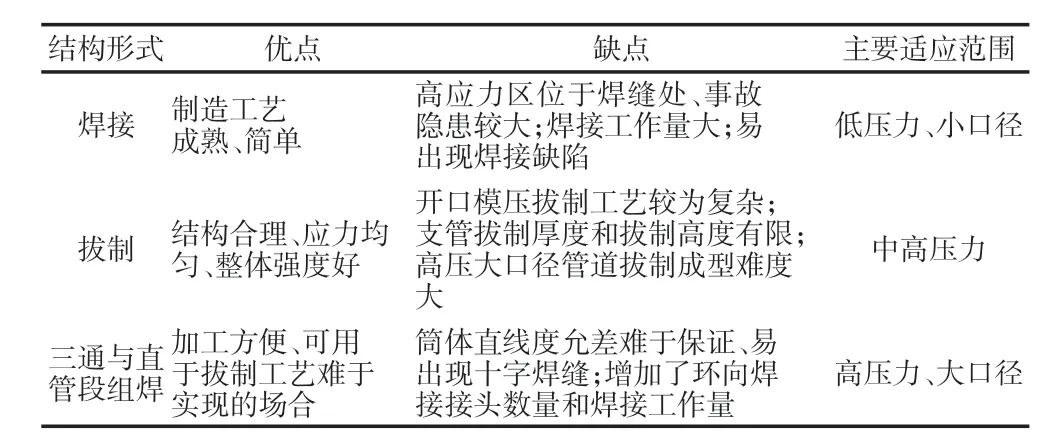
表1 三種匯管結構制造工藝主要優缺點表
在三種匯管結構中,拔制匯管的支管與筒體為整體結構,且過渡區為圓弧過渡形式,在外觀、結構受力和避免焊接接頭缺陷上具有較大優勢[4,5],也是目前長輸管道工程中最常用的匯管結構形式。
2 拔制匯管參數分析
拔制匯管的支管與筒體為圓弧過渡連接形式,根據拔制成型工藝,其關鍵參數有圓弧過渡區的曲率半徑、拔制高度和拔制厚度等,匯管拔制口結構見圖2。
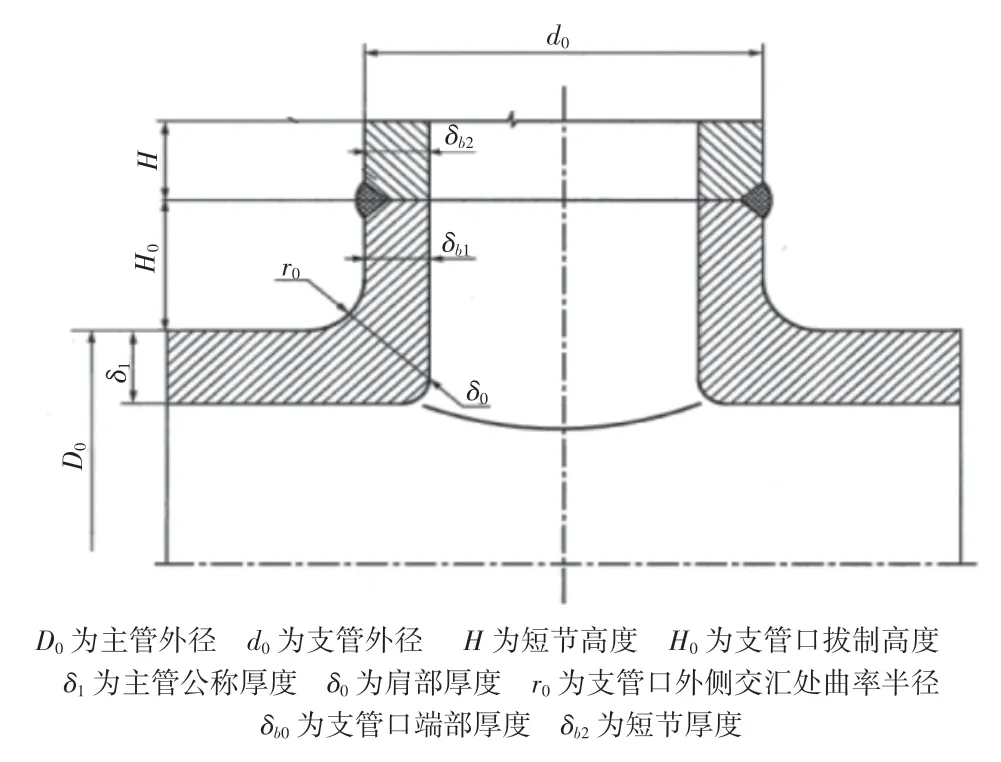
圖2 匯管拔制口
2.1 拔制匯管的開孔率
在SY/T0609-2016《優質鋼制對焊管件規范》附錄B 中對拔制匯管的開孔率有限定[6],在EN 13480-3-2012《Metallic industrial piping-Part 3:Design and calculation》 中對擠壓成型接管的開孔率也有限定[7],而其他規范中未對拔制匯管開孔率未有明確限定。SY/T 0609-2016 附錄B 中規定支管外徑宜小于或等于0.7 倍主管外徑。EN 13480-3-2012 中對擠壓接管(Extruded Outlets) 開孔率要求如下:對于非奧氏體鋼,開孔率≤0.8;奧氏體鋼,開孔率≤1.0;考慮蠕變效應時,開孔率≤0.7。
拔制匯管能達到的最大開孔率與設計壓力、管徑、拔制高度和厚度等有關。在實際工程中,特別在高壓力工況下選用拔制匯管時,可按照SY/T 0609-2016 要求控制最大開孔率不大于0.7,以避免出現由于補強需要導致主管母材選用厚度過大、拔制工藝難以實現等問題。當支管直徑與主管直徑之比大于0.7時,建議將該支管設置于匯氣管主筒體端部,即采用錐形封頭與主筒體連接,避免出現過大的開孔率。
2.2 圓弧過渡區曲率半徑
在 ASME B 31.8-2018 《Gas Transmission and Distribution Piping Systems》 中關于圓弧過渡區最小和最大曲率半徑規定如下[8]:
1) 最小曲率半徑:當支管直徑小于等于30 in(762 mm)時,最小曲率半徑不應小于0.05d(d 為支管外徑);當支管直徑大于30 in(762 mm)時,最小曲率半徑不應超過1.5 in(38.1 mm)。
2)最大曲率半徑:當接管尺寸等于或大于NPS8(DN200)時,最大曲率半徑應小于或等于0.1d + 0.5in(0.1d + 12.7 mm);當接管尺寸小于NPS8(DN200)時,最大曲率半徑應小于或等于1.25 in(31.75 mm)。
3)當外輪廓由多個半徑組成時,大約45°的任意圓弧段的半徑都應滿足上述1)和2)的要求。
在GB 50316-2000(2008 年版)《工業金屬管道設計規范》中,對于擠壓引出支管的過渡區曲率半徑規定如下[9]:
1) 曲率半徑最小值:rx取 0.05d0或 38 mm 的較小值。
2)曲率半徑最大值:當 d0< DN200 時,rx不應大于32 mm。
當 d0≥ DN200 時,rx不應大于 0.1d0+ 13 mm。
3)當外輪廓由多個半徑組成時,上述(1)和(2)的要求適用以一個與45°圓弧過渡連接的最佳配合半徑為最大半徑。
GB 50316-2000(2008 年版) 與 ASME B31.8-2018 中對于擠壓支管圓弧過渡區曲率半徑的要求基本一致。在GB/T 20801.3-2006《壓力管道規范 工業管道 第3 部分 設計和計算》中也有類似規定,其中還規定當rx不滿足所述要求時,不得采用機加工的方法達到目的[10]。
在SY/T 0609-2016 附錄B 中對拔制匯管圓弧過渡段曲率半徑規定為:r0≥5%d0,即過渡區最小曲率半徑不小于0.05d(d 為支管外徑),與 ASME B31.8-2018 中支管直徑小于等于30 in(762 mm)時的最小曲率半徑規定一致,但當支管直徑大于30 in(762 mm)時,按照SY/T 0609-2016 規定計算的最小曲率半徑值較大。
拔制匯管圓弧過渡區曲率半徑過小或過大時,對強度均不利。曲率半徑過小時應力集中系數較大,曲率半徑過大時應力集中范圍增大。因此,在設計制造中應嚴格按照執行規范要求確定曲率半徑取值,以保證設備結構受力良好。
2.3 支管拔出高度
在GB 50316-2000(2008 年版)中規定,擠壓支管的軸線必須與主管軸線正交,且在主管表面以上的擠壓引出支管高度hx應等于或大于在主管和支管軸線的平面內外輪廓轉角處的曲率半徑r。
在SY/T 0609-2016 附錄B 中對拔制匯管支管拔制高度H0規定為:H0≥ r0,即拔制高度大于等于過渡區圓弧半徑[6]。
在ASME B 31.8-2018 中也規定,支管的拔出高度應等于或大于圓弧過渡區的曲率半徑。
以上國內外規范均規定拔制或擠壓開口的高度應大于或等于圓弧過渡區的曲率半徑。在實際工程中,由于制造工藝水平不同,在相同規格的主管上拔制相同直徑支管時,不同的制造商其拔出高度可能不同,但均需滿足拔制高度大于或等于圓弧過渡區的曲率半徑的要求,并考慮拔制開口接管端部加工焊接坡口所需的高度要求[3,4]。
2.4 支管拔出厚度
在SY/T 0609-2016 附錄B 中規定:在主管上直接拔制支管口時,要求支管口端部厚度:

目前拔制工藝水平下能拔出支管的最大壁厚約為主管厚度的75%[4],按照公式(1),支管口端部厚度與主管厚度之比大于支管直徑與主管直徑之比,即當支管直徑與主管直徑大于0.75 時,支管口端部厚度與主管厚度之比大于0.75,與拔制工藝能獲取的支管與主管厚度比(不大于75%)相矛盾。而在SY/T 0609-2016 附錄B 中同時規定了支管外徑宜小于或等于0.7 倍主管外徑,在此限制條件下,支管拔出厚度能滿足拔制工藝實際情況。
在拔制匯管設計中,應根據支管強度和補強計算結果,考慮腐蝕裕量以及拔制工藝水平等確定支管拔出的最小厚度。
3 匯氣管劃類問題
匯氣管作為一種特殊的管道組成件,屬于壓力管道元件還是壓力容器在行業內存在爭議。
張有渝等在文獻1 中認為匯管屬于壓力管道范疇[1]。文中提出,匯管的作用在于匯集或分配所輸送的油氣介質,按工藝過程的工作原理,匯氣管不屬于《壓力容器安全技術監察規程》(1999 年版) 中的反應、換熱、分離、儲存容器中的任何一類容器,并結合國內外相關規范規定對劃類原因進行說明。
王澎認為[2]匯氣管是兩端封閉的圓筒形受壓設備,從其工作壓力、幾何形狀和工作介質來看,符合《容規》(1999 年版)的管轄范圍。文中得出匯氣管劃為壓力容器是可行的,并提出目前匯氣管正向著大口徑、高壓力、強腐蝕方向發展,將其按壓力容器進行監管,其安全性能得到有效的保證。
原勞動人事部在1983 年3 月頒發的(83)勞人鍋容便字21 號文中曾表明,匯氣管等設備可不受《容規》(1981 版)管轄,而按輸氣管道的要求進行設計和施工[2]。
在壓力管道元件制造許可項目及級別表中,將匯管(匯流排)劃分到元件組合裝置的其他組合裝置類中,但又注明元件組合裝置中不包括已納入壓力容器管理范圍的產品。此規范中雖然將匯管劃入壓力管道元件類別中,但也未否認匯管可納入壓力容器管理范圍。
在目前國內工程中,匯氣管的設計管理是按照壓力管道元件還是按照壓力容器執行尚無統一標準,各地區(省)質量監管部門的要求存在差異。如某設計院按照壓力管道元件為陜西某天然氣公司設計的匯氣管,在工程驗收時由于未按壓力容器設計而受到當地質量技術監督部門的質疑,并不允許投入使用[2];四川省內某廠家生產的調壓裝置成套設備中的匯氣管,按照當地質監部門要求,必須按照壓力容器進行設計、制造和檢驗驗收。而國內其他大部分地區(省)質監部門對所屬地安裝的匯氣管屬于壓力容器還是壓力管道元件尚無特別要求。
壓力管道元件和壓力容器分屬于兩個不同的壓力設備體系,其設計計算和注冊登記及監督管理部門均存在差異。如輸氣管道遵循的設計規范為GB 50251-2015《輸氣管道工程設計規范》,而壓力容器遵循的設計規范為GB/T 150-2011《壓力容器》,即匯氣管劃分為壓力管道元件與劃分為壓力容器,在選材、筒體壁厚計算、補強計算等方面存在差異[11]。匯氣管劃分為壓力管道元件類時,按照TSG D0001-2009《壓力管道安全技術監察規程》規定[12],各級質量技術監督部門(質檢部門)負責安全監察工作;匯氣管劃分為壓力容器類時,按照TSG 21-2016《固定式壓力容器安全技術監察規程》規定[13],應受各級人民政府負責特種設備監督管理的部門(特種設備安全監管部門)的監督管理,即匯氣管劃類不同其監督管理機構也有差異。
綜上,在實際工程中開展匯氣管設計前,設計人員應首先了解匯氣管安裝地區(省)或成套設備(含匯氣管)生產檢驗地區(省)對匯氣管的設計和監管有無特殊要求,如有要求,應優先按照當地質監部門要求進行設計,以避免在工程或設備驗收中出現問題。
4 匯氣管的設計計算
4.1 筒體厚度計算方法及討論
輸氣管道中按照壓力管道元件進行匯氣管設計時,確定匯氣管筒體初始壁厚如下:

式中:δ 為鋼管計算壁厚(mm);P 為設計壓力(MPa);D 為鋼管外徑(mm);σs為鋼管標準規定的最小屈服強度(MPa);φ 為焊縫系數;F 為強度設計系數,按規范表選取;t 為溫度折減系數,當溫度小于120 ℃時,t 值應取 1.0。
按照壓力容器進行匯氣管計算時,確定匯氣管筒體初始壁厚如下:

式中:δ 為圓筒的計算厚度(mm);Pc為計算壓力(MPa);Do為圓筒的外直徑(mm);[σ]t為設計溫度下圓筒的許用應力(MPa);φ 為焊接接頭系數。
按照式(2)確定匯氣管筒體計算壁厚時,材料的許用應力取值與地區強度設計系數有關[14];按照式(3)確定時,材料的許用應力按表查取(在一定溫度范圍內為定值),與設備安裝地地區等級系數無關。如在GB/T 150.2-2011 中規定Q345R 鋼板在厚度為16 ~ 36 mm 區間的屈服強度為 325 MPa,20 ℃下的許用應力為185 MPa;而選用相同材質按照式(2)進行筒體壁厚校核時,其他條件相同的情況下,當所在地區強度等級系數為 0.72、0.6、0.5 和 0.4 時對應的許用應力分別為 234 MPa、195 MPa、163 MPa 和 130 MPa,即在強度設計系數為0.5 或0.4(三級或四級地區)的地區,按照式(2)計算時材料許用應力取值低于按照式(3)計算時材料的許用應力值,而在一、二級地區則相反。
4.2 匯氣管開孔補強計算方法討論
4.2.1 常用開孔補強數學計算方法比較
目前,關于筒體開孔補強主要數學計算方法有:等面積補強法、壓力面積法、應力分析法等[15]。
等面積補強法要求在補強范圍內,通過開孔中心及殼體軸線的縱截面上,補強金屬的截面積大于等于因開孔而減小的承壓截面積。該方法基于無限大平板開孔假設[16],在開孔率不大時偏差較小。但由于該方法未考慮局部彎曲應力和開孔處應力集中與開孔系數的影響,在較大開孔補強計算中存在較大偏差。因此,對該方法適用的開孔范圍進行限定,可保證其可靠性。
壓力面積法與等面積法的基本原理一致,但其補強的有效范圍不同,等面積補強范圍不論孔徑大小其補強范圍均在開孔外徑2 倍區域內,而壓力面積法補強范圍與孔徑大小有關,與開孔應力衰減范圍一致,更適用于大開孔率的場合。
應力分析法(GB/T 150-2011)的理論基礎是圓柱殼大開孔接管的薄殼理論解[17],其設計準則是基于塑性極限與安定分析,通過保證一次加載時有足夠的塑性承載能力和反復加載的安定要求來保證開孔安全,該方法可將圓筒徑向接管開孔補強設計的適用范圍擴大至開孔率0.9。
4.2.2 國內外規范開孔補強計算規定的討論
國內外規范中開孔補強方法及其適用開孔范圍見表2。

表2 筒體開孔補強計算方法
從表2 中看出,在采用等面積補強方法的規范中,GB/T 150-2011、GB 20801-2006、GB 50316-2000 對開孔率有限制,而在GB 50251-2015、ASME B31.8-2018 規范中無開孔率要求。在采用壓力面積法的規范中,在一定的限定條件下HG 20582-2011 和 EN 13480-2012 中開孔率最大均可達1.0,最小開孔率為0.3。在EN 13480 中規定擠壓接管(非奧氏體鋼)的最大開孔率為0.8,兩個規范中均給出了支管與主管厚度比的限制(與開孔率的關系)。GB/T 150-2011 和JB 4732-1995 附錄J 中的應力分析法對最大開孔率的限制分別為 0.9 和 0.7,SY/T 0609-2016 附錄 A 中極限分析設計方法適用于開孔率大于0.75 的熱擠壓三通,這三個規范中應力集中系數均通過相應規范中圖表查詢。
根據以上分析,在匯氣管開孔補強計算方法的選取中,應注意以下問題:
(1)GB50251-2015 附錄F 中等面積補強方法未對開孔率進行限制,而根據以上分析,等面積補強法在大開孔率(開孔率大于1/2)開孔補強計算中可能存在較大偏差,因此,參照GB50251-2015 附錄F 的等面積法進行大開孔率匯氣管開孔補強計算的適應性有待于探究。
(2)HG 20582 中提到壓力面積法適用于圓形開孔內徑與殼體內徑之比超出GB150 的范圍(不含分析法的開孔范圍),由于壓力面積法在開孔率較小時計算偏于保守,即在小開孔率時優先考慮GB 150 的等面積方法進行計算。
(3)HG 20582 壓力面積法的計算中,對開孔直徑和厚度,結構、制造及使用場合都進行了限制,在運用壓力面積法進行大開孔補強計算時嚴格遵照限制條件要求。
4.2.3 匯氣管開孔補強計算方法的選取
在匯氣管設計中,其開孔補強計算應遵照工程設計主規范要求,根據匯管參數如開孔率以及補強方法的適用范圍等選擇適用的計算方法。
(1)當匯氣管的開孔率小于等于1/2 時,可采用等面積法進行開孔補強計算,如采用GB 50251、GB/T150、GB 20801 中計算方法。
(2)當匯氣管的開孔率大于1/2 時,可采用分析法(GB/T150)或壓力面積法進行開孔補強計算,其適用的開孔范圍應遵循相關規范的規定。
5 結束語
(1)目前工程常用匯氣管有焊接、拔制和三通與直管段組焊的結構形式,其中拔制匯管筒體和接管為整體結構,且采用圓弧過渡形式,在外觀、結構受力和避免焊接缺陷方面相對于焊接匯管具有明顯優勢。
(2)建議控制高壓拔制匯管最大開孔率,并嚴格按照相關規范要求考慮過渡區曲率半徑、拔制高度和厚度等拔制參數的取值,以確保匯氣管的安全可靠。
(3) 目前對于匯氣管劃分為壓力容器還是壓力管道附件在業內存在不同看法,國內標準規范也未對此進行明確。工程中匯氣管設計規范的選用應根據工程特點,并考慮當地監管部門的要求確定匯氣管的類型。
(4)匯氣管筒體壁厚計算采用GB 50251-2015和GB/T 150-2011 存在較大差別,按照GB50251-2015 計算時,在相同設計條件下,筒體壁厚因所在地區等級系數不同也存在差異。
(5)匯氣管支管的開孔補強數學計算方法主要有等面積補強法、壓力面積法、應力分析法,相同的補強方法在不同規范中對開孔適用范圍限制規定不盡相同。在匯氣管設計中應根據工程遵循的主規范、匯氣管結構參數和設計條件選擇合適的開孔補強計算方法。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
設備管理與維修(2016年5期)2016-03-16 02:20:45