50 MW 燃氣輪機進氣缸關鍵制造工藝研究
2021-01-18 02:30:06張翼袁海張強羅成
東方汽輪機 2020年4期
張翼, 袁海, 張強, 羅成
(東方電氣集團東方汽輪機有限公司, 四川 德陽, 618000)
0 引言
燃氣輪機屬于發電設備行業中的高端戰略產業, 燃氣輪機聯合循環機組是效率最高的大規模商業化發電方式, 是未來能源高效轉化與潔凈利用的核心動力裝備。 為打破國外技術壟斷, 公司從2009 年開始, 率先在業內開展重型燃機的自主研發工作, 籌備50 MW 重型燃氣輪機的自主研發項目。 截至目前, 關鍵技術的研發制造已取得了重大突破。
進氣缸作為該燃氣輪機關鍵靜止部件, 制造精度非常高, 為保證公司首臺50 MW 燃氣輪機研制的順利完成, 需要對其制造技術進行深入研究。
1 進氣缸的結構特點及加工難點分析
1.1 結構特點
50 MW 燃氣輪機進氣缸材質是某合金鋼, 由上下半外環、 上下半內環和6 只拉筋形成上下半結構, 上下半重約1 800 kg 和3 100 kg, 氣缸通過中分面螺紋孔和銷螺孔連接定位, 最大回轉直徑φ2 722 mm, 內腔最小回轉直徑φ333 mm, 高1 103 mm, 如圖1 所示。

圖1 50 MW 燃氣輪機進氣缸外形
1.2 加工難點分析
(1)進氣缸體型較小, 內外結構復雜, 加工區域多處干涉。
(2)進氣缸外環30 只IGV 銷孔和注油孔的尺寸和位置精度非常高, 本體材料由常規進氣缸的球墨鑄鐵變為了合金鋼, 增加了加工難度。
(3)進氣缸外環外側8 只小于φ1.2 mm 靜壓孔,空間位置狹小, 孔深、 小, 首次加工, 無可借鑒的經驗。
2 工藝方案制定
進氣缸的主要技術要求和結構特性: 中分面自由狀態間隙小于0.05 mm; 部分尺寸需進氣缸上下半和推力軸承箱蓋合并一起加工; 推力軸承箱蓋與進氣缸中分面銷孔和垂直定位肩胛過定位;軸承檔、 油槽和T 型槽為偏心圓; 外圓均布30 只IGV 銷孔; 外側毛坯空間分布多處靜壓孔。 結合常規進氣缸加工工藝流程, 經過研究分析, 最終選用數控加工設備PAMA180 鏜床和3.5 米立車,并制定了如下工藝流程:
借正余量,劃線—銑找正基準面,精銑中分面,加工定位銷孔,點連接孔位—配準推力軸承箱蓋中分面銷孔和定位肩胛—鉆中分面連接孔—進氣缸上半與推力軸承箱蓋試裝—合并進氣缸上下半和推力軸承箱蓋—精車內外圓—合鏜IGV 銷孔、靜壓孔和支撐凸臺—拆開上下半精鏜—鉆加工外環、端面連接孔和油孔—探傷清理—灌水試驗—完工清理。
3 關鍵工序鏜序方案的實現
3.1 找正裝夾
進氣缸進氣側向下置于旋轉工作臺中心, 以基準面A 和外圓φ1 546±0.1 mm 找正0.03 mm 以內, 設X、 Y 零點, 以汽缸下半臺板面中分面找正, 設旋轉B 軸零點。 為減小變形, 上下半裝夾6 處, 百分表監控, 以保證壓緊力基本一致, 如圖2 所示。

圖2 進氣缸合鏜裝夾圖
3.2 IGV 銷孔和注油孔尺寸位置控制
3.2.1 加工工藝方法
分別標識30 只IGV 銷孔為1~30 號孔位(見圖3), 由于氣缸上下半中分面法蘭和下半中分面處的支撐凸臺干涉, 8 只孔(孔位分別為8~11 mm、21~24 mm)無法正常加工, 導致IGV 銷孔深度770 mm (-0.05,0) 和122 mm(-0.05,0)(見圖4)尺寸不易保證。 設計了專用刮刀桿, 在試驗件模擬反復加工, 發現刮刀桿與IGV 銷孔間隙以及加工參數選用不當會產生3 個主要問題: 刮刀桿容易粘死;刮面產生嚴重溝槽; 尺寸無法保證。

圖3 進氣缸30 只IGV 銷孔分布圖示

圖4 IGV 銷孔詳圖
經過反復試驗, 最終改進了專用刮刀桿, 如圖5 所示, 干涉孔和非干涉孔也采用2 種加工方案, 見表1。

圖5 IGV 銷孔加工專用刮刀桿
3.2.2 測量工裝和方法
因IGV 銷孔122(-0.05,0)沉孔直徑只有φ85.8 mm, 深度卡尺無法放在122 端面直接測量, 因此設計了φ82×40 測量專用工裝, 將測量工裝裝入緊貼122 端面, 讓深度卡尺能有效貼合測量工裝端面測量A, 最終計算IGV 銷孔深度C=A-B,如圖6所示。

表1 2 種類別IGV 銷孔加工方案

圖6 IGV 銷孔深度測量
3.3 靜壓孔位置尺寸控制
3.3.1 角度控制方法
因靜壓孔孔徑最小處φM 小于φ1.2, 有效加工深度約8 mm, 如圖7 所示, 空間孔位, 且角度B 和A 是非整數, 需要使用萬向角銑頭轉換角度和加工平面, 為避免毛坯干涉, 刀具接長后最終長度達到250 mm, 如果轉換角度和實際角度偏差0.1°, 加工起始點A 到終點B 距離200 mm, 最終鉆尖位置與實際位置偏差將達到0.36 mm, 極易導致鉆頭斷裂,如圖8 所示。 2 種靜壓孔的角度B 和A 驗證方法: 調整萬向角銑頭與圖示角度一致,萬向角銑頭上裝200 mm 長芯棒, 旋轉角度, 使芯棒的2 條母線直線度控制在0.01 mm 以內。

圖7 靜壓孔加工圖

圖8 萬向角銑頭轉換角度偏差圖
3.3.2 加工工藝方法
試驗件模擬試驗加工, 確定了靜壓孔的最優加工方案和φM 孔加工參數。 合金鉆頭裝入后, 用杠桿表檢查低轉速下的跳動值, 跳動值控制在0.01 mm 以內, 如圖9 所示, 如跳動值大于0.01 mm, 需取出鉆頭擦拭裝配面或者更換鉆頭直至合格為止, 加工過程確保冷卻充分, 并且多次斷屑,退屑及時清理孔內鐵屑。 具體加工流程見表2。
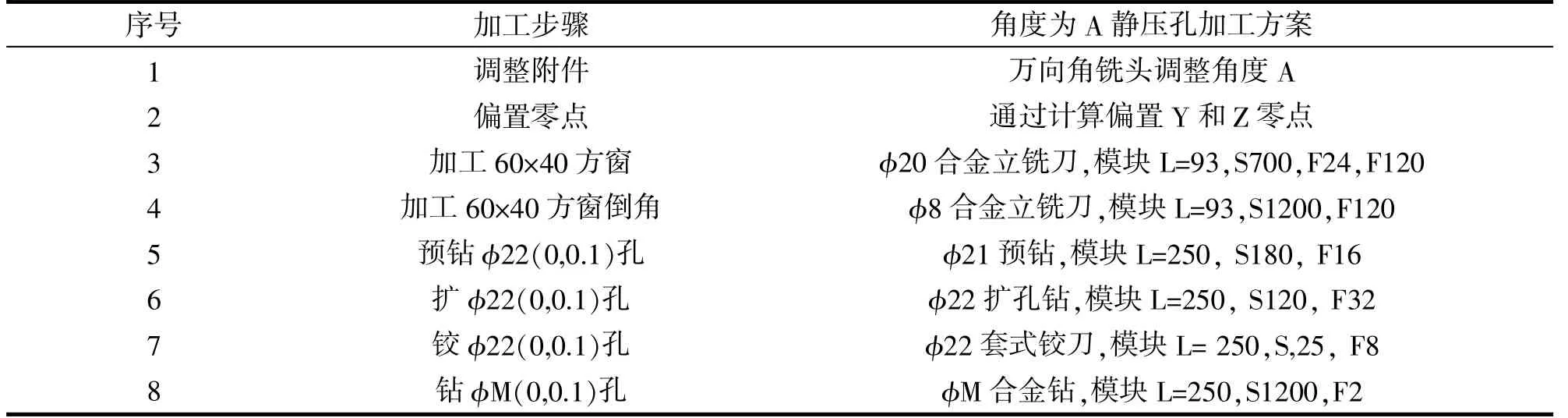
表2 A 靜壓孔加工方案
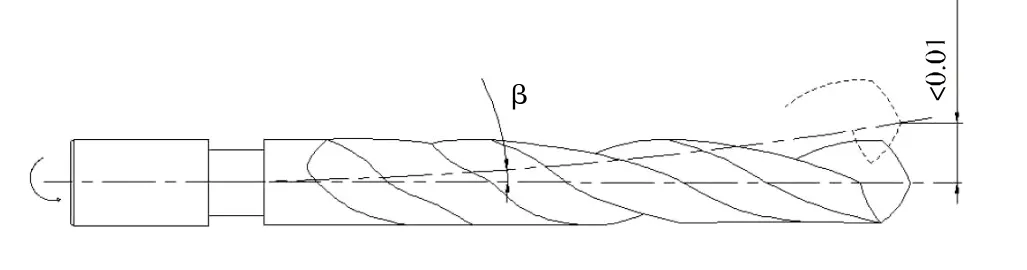
圖9 鉆頭旋轉過程的跳動值示意圖
4 結束語
本文對50 MW 燃氣輪機進氣缸技術要求和結構特性進行研究分析, 制定了最優加工工藝流程,并確定了加工難點, 針對首次加工合金鋼結構IGV 銷孔、 φM 靜壓孔, 反復模擬試驗, 采用不同方案和加工參數, 最終取得了最佳成效, 為將來新型重型燃氣輪機靜止部件加工打下了良好基礎。
