未熔合對厚板多層多道焊殘余應力影響的數值模擬
2021-01-19 15:34:50紀延濤郭春榮尚文鋒李長安秦國梁劉順剛
焊接 2020年10期
紀延濤, 郭春榮, 尚文鋒, 李長安, 秦國梁, 劉順剛
(1.中石化勝利油建工程公司,山東 東營 257061;2.山東大學 ,濟南 250061;3.中國電建集團核電工程公司,濟南 250100)
0 前言
X70管線鋼是控軋控冷的微合金鋼,具有高強度、高沖擊韌性及優良耐腐蝕性等力學性能,是目前油氣輸運管道的主要用材[1-2]。大直徑厚壁管道環焊縫焊接時采用由內到外的焊接順序,在背面成形不佳時往往會在打磨內壁焊縫后進行補焊,受制于管道內狹小的空間,焊接工藝不當極易在補焊時造成未熔合等缺陷[3]。未熔合缺陷容易造成應力集中,疊加厚壁管道環焊縫固有的殘余應力容易對管道運行安全造成不良影響。
采用試驗方法對焊接過程進行研究并改進焊接工藝往往需要高昂的成本,造成人力物力的浪費,目前數值模擬方法已成為研究多層多道焊接過程的重要手段。Deng等人[4]建立了非耦合的熱力多層多道焊接有限元模型,將計算的溫度場作為熱邊界條件進行應力計算。丁文斌等人[5]對平板對接多層多道焊的溫度場分布規律進行了數值模擬研究,利用“生死單元”技術模擬焊接材料的填充過程。Xing等人[6]對60 mm特厚鋼板多層多道焊過程進行了三維瞬態溫度場數值模擬。胥國祥等人[7]建立了超細晶Q460高強鋼厚板多層多道GMAW焊的有限元分析模型,研究了坡口形式對溫度場分布及焊縫橫截面形狀的影響,并計算了接頭的晶粒尺寸。此外,對于多層多道焊接頭殘余應力的研究也多有報道[8-12]。
現階段國內外學者對厚板多層多道焊的數值模擬研究大多針對接頭顯微組織和工藝參數優化等,對于多層多道焊容易出現的焊接缺陷問題研究較少[13-14]。
為了研究內壁未熔合缺陷對焊后殘余應力的影響以及對管道運行安全的影響,建立了X70管線鋼厚板多層多道焊接有限元計算模型,在模型中預置了未熔合缺陷,數值分析焊接過程溫度場、應力場和焊后殘余應力,并根據管線實際運行工況等效模擬了未熔合缺陷對管道應力分布的影響。為焊接工藝設計、焊接施工方案制定、管道運行安全提供理論依據,并通過工藝試驗驗證了有限元數值分析結果的準確性和可靠性。
1 有限元數理建模
1.1 試驗條件及模型建立
實際X70鋼非等厚大直徑管道環焊縫焊接,壁厚分別為17.5 mm和14.6 mm,厚壁尺寸過渡至坡口處與薄壁相等,預制V形坡口,坡口角度55°,鈍邊2 mm。打底焊和補焊采用焊條電弧焊,填充焊和蓋面焊采用自保護藥芯焊絲半自動焊,共計5層7道焊縫。各層焊接工藝參數見表1。
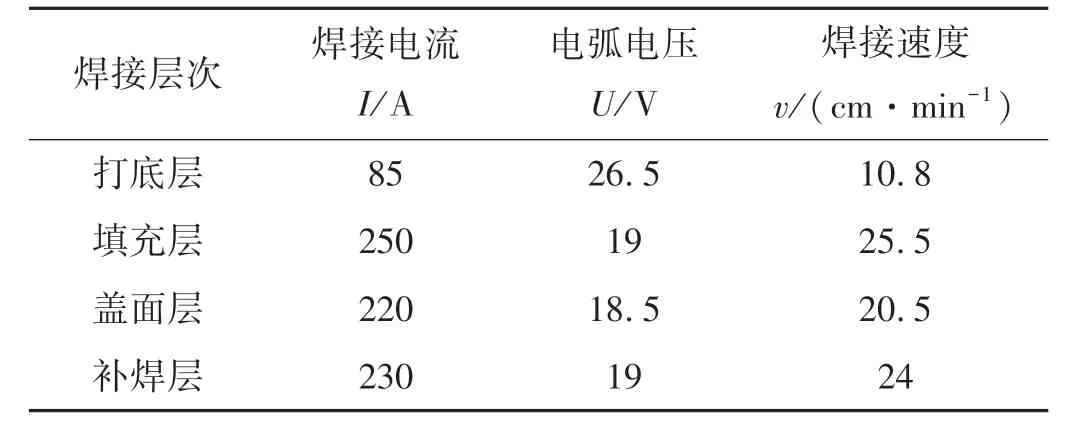
表1 焊接工藝參數
相關研究表明,在保證焊接達到準穩態所需焊縫長度的前提下,采用小尺寸三維平板對接焊縫模型代替全尺寸環焊縫模型可以在較少的計算成本下實現近似的模擬結果[8]。圖1為幾何模型及未熔合設置示意圖。根據前期研究,焊縫長度達到120 mm時可以達到焊接過程準穩定狀態,因此單側試件長和寬分別為120 mm和100 mm,如圖1a所示。對于未熔合等焊接缺陷的數值模擬研究十分有限[15],如何在模型中合理設置未熔合缺陷有待進一步系統研究。文中根據多層多道焊縫中實際觀測到的未熔合尺寸、位置,在模型中考慮了未熔合的三維特征及其造成的材料不連續性,設定未熔合缺陷為楔形,尺寸為1 mm×1 mm,長度為25 mm,預置在焊縫長度方向中心位置補焊焊根處,如圖1b所示。
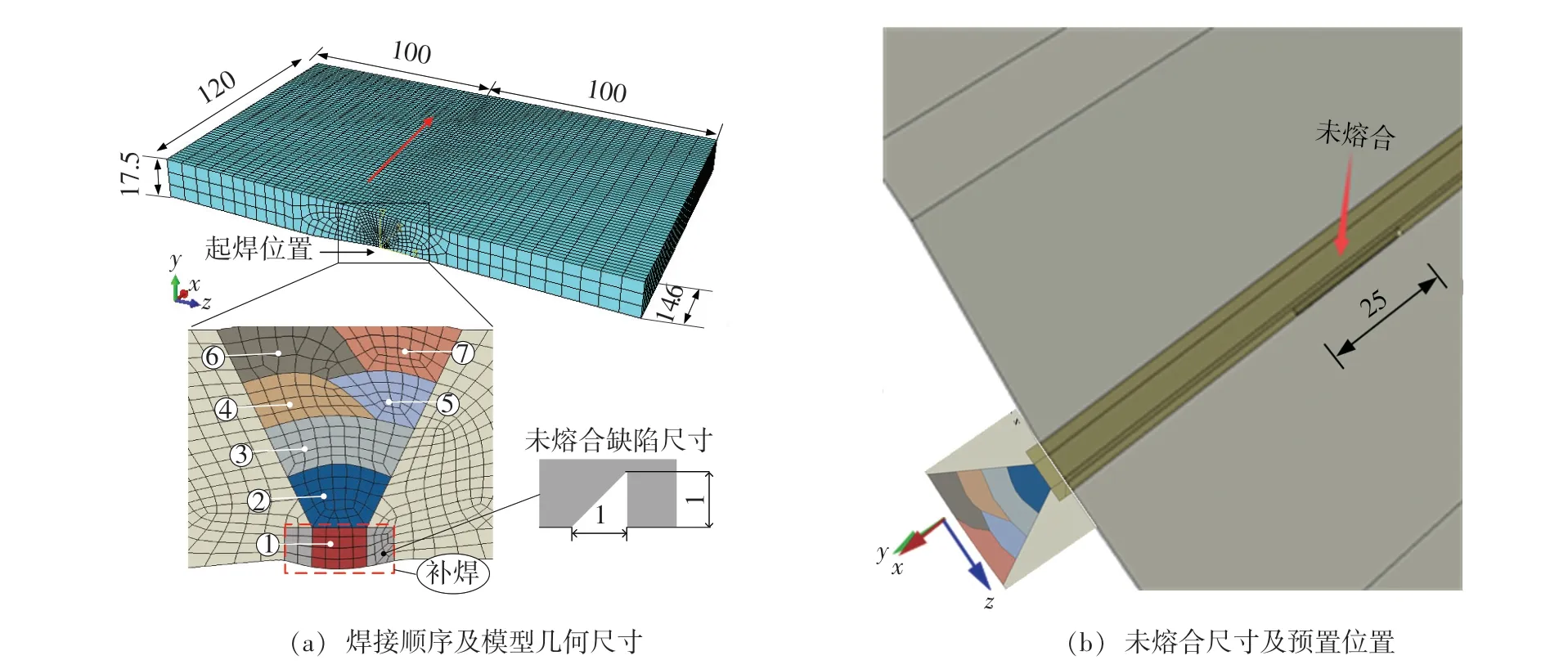
圖1 幾何模型及未熔合設置示意圖
研究的重點在于焊接應力場的分析,模擬焊絲填充過程及熔池動態行為意義不大,因此該模型中采用預置焊縫的方法,即將每道焊縫預先設置的接頭內,采用生死單元技術依據焊接順序進行逐層填充激活[16]。針對焊縫區域溫度和應力的高梯度分布特點,采用非均勻網格技術對焊縫區域進行局部細化。建立的有限元模型以焊接方向為x軸、以板厚方向為y軸。板材上表面平行于xoz平面,并在o-xyz局部坐標系中定義熱源中心。
1.2 熱源模型建立
在多層多道焊接過程中,焊接熱輸入來自電弧熱和過熱熔滴。電弧熱分布模式具有體積熱源特征。熔化的焊材形成過熱熔滴,在熔滴過渡過程中將一部分熱量和動能帶入熔池。綜上考慮,該有限元模型中焊接熱輸入采用混合體積熱源模型計算,包括半橢球體電弧熱源模型和均勻柱體分布的熔滴熱源模型,相對應的熱流密度為:
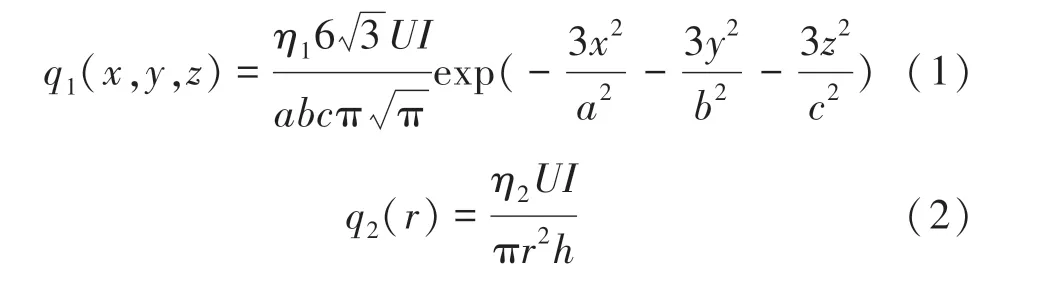
混合體熱源總能量密度為:

式中:a為半橢球體熱源模型的主軸;b為半橢球體熱源模型的副軸;c為半橢球體熱源模型的熔深;U為電弧電壓;I為焊接電流;η1為半橢球熱源的熱效率大小;η2為熔滴熱源的熱效率大小;r為熔滴熱源模型的半徑;h為熔滴熱源模型的熔深。式中參數的取值通過前期試算確定,以模擬熔池尺寸與實際熔合線尺寸近似相等為依據。經多次模擬,最終參數取值見表2。

表2 熱源參數取值
1.3 多層多道焊計算條件
為降低計算復雜程度,節省計算時間成本,在多層多道焊數值模擬時對材料做出以下假設和簡化:①材料的屈服服從Von Mises屈服準則;②材料在塑性區的行為服從塑性流動準則和強化準則;③忽略材料的組織變化對材料力學性能的影響;④模型為連續介質,忽略可能發生的缺陷;⑤焊縫金屬和母材具有相同的材料參數。為準確地模擬焊接過程,考慮了材料性能隨溫度的變化,模型中所采用的材料熱物性參數如圖2所示。
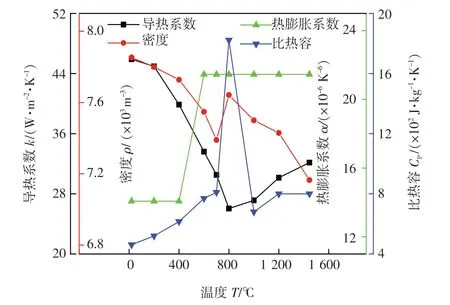
圖2 X70鋼熱物性參數
1.4 管道受力等效處理
管道正常運行壓力為8.4 MPa,對于平板對接焊縫無法在模型中直接施加內壓載荷,因此有必要采用材料力學分析及數學解析計算求得內壓載荷對環焊縫的影響,并等效施加到X70管線鋼平板對接焊縫模型中。
對于薄壁管,其環向應力,即沿環焊縫方向應力為:

式中:P為管道內壓,正常運行時為8.4 MPa;D為管道平均直徑,即內外徑中間值,管道實際尺寸為1 001.4mm;S為壁厚,采用薄壁側數據,為14.6 mm。
經代入數據計算,環向應力,即環焊縫軸向拉應力約為288 MPa,如圖3所示。為驗證解析計算數據準確性,建立了三維薄壁管狀有限元模型模擬了小段管道在8.4 MPa內載荷下的應力分布。等效應力分布顯示管道整體受力較均勻,整體等效應力在283~290 MPa范圍內;徑向應力分布顯示,受管道膨脹趨勢影響,初始8.4 MPa的壓力載荷得到一定的釋放,管道內壁壓應力約為6.2 MPa,管道外表面壓應力約為2 MPa,;環向應力分布顯示,管道各處環向應力分布基本均勻,約為284 MPa,僅在壁厚方向存在較小的差異,該數值與解析計算結果相近,證明了計算結果的準確性;軸向應力分布顯示,管道最大僅受到數千帕的軸向應力作用,遠小于其他形式應力,可忽略不計。
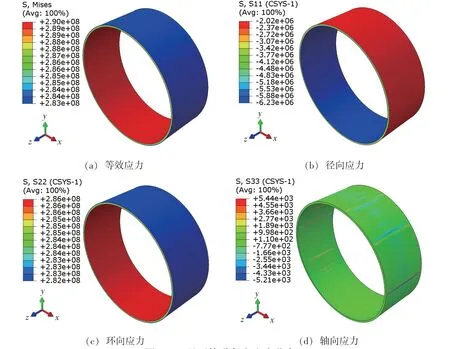
圖3 工況下管道各向應力分布
經過解析計算與數值模擬,獲得了管道的各向應力分布,對于局部環焊縫的數值模擬,確定其應受到約280 MPa左右沿焊縫方向拉應力作用,焊縫底部沿壁厚方向受到約6.2 MPa壓應力作用,垂直于焊縫方向受力較小,可忽略不計。
2 溫度場與應力場試驗驗證
2.1 溫度及應力測量
為了驗證所建立多層多道焊接數值模擬模型的準確性,對特征點溫度和應力進行了試驗采集。實際焊接中17.5 mm厚板側厚度過渡為人工打磨減薄,存在一定不均勻性,因此在采用熱電偶檢測焊接過程中的熱影響區溫度時,測溫點為14.6 mm鋼板內外壁距離坡口10 mm處,避免17.5 mm板一側可能存在的厚度過渡不均勻造成測溫位置偏差。采用盲孔法測殘余應力時,因盲孔法測表面應力的特點,為減小薄壁對測量準確性的影響,測取了17.5 mm厚板外壁距焊趾15 mm處特征點的殘余應力值。
2.2 數值計算結果的試驗驗證
通過試驗測試獲得了不同道次特征點的熱循環曲線,如圖4所示。對比模擬值和實測值發現熱循環曲線演變趨勢近似吻合,A,B兩個特征點在不同道次的峰值溫度、升溫速率的模擬值和測量值的誤差百分比均在15%以內,因此所建立的有限元模型能較準確地描述X70管線鋼的焊接熱過程。圖5為數值模擬的接頭殘余應力分布結果與焊后試驗測量結果的對比,可以看出,沿焊縫方向分布的殘余應力趨勢基本吻合;計算發現測量位置上的殘余應力模擬值與實測值誤差最大不超過18%,焊縫中段的模擬值與測量值十分接近,均在180 MPa左右。綜合上述結果可以說明,建立的X70管線鋼多層多道焊接殘余應力計算模型具有較可靠的準確性,能夠進一步為未熔合缺陷對應力分布和管道安全影響的計算提供理論依據。
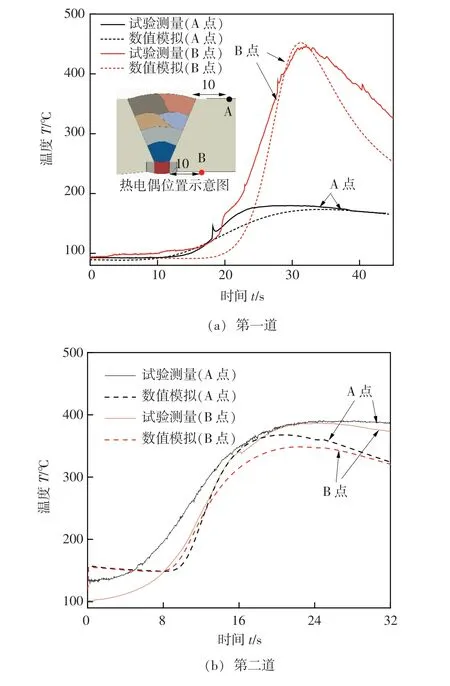
圖4 不同道次特征點熱循環曲線對比
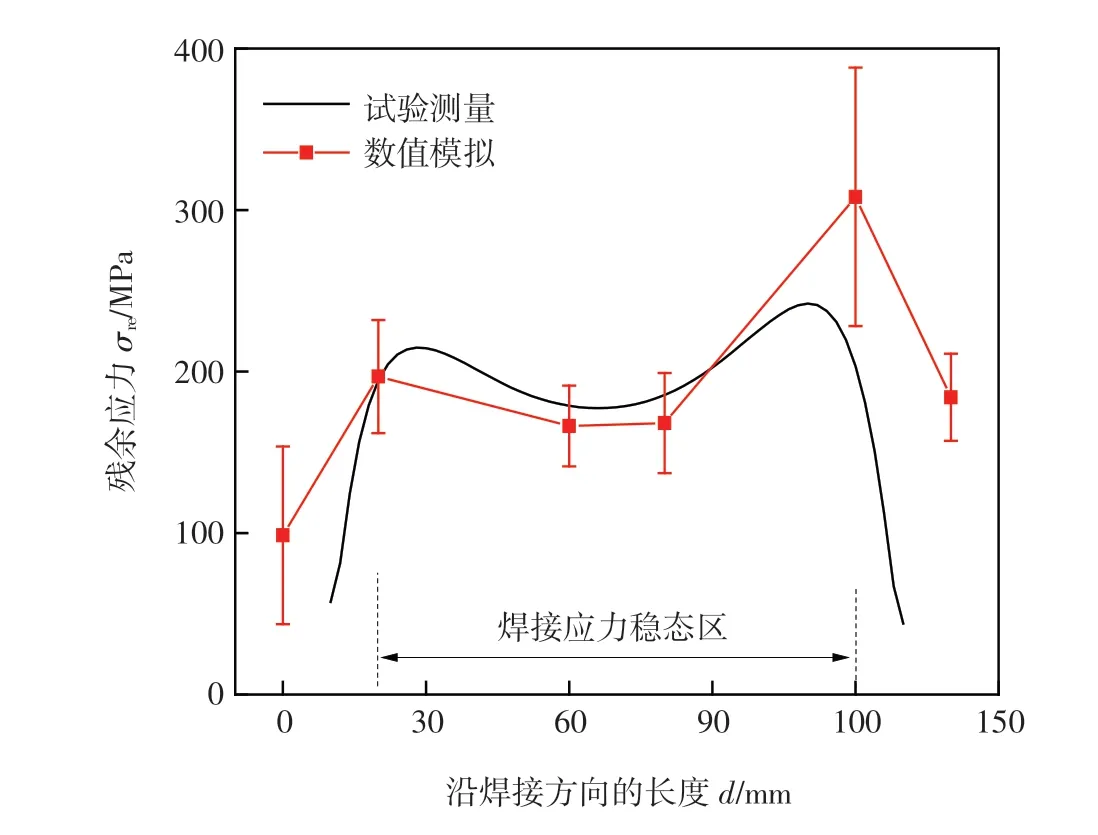
圖5 殘余應力模擬與測量結果對比
3 模擬結果與分析
3.1 溫度場演變
圖6為第1層打底焊的溫度場云圖演變過程。圖中超過1 445 ℃的區域即為焊接熔池范圍,可以看出焊接開始后熔池很快進入準穩定狀態,即峰值溫度和熔池尺寸基本保持不變。在熱源中心經過后,焊縫區域溫度迅速下降,第1層焊接完成20 s后,焊道最高溫度由超過1 445 ℃下降到240 ℃。
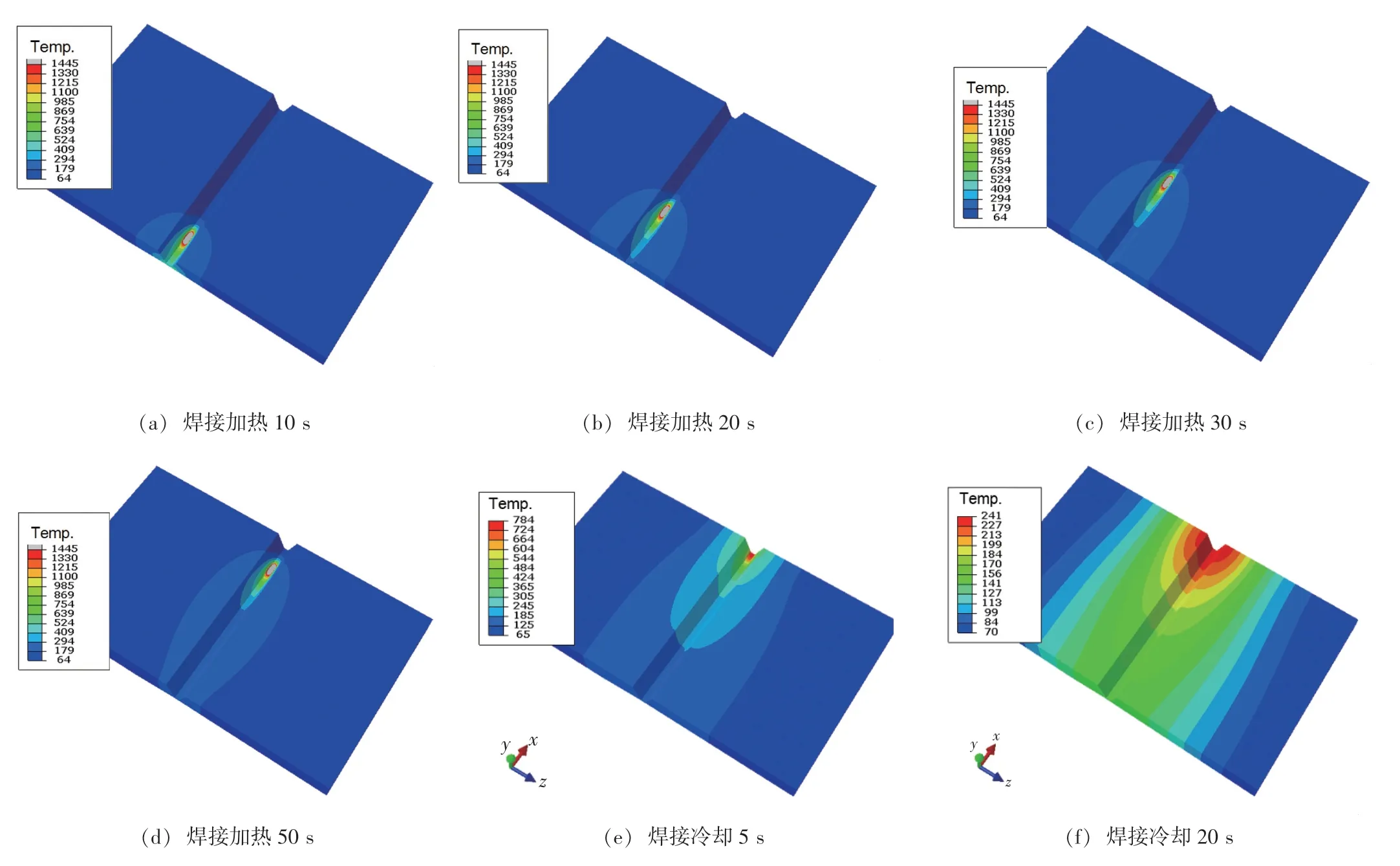
圖6 典型焊接過程溫度場演變
圖7為第1層打底焊在不包括補焊的多層多道焊過程中的焊接熱循環曲線。熱循環曲線顯示第1層焊縫中心和熱影響區均經歷了7次升溫降溫過程,且焊接過程升溫和冷卻都十分劇烈。后續焊道的加熱對前道焊縫類似于一種回火作用,隨后焊道的焊接加熱對先前焊道的再次加熱作用勢必改變整體的應力狀態分布。前一道焊縫形成以后,轉為緊鄰的下一道焊縫的熱影響區,其峰值溫度與母材中的焊接熱影響區接近,這也說明經過多次焊接熱循環后先形成的焊縫的應力狀態可能與母材中焊接熱影響區的應力狀態接近,這也是多層多道焊的典型特征。
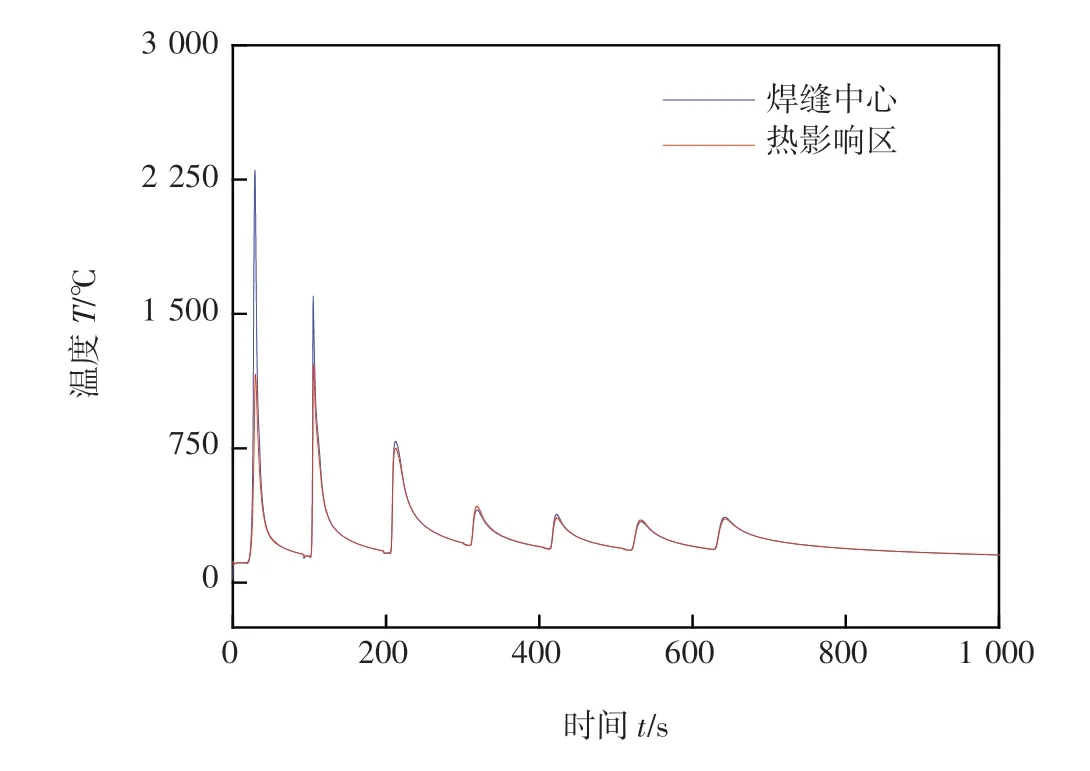
圖7 多層多道焊過程中打底層焊接熱循環曲線
圖8為第7道蓋面焊和第8道補焊過程準穩態下熱源中心橫截面溫度分布云圖。從圖中可以看出,焊縫兩側板厚雖然有一定差異,但對橫截面的溫度分布幾乎沒有影響。由于根據實際情況在補焊前設置了較長的冷卻時間,母材已冷卻至室溫,補焊時焊縫附近區域的溫度梯度更大,劇烈的升溫降溫過程可能會對補焊層的應力分布造成顯著影響。
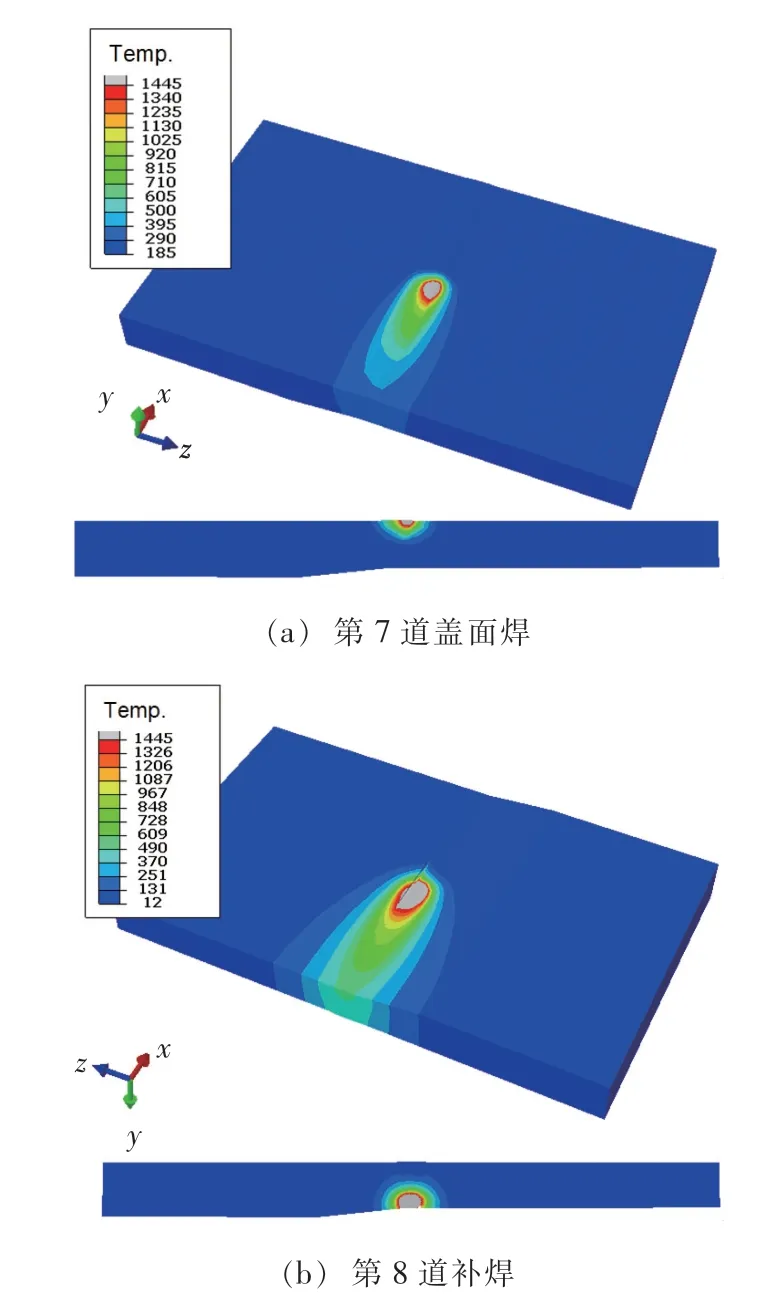
圖8 焊接準穩態階段橫截面溫度場云圖
3.2 應力場演變
圖9~圖11為焊接過程中不同時刻的應力分布狀態。每道焊縫焊接過程中,熱源下方的熔池區域內材料屬于無應力的液態。此外,由于熔池前方前道焊縫的約束作用,熔池前側區域往往具有很高的應力,當焊接加熱臨近結束時刻,由于焊縫后方區域早已凝固并與熔池之間存在較大溫度梯度,后部應力值逐漸增大。
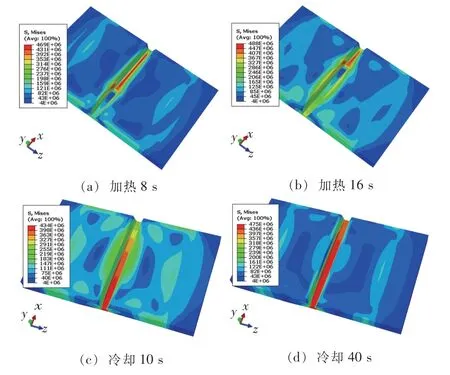
圖9 第2道中不同時刻的應力分布狀態
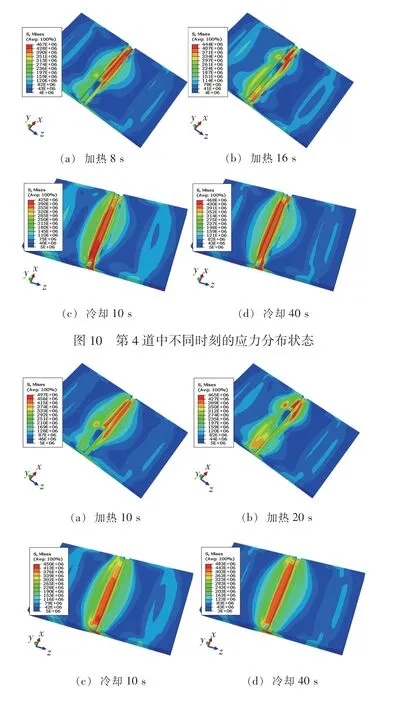
圖11 第6道中不同時刻的應力分布狀態
在每道焊縫焊接完成后需控制層間溫度,而在此冷卻過程中,試樣不同位置體現出不同的應力演變狀上升,而遠離焊縫的部分應力逐漸釋放到較低水平,這是因為焊縫區域材料在焊接過程中經歷了膨脹、熔化、凝固和收縮的變形階段,材料的強度在高溫階段處于較低水平,而遠離焊縫區域材料始終處于高強度的剛性狀態,焊接時積累的內應力在冷卻階段溫度均勻化過程中轉移到了焊縫區域。對于兩端無約束的平板對接焊而言,由于兩端收縮變形過程中受到的約束較焊縫中部少,可以相對自由地發生變形,使得焊縫中間段的應力值明顯高于端部。此外,焊縫兩側應力基本保持對稱分布,說明兩側厚度差異未對冷卻階段應力分布造成顯著影響。
3.3 未熔合對殘余應力的影響
根據第四強度理論,以Mises等效應力為判斷準則,當等效應力超過材料屈服強度時,表明該處發生塑性變形,而當等效應力超過材料抗拉強度時,表明該處發生斷裂失效。
根據前期研究,未進行補焊的對焊試件最高應力位于打底層兩側焊趾處,兩側應力均達到468 MPa,板厚差異對應力大小影響有限。蓋面層兩側焊趾也具有較高的殘余應力,受焊接順序影響,14.6 mm板厚側焊趾處的殘余應力達到430 MPa。而母材室溫屈服強度約為530 MPa,抗拉強度約為622 MPa,打底與蓋面焊縫焊趾處殘余應力均低于母材屈服強度。
如圖12所示,分別定義楔形未熔合缺陷的三條邊。沿三條邊提取殘余應力值的結果如圖13所示。沿著焊接方向,未熔合尖角邊上的殘余應力有增加的趨勢。三個尖角邊中,靠近補焊焊趾處的尖角外邊殘余應力最高,未熔合尖角內邊的殘余應力次之,遠離焊趾處的尖角外邊殘余應力最低。未熔合處的殘余應力大小介于453 ~ 470 MPa之間,最大值為470 MPa。未熔合的存在,并未使得補焊后的殘余應力明顯增加,且殘余應力水平低于X70板材屈服強度不會導致焊縫開裂。
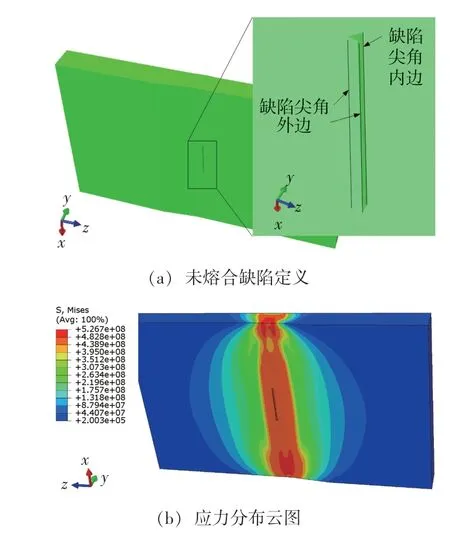
圖12 補焊未熔合焊縫
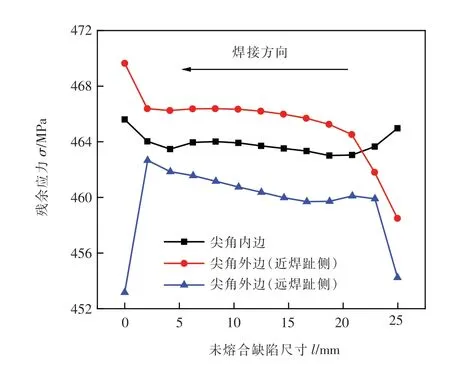
圖13 未熔合各邊應力分布
圖14為補焊未熔合焊縫在等效工況下的應力分布情況,在內壁補焊焊縫的兩側焊趾處存在兩處條狀高應力區域,等效應力超過550 MPa,大于焊縫金屬的屈服強度,其中未熔合一側相對較高,未熔合兩端最高等效應力可達到592 MPa,超過材料的屈服強度,這表示此處金屬可能存在小范圍的塑性變形,一定程度的塑性變形會使金屬材料強度提高并使應力得到一定釋放,但最大應力與抗拉強度仍差距較大,并不會導致焊縫的開裂。等效工況下未熔合三條特征邊的應力曲線如圖15所示。曲線顯示,未熔合尖角內邊應力在550 ~560 MPa范圍內,兩外邊的應力得到一定釋放,未超過材料屈服強度。
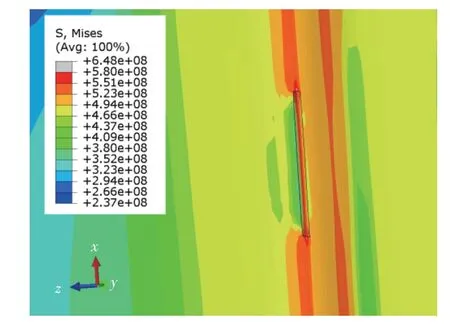
圖14 等效工況下未熔合處應力分布(Pa)
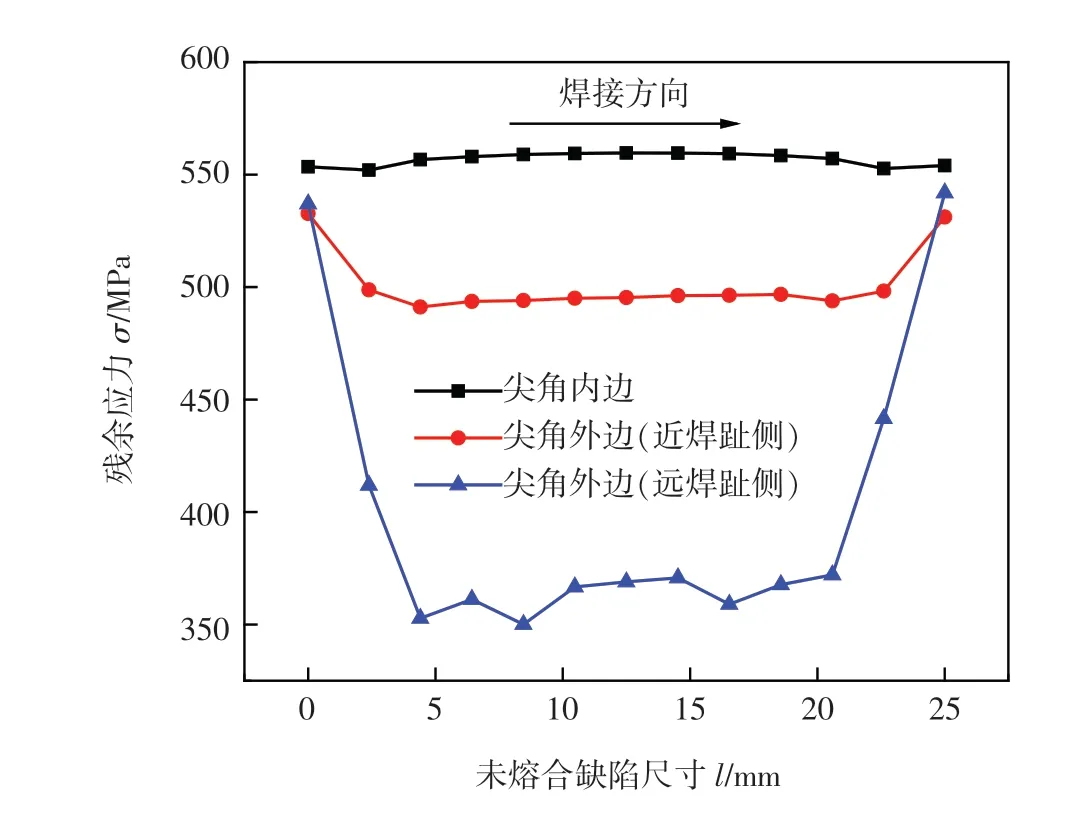
圖15 等效工況下未熔合各邊應力分布
等效工況下應力分布情況說明未熔合處存在應力集中并成為焊縫薄弱處,未熔合雖然不會導致焊縫的直接失效,但降低了焊縫的冗余性能,對管道的正常運行造成不良影響。因此在后續焊接工藝制定時應盡量實現良好的一次背面成形,避免補焊引入未熔合等缺陷。
4 結論
(1)基于預置焊縫和逐層填充的建模方法,建立了X70管線鋼多層多道焊接有限元計算模型,將環焊縫工況受力狀態等效處理后與未熔合缺陷一起引入模型,通過溫度和殘余應力測試驗證了模型的準確性。
(2)補焊焊縫未熔合缺陷未導致焊后殘余應力的明顯增加,未熔合處殘余應力大小介于453 ~ 470 MPa之間,最大等效應力470 MPa,未超過X70管線鋼母材屈服強度。
(3)等效工況下未熔合處最高等效應力達到592 MPa,補焊焊縫的兩側焊趾處存在兩處條狀高應力區域,等效應力超過550 MPa,均超過母材屈服強度,但未達到抗拉強度。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24