316LN超導(dǎo)磁體支撐焊接變形及制造工藝
2021-01-19 15:34:52張騰李鵬遠(yuǎn)孫振超魏海鴻劉晨曦
焊接 2020年10期
張騰, 李鵬遠(yuǎn), 孫振超, 魏海鴻, 劉晨曦
(1.核工業(yè)西南物理研究院,成都 610225;2.天津大學(xué),天津 300350)
0 前言
國(guó)際熱核聚變?cè)囼?yàn)堆計(jì)劃(ITER),是目前全球最大的國(guó)際科研合作計(jì)劃之一。ITER裝置是一個(gè)能產(chǎn)生聚變反應(yīng)的超導(dǎo)托克馬克,俗稱人造太陽(yáng)[1]。國(guó)際熱試驗(yàn)堆在設(shè)計(jì)壽命為20年,預(yù)計(jì)運(yùn)行次數(shù)為3萬次。低溫超導(dǎo)磁體系統(tǒng)作為ITER裝置關(guān)鍵部件由環(huán)向場(chǎng)線圈、極向場(chǎng)線圈和校正場(chǎng)線圈組成[2-3]。其中極向場(chǎng)線圈起著等離子體的電流和位形用的關(guān)鍵作用。在極向場(chǎng)線圈上有72個(gè)316LN異形超導(dǎo)線圈支撐,該部件直接與低溫超導(dǎo)線圈接觸,服役于4 K極低溫,12 T強(qiáng)磁場(chǎng),14 MeV中子輻照環(huán)境下,要承受3萬次放電帶來的沖擊載荷[4]。該異形超導(dǎo)線圈支撐結(jié)構(gòu)的制造方式以TIG焊接為主,再加上少量的機(jī)械加工。控制焊接變形的同時(shí)保證焊縫金屬在低溫下力學(xué)性能是其制造的關(guān)鍵。
316LN奧氏體不銹鋼由于具有較高的熱膨脹系數(shù)和較低的熱傳導(dǎo)系數(shù),在焊接過程中產(chǎn)生較大變形和殘余應(yīng)力。過大的焊接變形和殘余應(yīng)力不僅降低結(jié)構(gòu)的承載能力及疲勞強(qiáng)度,而且可能導(dǎo)致部件無法正常裝配。因此,焊接變形和殘余應(yīng)力的控制對(duì)大型結(jié)構(gòu)焊接生產(chǎn)的確定尤為重要。近年來隨著計(jì)算機(jī)的發(fā)展,固有應(yīng)變、熱彈塑性有限元等各種數(shù)值模擬方法越來越多的運(yùn)用在實(shí)際的焊接生產(chǎn)中[5-6]。對(duì) 304及316L奧氏體不銹鋼大型復(fù)雜結(jié)構(gòu)的焊接變形的研究較多[7-9]。 但由于缺乏焊接殘余應(yīng)力和變形計(jì)算所需要的性能數(shù)據(jù),關(guān)于 316LN材料結(jié)構(gòu)的焊接變形研究主要集中在簡(jiǎn)單結(jié)構(gòu)如平板對(duì)接以及管對(duì)接方面[10-11],且未見對(duì)復(fù)雜316LN結(jié)構(gòu)焊接變形及殘余應(yīng)力的數(shù)值模擬計(jì)算研究。
文中通過試驗(yàn)和熱彈塑性有限元模擬相結(jié)合的方法, 先對(duì)薄板對(duì)接進(jìn)行焊接試驗(yàn)和數(shù)值模擬分析。驗(yàn)證316LN不銹鋼高溫性能參數(shù)及熱力邊界條件的準(zhǔn)確性。在此基礎(chǔ)上,將其應(yīng)用于ITER低溫超導(dǎo)磁體異形支撐結(jié)構(gòu)的焊接變形預(yù)測(cè)及制造方案優(yōu)化中。
1 材料屬性
1.1 材料
316 LN奧氏體不銹鋼因具備良好的耐腐蝕性和低溫性能而廣泛運(yùn)用于極低溫工況條件中。其化學(xué)成分見表1,與316L不銹鋼相比,添加略多的鎳和Mo進(jìn)而提高耐腐蝕性[12]。添加0.17%的N用于提高其在4 K極低溫工況下的強(qiáng)度。其低溫和常溫力學(xué)性能見表2。

表1 316LN及焊材的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 材料的常溫及低溫性能
1.2 平板對(duì)接試驗(yàn)
采用鎢極氬弧焊(TIG)對(duì)尺寸為3 mm×50 mm×100 mm的試板進(jìn)行對(duì)接試驗(yàn),焊接填充材料為BOHLER的 ER317L,焊絲直徑為1 mm。在焊接電流110 A,電弧電壓10 V,焊接速度2 mm/s的工藝下進(jìn)行手工焊接。焊接過程中采用如圖1所示的熱電偶測(cè)量距離焊縫中心距離不同的4個(gè)點(diǎn)的熱循環(huán)曲線;焊接結(jié)束后對(duì)試板進(jìn)行實(shí)測(cè)得到焊接變形的縱向收縮變形為0.45 mm,橫向收縮變形為0.99 mm。
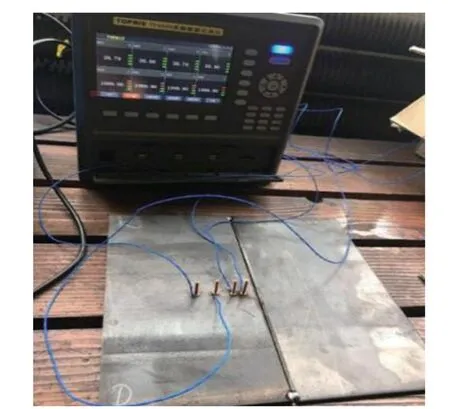
圖1 薄板對(duì)接溫度場(chǎng)測(cè)量
2 平板對(duì)接試驗(yàn)及熱彈塑性有限元分析
2.1 計(jì)算材料屬性
焊接變形的熱彈塑性有限元分析需要的材料屬性包括:彈性模量、泊松比、屈服強(qiáng)度、比熱容、導(dǎo)熱系數(shù)、線膨脹系數(shù)等。文中參考ITER材料手冊(cè)得到316LN的主要的材料物理性能參數(shù)見表3[12]。
表3 316LN材料屬性
2.2 平板對(duì)接有限元模型
如圖2所示,建立10 mm×120 mm×120 mm的墊板及3 mm×50 mm×100 mm的試板的有限元模型,墊板與焊接試板之間的摩擦系數(shù)為0.2,不設(shè)置任何焊接夾具以觀察其焊接變形。環(huán)境溫度為30 ℃,經(jīng)過多次調(diào)試,最終確定試板與空氣的自然對(duì)流換熱系數(shù)為40 W/(m2·K),自由狀態(tài)下的試板與墊板的接觸換熱系數(shù)為30 W/(m2·K),輻射對(duì)流系數(shù)為0.6,采用雙橢球熱源模擬TIG焊接熱輸入,使用生死單元技術(shù)模擬焊接過程中焊料的填充。
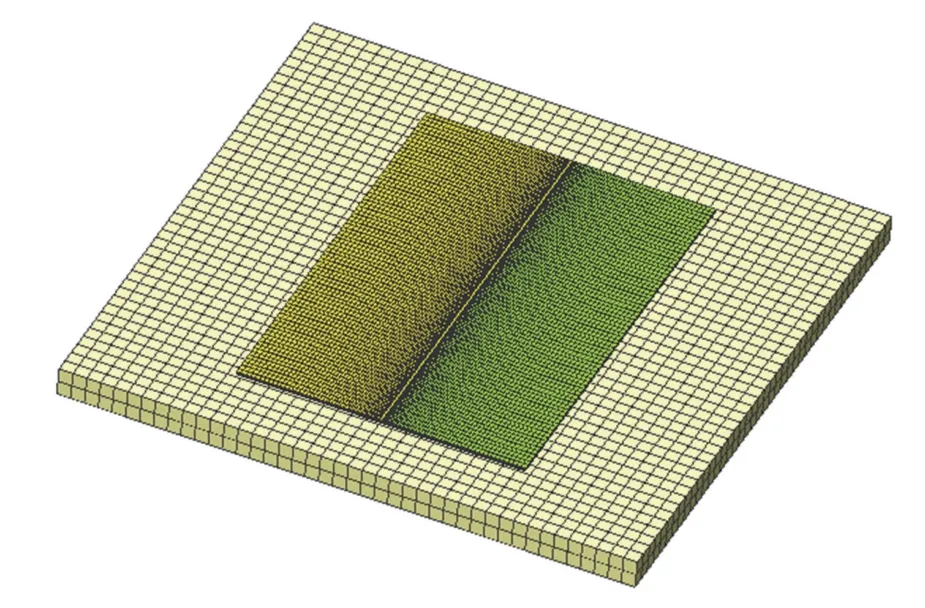
圖2 平板對(duì)接焊接有限元模型
2.3 計(jì)算溫度場(chǎng)結(jié)果
由圖3溫度場(chǎng)云圖可知,焊接過程中焊縫中心的最高溫度達(dá)到1 500 ℃,離熔合線5 mm處的最高溫度約為600 ℃,10 mm處的溫度約為450 ℃,15 mm處的溫度約為150 ℃,25 mm處的最高溫度為100 ℃。離焊縫區(qū)域越近,溫度梯度越大,焊縫對(duì)稱的兩個(gè)點(diǎn)的溫度場(chǎng)呈對(duì)稱趨勢(shì)。焊接開始后最高溫度始終位于焊縫處,隨著焊槍的離開該部位的溫度迅速降低,熔池最高溫度約1 500 ℃。
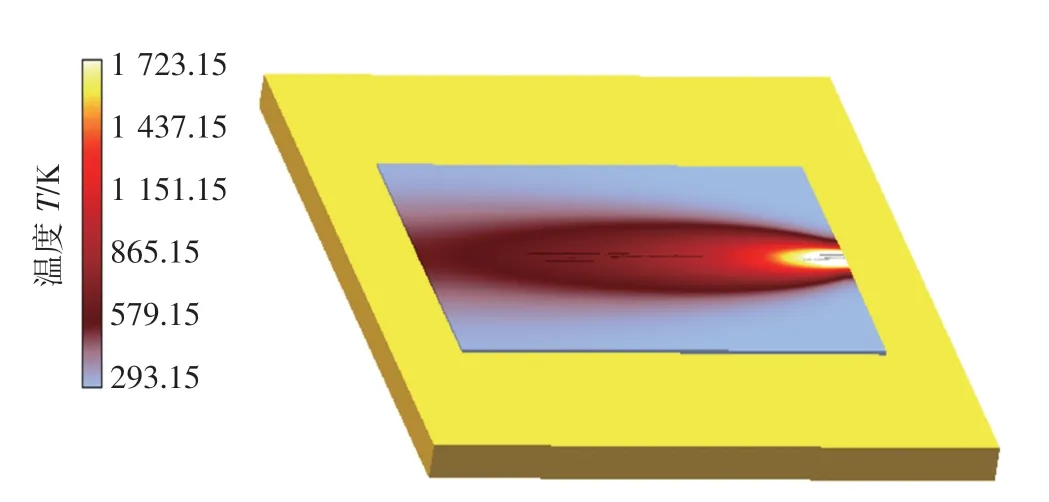
圖3 焊接結(jié)束時(shí)的溫度場(chǎng)云圖
2.4 焊接殘余應(yīng)力和焊接變形結(jié)果
圖4為有限元分析得到的焊縫縱向和橫向收縮變形結(jié)果,試板在焊后沿著焊縫方向發(fā)生了約0.05 mm的剛體位移。工件縱向收縮0.53 mm,橫向收縮1.15 mm,符合薄板焊接變形橫向收縮大于縱向收縮的基本規(guī)律。

圖4 平板對(duì)接變形分析結(jié)果
有限元分析所得的焊縫區(qū)域的殘余應(yīng)力如圖5所示,焊縫區(qū)域的縱向殘余應(yīng)力最大值550 MPa,橫向殘余應(yīng)力最大值約180 MPa,縱向殘余應(yīng)力遠(yuǎn)大于橫向殘余應(yīng)力。焊縫的縱向殘余應(yīng)力在近縫區(qū)表現(xiàn)為拉應(yīng)力,遠(yuǎn)離近縫區(qū)表現(xiàn)為壓應(yīng)力,縱向殘余應(yīng)力在垂直于焊縫方向的任何一個(gè)截面上平衡。焊縫的橫向殘余應(yīng)力在焊縫開頭結(jié)尾處均為壓應(yīng)力,焊縫中間為拉應(yīng)力。焊縫的橫向殘余應(yīng)力在任意一個(gè)縱向截面上平衡,符合焊接殘余應(yīng)力的基本規(guī)律[13-14]。
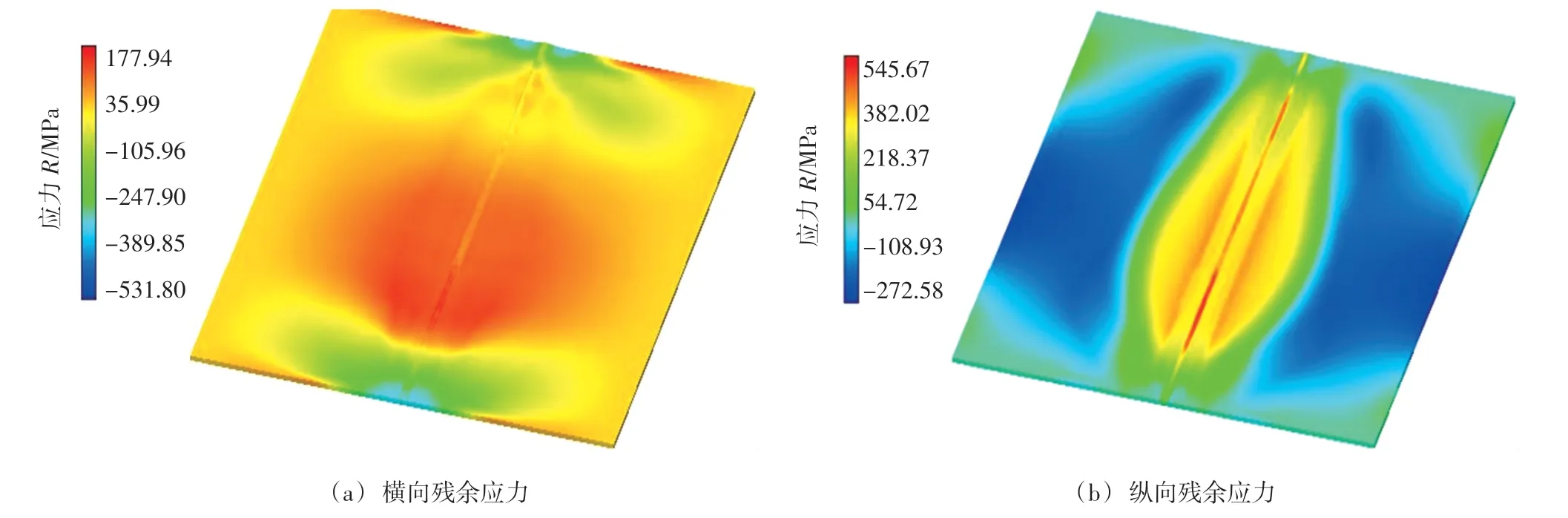
圖5 焊接殘余應(yīng)力云圖
2.5 計(jì)算結(jié)果與測(cè)試結(jié)果對(duì)比
圖6為316LN平板對(duì)接計(jì)算值與模擬值比較。由圖6a可知工件縱向收縮0.53 mm,橫向收縮1.15 mm,符合薄板焊接變形橫向收縮大于縱向收縮的基本規(guī)律。與試驗(yàn)結(jié)果相比,誤差在20%以內(nèi)。
由圖6b熱電偶測(cè)試溫度及相應(yīng)位置測(cè)試點(diǎn)的計(jì)算溫度比較可知,各點(diǎn)溫度場(chǎng)計(jì)算結(jié)果與測(cè)試值(最高溫度和波形時(shí)間)的誤差約為15%,證明了熱力邊界條件及算法的準(zhǔn)確性。
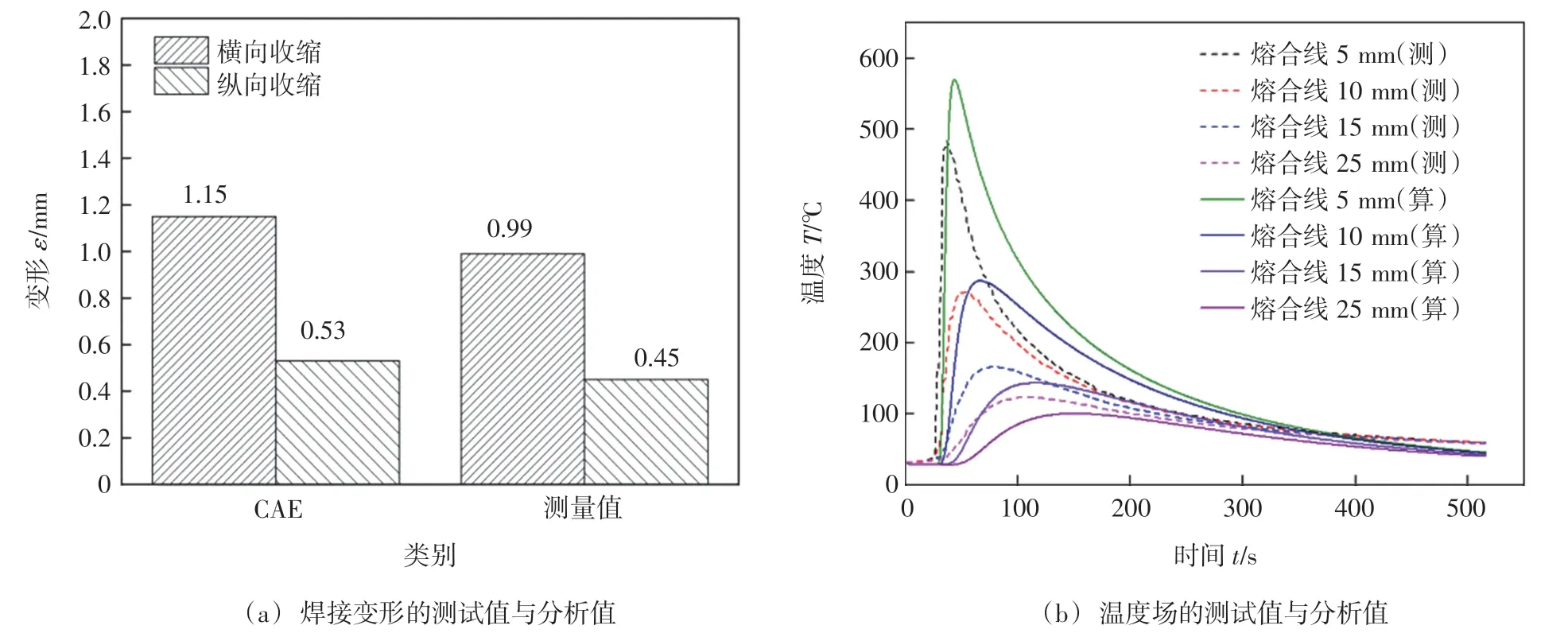
圖6 316LN平板對(duì)接計(jì)算值與模擬值比較
3 異形結(jié)構(gòu)焊接試驗(yàn)及有限元分析
3.1 焊接方案概述
U形異形結(jié)構(gòu)焊縫布局及焊接過程如圖7所示,該方案首先采用手工TIG焊的方式完成鍛件與板材之間的雙面焊焊縫,焊接工藝參數(shù)見表4。焊接過程中可以隨時(shí)觀察測(cè)量板材的角變形量,如果變形量過大則通過反轉(zhuǎn)工件焊接另外一面,將變形拉回來以控制焊接變形。焊接完成后,通過機(jī)加去除焊縫余高,可以認(rèn)為雙面焊在最后成形過程中并不產(chǎn)生焊接變形。為保證熔敷金屬低溫下的塑韌性,嚴(yán)格控制層間溫度在100 ℃以內(nèi)。
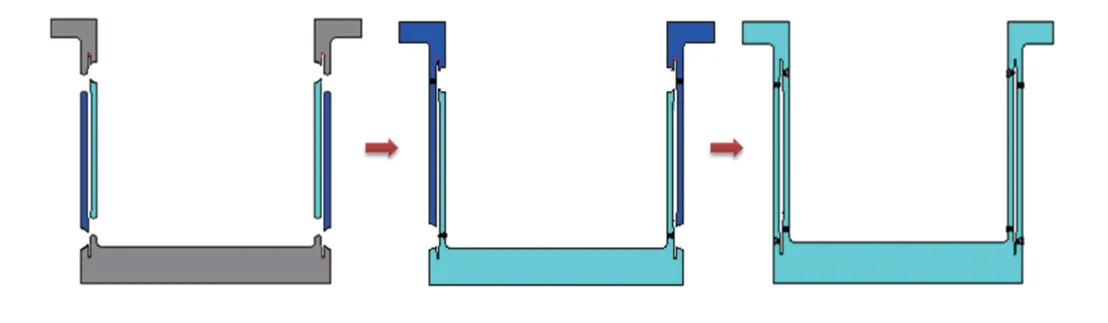
圖7 U形支撐焊接方案示意圖

表4 異形支撐焊接工藝參數(shù)
3.2 異形結(jié)構(gòu)焊接試驗(yàn)及有限元分析
為探求變形的原因及控制焊接變形。建立如圖8所示異形支撐有限元模型,采用非均勻的過渡網(wǎng)格,在焊接熱影響區(qū)域,采用相對(duì)較細(xì)密的網(wǎng)格劃分, 遠(yuǎn)離焊縫的區(qū)域則采用相對(duì)稀疏的網(wǎng)格劃分 。單元總數(shù)為72 330個(gè), 節(jié)點(diǎn)總數(shù)為124 520個(gè)。采用與薄板對(duì)接模擬計(jì)算相同的熱力學(xué)邊界條件,根據(jù)實(shí)際情況增加夾具。
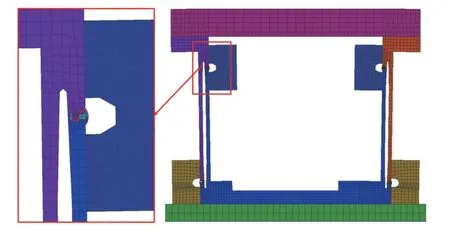
圖8 316LN異形支撐有限元模型
如圖9所示,在夾具拆除后的數(shù)天內(nèi)由于殘余應(yīng)力的釋放發(fā)生了明顯的變形,變形結(jié)果如圖9a所示,異形支撐開口張開9 mm,且狹縫寬度由要求的20 mm增加到25 mm以上,變形約5 mm;有限元分析的結(jié)果如圖9b所示,去除夾具異形支撐的開口尺寸張開6.74 mm;狹縫寬度發(fā)生了明顯改變,張開約2.5 mm。模擬計(jì)算的變形趨勢(shì)與工藝試驗(yàn)的結(jié)果一致。通過計(jì)算結(jié)果和實(shí)測(cè)結(jié)果對(duì)比證明了有限元法在準(zhǔn)確的熱力邊界條件下可以預(yù)測(cè)復(fù)雜316LN焊接結(jié)構(gòu)的焊接變形。
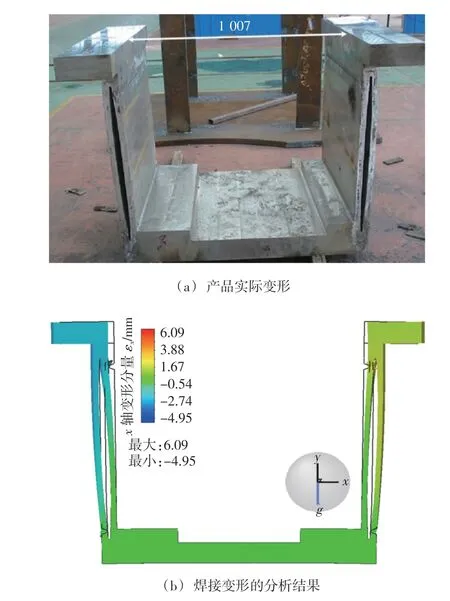
圖9 拆除夾具后產(chǎn)品的變形
3.3 根據(jù)分析結(jié)果進(jìn)行工藝改進(jìn)
異形結(jié)構(gòu)變形主要源自于夾具釋放后近縫區(qū)的橫向殘余拉應(yīng)力在開口寬度及狹縫寬度方向上發(fā)生內(nèi)力再平衡。釋放夾具后焊縫部位高于材料屈服強(qiáng)度的殘余應(yīng)力將發(fā)生再平衡使得結(jié)構(gòu)發(fā)生變形。下端焊縫和上端焊縫二者雖然坡口、焊接參數(shù)一致,但下端焊縫的橫向收縮作用范圍從該焊縫至上端面;而上端焊縫的作用范圍僅從焊縫至上端面,導(dǎo)致下端焊縫的橫向收縮應(yīng)力對(duì)U形支撐開口尺寸變形的影響要比上端焊縫大得多。
根據(jù)焊接變形及殘余應(yīng)力縫分析并參考文獻(xiàn)[15-16]對(duì)316LN不銹鋼在600 ℃下的熱處理性能研究結(jié)果。如圖10所示,對(duì)焊接后的異形支撐產(chǎn)品采取600 ℃焊后熱處理來消除殘余應(yīng)力,拆除夾具并進(jìn)行精加工得到如圖11所示的變形在2 mm以內(nèi)的異形支撐產(chǎn)品。

圖10 熱處理后的帶夾具異形支撐

圖11 精加工后的異形支撐產(chǎn)品
4 結(jié)論
(1)薄板單層單道焊接的溫度場(chǎng)計(jì)算與模擬結(jié)果得偏差小于5%,焊接變形的偏差小于20%。殘余應(yīng)力的分布與理論一致。
(2)異形支撐焊接后在異形開口方向上的變形為9 mm,有限元分析的結(jié)果為6.4 mm。狹縫寬度尺寸在焊后變寬5 mm,有限元分析的結(jié)果為2.5 mm,模擬計(jì)算能夠反映其焊接變形規(guī)律。
(3)通過對(duì)夾持狀態(tài)下的異形支撐部件進(jìn)行600 ℃下去應(yīng)力熱處理后可以有效的降低殘余應(yīng)力,從而有效控制夾具釋放后的焊接變形。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24