汽油辛烷值測定過程中爆震表異常與進氣濕度的關系
2021-01-20 06:17:44
探索科學(學術版) 2020年5期
中國石油廣西石化公司 廣西 欽州 535008
一、簡述
測定辛烷值時,需要進氣和油料混合,形成混合燃料氣在氣缸內燃燒轉化為動能。GB/T5487-2015對進氣溫濕度控制范圍有明確要求,標準大氣壓下進氣溫度要求控制在52℃±1℃,控制濕度3.56g/kg(水/干空氣)-7.2g/kg(水/干空氣)。濕度控制是用電氣制冷裝置進氣冷卻器實現的。進氣冷卻器能夠對進氣進行過濾并在空氣通過導管和帶有冷凍劑循環管道的齒形冷卻熱交換器時對其加濕。進氣冷卻器冷卻液溫度要求控制1.7-3.3℃,冷卻液由乙二醇和水按照1比5的比例混合而成,其凝點范圍在-18℃-15℃。
二、辛烷值機在測定過程中的異常現象
測定辛烷值時,在最大爆震強度對應的燃空比下,把氣缸高度調整到固定的操作表值,已知辛烷值的正標準混合燃料在模擬爆震測試裝置中燃燒時產生的爆震強度成為標準爆震強度。該工況下調解爆震表讀數為50。把爆震表指針調到刻度中間數值50的位置運行20分鐘后,發現指針向左偏移10個單位以上,把爆震表指針再次調到中間數值50的位置,運行一段時間后指針向右偏移10個單位以上。這遠遠超過了正常測試過程偏移1-2個單位的現象,這說明爆震強度發生了明顯變化。爆震表指針指示異常會導致汽油辛烷值測定不準確。
三、異常現象的原因分析
爆震強度發生變化原因分析:1、氣門位置存在問題,燃燒室氣密性不嚴;2、活塞銷串環,燃燒室氣密性不嚴;3、試樣性質偏重,燃燒不完全在燃燒室內沉積。前兩個的原因都是燃燒室密閉不嚴,影響到爆震強度,爆震傳感器測定數值不準確造成的。第三種原因試樣性質偏重,燃燒過程不平穩,也會造成爆震表指針較大幅度偏移。檢查樣品可以排除試樣性質偏重這種因素。
四、辛烷值機爆震異常過程排查
按照正常儀器維修處理程序,過程排查主要進行一下幾方面工作:
1.檢查活塞環位置無異常,使用活塞環拆卸器拆下活塞環,測量開口間隙無異常。
2.檢查火花塞孔螺紋和拾波器孔螺紋,清除所有沉積物并用合適的清洗劑沖洗螺紋。
3.對氣門導管進行檢查和測量。擦拭并檢查氣門導管內徑,測量排氣門導管內徑和進氣門導管內徑尺寸均符合要求。
4.進氣門和排氣門的檢查及重新調整。檢查進氣門桿沒有劃傷和磨損痕跡。測量氣門桿直徑無異常。氣門端面沒有斑點或凹坑。測量氣門端面和氣門桿之間的偏心率和同心度無異常。檢查氣門頭部直徑邊緣余量大于1/32英寸,無異常。檢查進氣門管套,無彎曲,邊緣無損壞。
5.檢查氣門挺桿與氣門導管之間的間隙。從氣門導管內徑減去氣門桿直徑,進氣門與導管之間的間隙不超過0.005英寸,排氣門與導管之間的間隙不超過0.006英寸,均無異常。
6.氣門座的檢查和修理。檢查氣門座芯表面沒有凹坑或斑點。使用合適的氣門座表面重修設備重修氣門座至45度角,將氣門座按照氣門作用面寬度和直線度研磨氣門座表面,將氣門輕輕地防止在氣門座上。
7.檢查氣門和氣門座質檢接觸狀況。將氣門插入氣缸并使其與氣門座接觸,在氣門座上略微轉動氣門,使氣門接觸面上產生接觸記號,測量氣門座邊緣至余量邊緣的距離,氣門座邊緣至余量邊緣的距離大于0.03英尺,無異常。
8.更換爆震傳感器及其連接線,更換爆震信息放大器及其連線。
以上排查排除了氣門和活塞銷的問題,爆震表異常現象依然存在,只能從設備硬件因素外考慮其他能影響到爆震強度的其他因素。此時才把引起爆震表異常的原因轉到進氣溫濕度上,檢查進氣溫度無異常,檢查冷卻液溫度時,發現冷卻液溫度呈現周期性變化,變化范圍超過10℃。同時觀察到這種溫度周期性變化是和進氣冷卻器壓縮機啟動和停止周期性變化時一致的。
據此判斷,汽油辛烷值測定過程中爆震表指針指示異常與濕度存在著明顯關聯。
五、對進氣冷卻器的處理與結果
為分析進氣冷卻器這種異常,我們抽取進氣冷卻器的冷卻液分析凝點,分析結果顯示冷卻液凝點為-9℃,高于冷卻液凝點在-18℃-15℃的要求。我們按照冷卻液配比更換了原來的冷卻液,重新開機測定,爆震表指示正常。這時已經確定進氣濕度和爆震表異常存在關聯。
六、原因分析及結論
進氣制冷器構造如下圖所示:
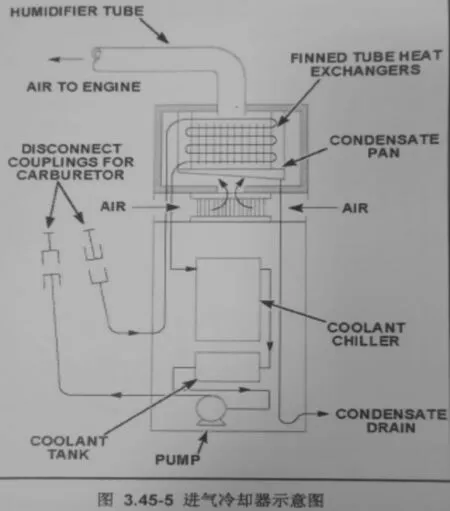
根據進氣冷卻器構造示意圖進行分析:當進氣制冷器壓縮機啟動時,因為冷卻液凝點升高,所以迅速冷卻形成結冰,隨著冷卻液冰體積增大,冷卻箱內流動空間小,循環來的溫度較高冷卻液來不及冷卻又被泵抽走進入空氣制冷加濕循環,此時進氣溫度高濕度低,爆震表指針向左出現較大幅度偏轉。此時調整爆震表指針為50,但當制冷壓縮機停止時,結冰冷卻液融化,冷卻箱內流動空間變大,參與循環的冷卻液溫度降低,對進氣起到了較好的降溫增濕作用,前面調整到50刻度爆震表表現為指針向右偏轉。同時注意到冷卻液溫度變化周期和指針偏轉周期一致。
由此可以得出結論,在一定實驗條件下和濕度范圍內,濕度降低爆震強度減弱辛烷值爆震表向左偏轉,濕度增加爆震強度增加辛烷值爆震表向右偏轉。
