碳纖維復合材料裙板調風窗OoA整體成型研究
2021-01-21 02:56:22賈朋軍孫建強趙明陳海軍董晴晴
高科技纖維與應用 2020年6期
賈朋軍,孫建強,趙明,陳海軍,董晴晴
(江蘇恒神股份有限公司,江蘇 丹陽 212300)
0 引言
碳纖維復合材料具有比強度高、比模量高、耐腐蝕的特點,同時結構性能可設計性強,可實現一體化設計,能有效地減少零件數量。在軌道交通領域,尤其是非承力結構件上得到了廣泛的應用。目前碳纖維復合材料的應用在軌道交通領域面臨的挑戰是如何做到模塊化設計、整體成型,從而減少裝配的工作量,降低總體成本[1]。
整體成型可一次性成型復雜的復合材料結構,大大減少零件和緊固件的數量,提高制件性能,降低裝配成本。整體成型要有創新和低成本的設計理念,關鍵在于制造,模具和材料是基礎[2]。整體成型復雜復合材料構件重點需要解決鋪層工藝設計的合理性和可操作性以及構件固化壓力的可實現性[3]。
整體成型采用熱壓罐工藝和液體成型工藝研究的較多,但OoA工藝鮮有報道[4]。本文針對裙板調風窗,進行了碳纖維復合材料一體化結構設計和鋪層設計。結合OoA成型工藝和閉模成型工藝,開發了OoA閉模整體成型工藝,研制了表面光滑平整、輪廓度和尺寸精度高的碳纖維復合材料裙板調風窗。
1 裙板調風窗結構介紹及選材
裙板調風窗安裝在列車裙板的散熱口處,可起到散熱調風的作用。碳纖維復合材料裙板調風窗設計要求包括:
(1)調風窗能夠承受多次拆裝,可更換。
(2)設計及選用材料應使裙板的防火要求符合EN 45545(HL2級)。
(3)滿足長期使用溫度90 °的要求。
(4)采用低成本的OoA成型工藝。
為了充分發揮復合材料比強度高、比模量高、可設計性強等特點,綜合考慮復合材料的成型、加工以及裝配成本,將裙板調風窗設計成一體化框架結構,包括框架、葉片和加強筋(圖1)。葉片長度方向沿列車行進方向,并且葉面與水平方向呈120 °傾斜角。葉片的端部與框架連接,葉片與葉片之間通過加強筋連接。加強筋對葉片起到連接與加強的作用,加強筋端部與框架連接。框架邊緣的結構為平板或C形結構,便于與裙板連接。框架的左右兩端設有加強盒(圖2),使裙板調風窗沿列車前進方向的強度加強。

圖1 裙板調風窗正面結構示意圖

圖2 裙板調風窗反面結構示意圖
為了滿足EN45545 HL2防火要求、使用溫度以及成型工藝的要求,采用江蘇恒神股份有限公司生產的中溫固化的OoA阻燃預浸料。材料參數見表1。

表1 OoA阻燃預浸料層壓板參數
2 裙板調風窗模具設計
裙板調風窗有7個封閉的框格,每個框格之間還有縱向的加強筋。想要實現裙板調風窗整體成型,模具設計顯得十分關鍵,尤其是如何設計模具使裙板調風窗的葉片在成型過程中獲得均勻的固化壓力[5]。
熱脹壓力與芯模幾何形狀、芯模材料的物理性能和力學性能、凝固能力、疊層壓實程度、凝膠溫度和固化溫度、模具組合系統的間隙、各種輔料和模具的熱脹性能等因素相關。選擇適宜的芯模材料是實現熱脹成型的關鍵所在。
鋁合金膨脹系數約為碳纖維復合材料膨脹系數的10倍左右,可以采用鋁合金芯模和碳纖維復合材料外模配合使用的方案。碳纖維復合材料外模受熱膨脹小,可以保證裙板調風窗的外形精度。鋁合金芯模受熱膨脹大,同時受到外模的約束限制,則在模腔內產生壓力,從而實現固化過程的加壓[6]。
鋁合金芯模結構如圖3所示,包含7個芯模和2個芯塊。每個芯模上設置有凹槽,芯模1~芯模7用于葉片和加強筋的成型,左芯塊和右芯塊用于加強盒的成型。

圖3 芯模結構示意圖
碳纖維復合材料外模分為上模和下模,下模如圖4所示。為了便于合模和脫模,將上模分為兩部分,如圖5所示。上模和下模上均有相對應的螺栓孔,用于合模。
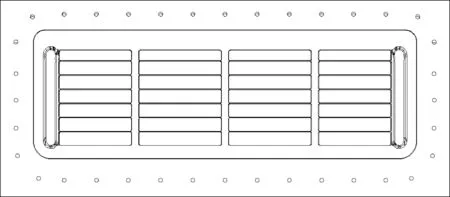
圖4 下模結構示意圖

圖5 上模結構示意圖
3 工藝成型
3.1 成型難點
(1)封閉框格數量較多,鋪層工藝分解復雜。
(2)需要合理的設計鋪層才能發揮連續纖維的強度。
(3)需要不斷地調整鋪層厚度使固化過程加壓到位。
3.2 成型方案
裙板調風窗成型采用OoA整體成型,按照鋪層設計下料,模具清理干凈,涂覆脫模劑,鋁合金左芯塊和右芯塊放入碳纖維復合材料下模對應的槽中。先在鋁合金芯模和碳纖維復合材料下模上分別進行葉片坯件和框架坯件的鋪貼。待各個葉片坯件鋪貼完成后,將芯模按照順序組裝在一起,再進行加強筋坯件的鋪貼。將組裝好的芯模組放置在下模上,繼續鋪貼加強框坯件。鋪貼完成后,進行合模。工藝流程如圖6所示。

圖6 工藝流程圖
3.2.1 葉片鋪層工藝設計
在每個芯模上環繞鋪貼1 mm厚的預浸料,加強筋位置保持連續。為了保證厚度的均勻性,采用對接方式,在兩端位置進行對接,對接位置錯開15~25 mm。鋪貼示意圖如圖7所示。

圖7 葉片坯件鋪貼示意圖
待各個葉片坯件鋪貼完成后,將各個芯模按照順序組裝到位,可利用上模進行定位,如圖8所示。最后在加強筋位置(圖9深色區域)鋪貼加強筋預浸料,保證3 mm的厚度要求。

圖8 芯模組裝定位示意圖

圖9 加強筋鋪貼示意圖
3.2.2 加強框鋪層工藝設計
為了保證加強框整體連續,加強框預浸料鋪層設計為整體,不做分塊處理,如圖10所示。

圖10 加強框鋪貼事宜圖
3.2.3 合模
由于未固化的預浸料坯件尺寸較零件尺寸略大,合模不能一步到位。為了保證固化過程中的壓力,先試合模。檢查預浸料坯件與上模間是否留有間隙。經試驗驗證,試合模是非常必要的。預浸料坯件由于受到合模力的擠壓,部分未壓實的預浸料發生了褶皺,部分區域出現缺料的情況。這就需要對缺料的區域進行補料。經過補料后,進行固化前的合模。固化出來的制件表面光滑平整。
4 質量檢測
4.1 外觀質量
目視檢查裙板調風窗的表面,外觀光滑、平整,無富樹脂或貧樹脂區,無褶皺。
4.2 內部質量
經無損檢測,裙板調風窗內部質量滿足要求。通過外模和芯模配合使用,驗證了依靠芯模的熱膨脹大于外模來傳遞固化壓力的方案可行,可實現葉片固化時所受壓力均勻到位。
4.3 厚度控制
厚度偏差控制在±10%。
5 結論
對于多格柵結構的裙板調風窗的整體成型,技術難點在于不但要通過合理的設計鋪層,保證結構的連續完整,又要控制預浸料坯件的厚度,使固化過程中,預浸料坯件得到均勻的壓力。實踐證明,該方案能夠很好地解決這類格柵結構的制造問題,主要體現在以下幾個方面。
(1)先完成葉片的預浸料坯件的鋪貼,合模形成所有葉片的預浸料坯件,而后進行加強筋坯件的鋪貼。
(2)控制預浸料坯件的厚度,實現壓力均勻到位。
(3)合模增加試合模工序,使預浸料坯件壓實,可消除褶皺和缺料,從而獲得光滑平整的表面。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
