汽車車門內板沖壓成形及工藝分析
2021-01-25 07:42:34劉洪俊
鍛壓裝備與制造技術 2020年6期
關鍵詞:產品
劉洪俊
(上汽集團 商用車技術中心,上海 200438)
汽車車門內板作為關鍵的覆蓋件零件,具有尺寸較大、結構形式復雜、成形深度較深等特點,這些都將增大其成形的難度。在車身的設計階段,采用沖壓成形仿真軟件,同步模擬分析零件的成型過程,預測并識別零件開裂、起皺等成形問題,并針對零件自身特點提出整改方案,滿足CAE分析要求。通過分析車門內板產品的特點,并結合生產設備的工序需求,對產品進行合理的工序排布規劃,根據此零件產品的結構形式,通過拉延、修邊沖孔、翻邊整形等工序的合理優化,能夠實現車門內板的結構功能需求并滿足產品的可制造性。
1 車門內板的拉伸成形建模和仿真分析
1.1 零件尺寸及結構分析
車門內板零件如圖1所示,零件輪廓尺寸1070mm×1530mm×220mm,材質 DC04,為厚度1.2mm/0.7mm的激光拼焊板,拉伸深度約150mm。由圖可見,門內板零件表面具有多處造型特征,并且高低起伏較大,鉸鏈孔一側型面的立壁拔模角度約4°,并且僅僅具有5mm寬的二級臺階結構;門鎖孔一側型面的立壁拔模角度較小,約為3°,并具有30mm寬的二級臺階結構,第二級臺階高約80mm,門內板側壁的拔模角度總體較小,并且四周的二級臺階結構增加了拉延過程中料片的流入的阻力,零件成型深度又較大,總體而言,門內板成形難度相對較大。
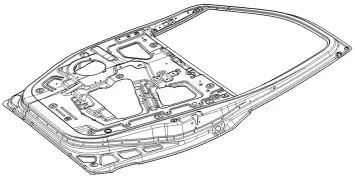
圖1 車門內板零件示意圖
1.2 確定沖壓方向
門內板零件沖壓方向的合理選擇對成形結果的影響較大,需要對模具的閉合高度,零件的拉延深度、側壁的拔模角度、工序間的旋轉角度等因素進行綜合考慮,此零件的沖壓方向如圖2所示。
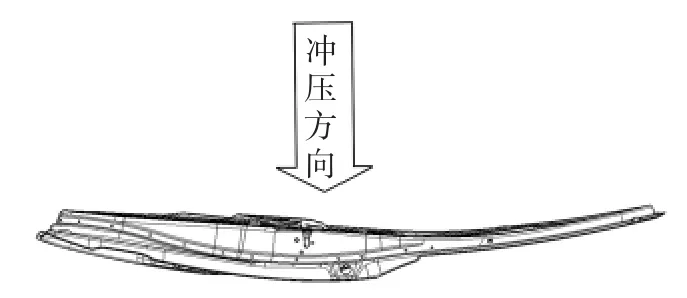
圖2 車門內板零件沖壓方向
1.3 壓料面和工藝補充面的設計
壓料面和工藝補充面是否合理對拉延過程及結果的影響較大,壓料面盡量設計為平面,但綜合考慮拉延深度和產品的造型特征,門內板拉延壓料面時常為曲面,并且曲率偏大,避免使用雙曲面造型設計。
產品的最低點應高于壓料面,否則在上模與壓邊圈閉合前,上模將最先接觸到板料,導致板料定位不穩定,并且在閉合前板料可能起皺。
在零件本體和壓料面之間,需要由工藝延伸面進行過渡,且零件的翻邊、負角等型面特征可在工藝延伸面進行展開,工藝延伸面的立壁需要具有一定的拔模角度,以便成形過程中料片的合理流入,工藝補充面經過1~2次修邊工序后,將被完全切除,在滿足零件成形性的前提下,為了能夠提高零件的材料利用,需要盡量減小工藝延伸面的尺寸和寬度。
通常,將壓料面和工藝延伸面合稱為工藝補充面,兩者位于凸模輪廓線的兩側,本文中車門內板零件的工藝補充面如圖3所示。
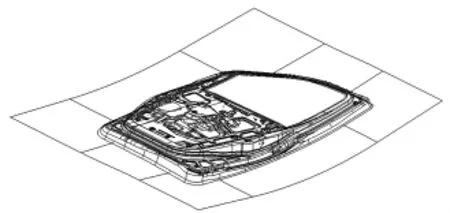
圖3 車門內板零件工藝補充面
1.4 拉伸分析結果及產品優化
車門內板的CAE分析結果,如圖4所示。
由于在拉延過程中,增加刺破刀將產生切屑,積累到一定程度將附著在零件產品表面之上,進而產生壓痕等表面缺陷,因此,在分析過程中,針對容易開裂區域,采用落料孔的方式,減小開裂的風險。零件的理論成形力約為9.5MN,壓邊力為0.8MN。

圖4 車門內板零件CAE分析
車門內板在分析過程中,存在開裂、起皺等缺陷,經過產品的設計優化,成形問題得到根本解決,下面以門內板幾處關鍵區域進行優化。
如圖5a所示位置,存在開裂的風險,通過對各級型面臺階圓角的放大,減小局部型面的斷面線長,開裂風險得以消除。
如圖5b所示位置,由于產品型面較深,拉延到底后開裂,通過放大產品的圓角和在產品局部位置增加三角型面特征,減小了拉延過程中局部應力集中,開裂問題得以解決。
如圖5c所示位置,產品型面設計平坦,在拉延過程中,拉伸不充分,產品型面精度難以保證,因此,通過增加凹臺特征,使得產品局部充分拉伸,風險得以消除。
產品經過優化后,成形分析結果較好,無明顯起皺,開裂問題基本解決。
2 車門內板的工藝方案分析
2.1 工藝方案的制定
門內板工藝方案的規劃,需要在綜合考慮沖壓設備參數、操作便捷性、模具結構合理、零件的取放和傳遞、廢料排出合理等因素的基礎上,并結合產品的造型特征、尺寸要求、功能孔的精度需求,進而確定拉延、修邊沖孔、翻邊整形等工序的順序和每序的具體內容。
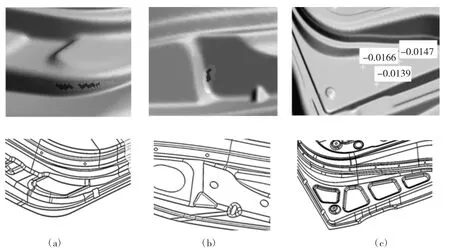
圖5 車門內板零件分析問題及優化
如前文中圖1所示,零件產品特征存在較多功能孔,且孔的方向各異,結合產品輪廓修邊,需要至少規劃2~3工序;產品主型面異形孔存在翻邊,車門內板窗框上側產品邊沿存在上翻造型特征,經過修邊檢查,發現修邊超差,需要將此局部特征在拉延型面展平,經過修邊后,采取上翻邊形式;產品深度較大,且法蘭面有多處臺階特征,需要放大圓角后,進行后續整形處理,綜合考慮以上因素及其他細節分析,此車門內板共需要5工序(含落料工序),如圖6所示,分別為:OP10拉延;OP20修邊、沖孔、側沖孔;OP30修邊、翻邊、整形;OP40側沖孔、正沖孔、上翻邊。
2.2 OP10拉延工序
在零件拉延的過程中,主要通過拉延筋的形狀、拉延筋的數量來實現對板料變形和流動的控制,對于產品無法拉伸充分的區域,可以采取雙拉延筋的形式,限制成型過程中料片的流入,對于窗口的四角位置,由于局部造型圓角較小,成型過程中減薄偏大,甚至開裂,可以通過采用落料孔的形式,增大料片的流動,提高局部的成形性能。
2.3 OP20修邊、沖孔工序
第2序的工作內容為修邊、沖孔。由圖6可知,主要對門內板四周進行修邊,并采用多段廢料切刀對廢料進行分塊,使廢料的最長尺寸能夠滿足機床廢料收集孔的尺寸要求,由于側壁2處局部位置存有多個方向的功能孔,經過工序分析,需要在OP20先側沖其中一部分功能孔,因此,修邊進行了局部避讓,經過OP20工序,仍存在2處廢料需留到后工序進行切除;在此工序中,窗口位置的廢料需要切除一部分,其余部分在后工序進行切斷;由于本工序的沖壓方向,能夠滿足產品主型面上的多個功能孔的沖孔的角度要求,因此,本工序也正沖了多個主型面的功能孔,圖6中僅示意部分功能孔的沖孔。
2.4 OP30修邊、翻邊、整形工序
第3序的工作內容為修邊、翻邊、整形。由圖6可知,主要對門內板主型面的法蘭面進行了整形,由于產品主型面以外部分進行了過拉延處理,且在產品的立壁型面上存在多個密封條安裝孔,為了不影響孔的尺寸精度,需要在本工序先對產品主型面以外部分進行整形;在本工序中,對上工序保留的2處產品外沿廢料和窗框內部的廢料進行修邊,去除廢料,并對局部有翻邊的功能孔進行了翻邊。
2.5 OP40側沖孔、正沖孔、上翻邊工序
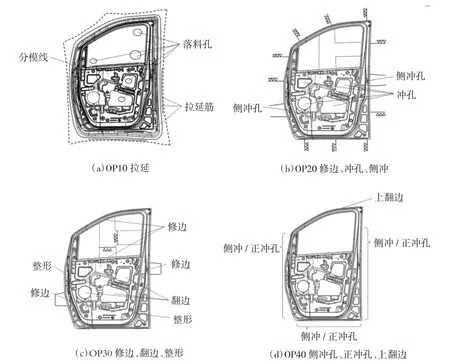
圖6 車門內板零件工序排布
第4序的工作內容為側沖孔、正沖孔、上翻邊。由圖6可知,主要對門內板側壁的密封條安裝孔進行了側沖孔,以及門鎖孔進行了剩余部分的側沖孔;門框上沿由于產品造型存在向上的翻邊,在OP10中需要展開到拉延型面上,經過前工序的修邊,去除多余廢料后,在本工序進行上翻邊;門框內部的法蘭面,由于和玻璃面有匹配關系,其型面的面差精度要求較高,因此,在本工序對其進行進一步整形處理。
2.6 對影響工序規劃的孔位的調整
如圖7所示,在門內板水切附近兩個安裝功能孔的沖孔方向互相干涉,而下方孔所在平面由于進行了過拉延處理,需要在修邊后進行整形,而此孔需要在所在平面整形后進行沖孔,以保證孔的位置度,因此,無法在4工序內完成所有孔的沖孔,需要提出工程更改申請,將孔位進行調整,滿足目前4工序生產要求。
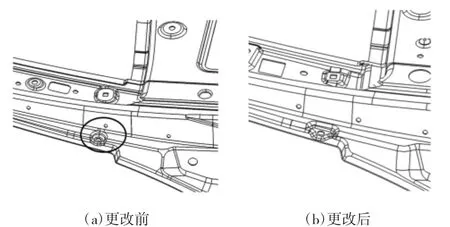
圖7 車門內板孔位調整
經過實際生產檢驗和驗證,如圖8所示,此車門內板的尺寸精度,表面質量均達到生產要求,質量比較穩定,達到了良好的裝車使用效果。
3 結束語

圖8 車門內板零件實物圖
通過對車門內板進行合理的拉伸建模,并使用CAE仿真軟件進行成型的模擬分析,能夠有效的識別零件成型的風險,通過放大產品圓角、增加“三角面”特征,降低產品開裂風險;通過增加凹臺特征,提高產品局部剛度,降低產品回彈,對產品局部位置造型進行優化,滿足零件設計的成型合理性。
門內板產品一般可通過4工序完成生產,對于可能增加工序的特征,例如孔位干涉等,建議申請工程更改,進行孔位調整,以滿足生產設備的需求和降低工序和生產成本。
目前此零件已批量生產,通過前期CAE分析和工藝規劃,產品能夠滿足精度和面品質量要求,零件平均合格率在95%以上,滿足裝車匹配和精度要求。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
