淡水魚往復式去臟裝置設計與工藝優化
2021-01-25 05:23:02夏偉偉孟慶國張暢原徐子向
食品與機械 2021年1期
關鍵詞:作業
夏偉偉 孟慶國 張暢原 張 旭 徐子向
(1.大連工業大學機械工程與自動化學院,遼寧 大連 116034;2.日照鑫博機械設備有限公司,山東 日照 276824)
近年來中國淡水魚市場迅速發展,其制品產量逐年上升[1]。淡水魚類產品前處理加工包括分級、去頭、去鱗、去臟和清洗等多道工序[2-3]。其中,去臟是魚類前處理工序中一個重要環節,高質高效去臟是整個加工過程的技術難點。傳統魚類去臟通常采用人工方式,加工效率低、質量穩定性差,無法滿足大批量魚類去臟加工的需求。
淡水魚去臟加工主要采用接觸式的破腹去臟方法,工作原理:魚類物料在輸送皮帶、固定夾片、仿形料槽等裝置的夾持或固定下先進行魚腹剖切,再利用除臟輪、除臟刀、除臟刷等去臟裝置進入魚腹,通過拉扯、刮擦作用去除內臟[4-7]。陳慶余等[8]研究了不同除臟輪構型及參數等對魚去臟效果的影響。胡曉亮等[9]研究了皮帶夾送形式下魚去臟工藝參數優化方法,給出了兩種不同形體魚類的最佳去臟工藝參數。張軍文等[10]設計了用于大黃魚魚體開背和臟腔定位的仿形料槽。朱國等[11]研究了魚體在剖魚機夾片中受力有限元分析,并優化了剖魚機夾片結構。上述報道基于魚類形體特點、去臟加工要求等研究了魚去臟裝置開發、性能評估及參數優化等,對如何提高去臟加工質量、效率及適用性等的方法和工藝進行了詳細探討。但此類研究仍存在不足,尤其是在針對魚去臟加工損傷的研究較為缺乏。
接觸式去臟過程中內臟的去除程度和魚體的損傷程度均與作業深度密切相關。一般而言,去臟裝置探入魚腹的深度在一定程度上越大,其去臟效果越好,但過度接觸作用也會使魚腹損傷的可能性增大。因此,擬設計一種適合淡水魚類的主動式去臟加工裝置,通過去臟裝置作業深度的動態調節,以達到確定去臟效果的同時降低魚腹損傷的綜合效果。采用響應面試驗方法,研究除臟輪往復作業的起始位置、進給速度、進給量等參數對綜合去臟效果的影響,并進行感官評定,優化去臟參數,為魚類去臟裝置研發和工藝優化提供依據。
1 往復式去臟裝置方案設計
1.1 去臟原理
皮帶輸送式去臟原理如圖1所示,魚體1以腹部向下的姿態從設備左側喂入,由對稱的皮帶4夾持以一定速度輸送,經剖切裝置2剖腹,再輸送至去臟工位,經除臟裝置3將內臟帶出。
往復式去臟工作原理如圖2所示。設除臟刀在魚腹內最大作業深度為H,除臟刀直徑為Φ,以魚體最前端到達除臟刀軸中心位置為作業起點(A點),B點為除臟刀向上給出的起始位置,此時除臟刀以給出速度V向上運動,到達C點(最大作業深度)后再以同樣速度向下運動,回到起始高度位置D點,并停留等待下一條魚到達。除臟刀最高點作業軌跡經由A-B-C-D-A完成一個工作周期。
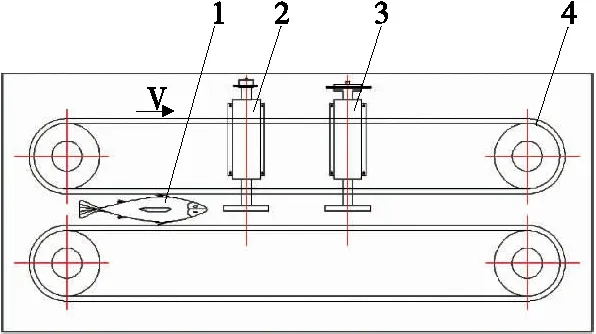
1.魚體 2.剖切裝置 3.除臟裝置 4.皮帶圖1 皮帶輸送式去臟設備原理圖Figure 1 Schematic diagram of belt conveyor decontamination equipment
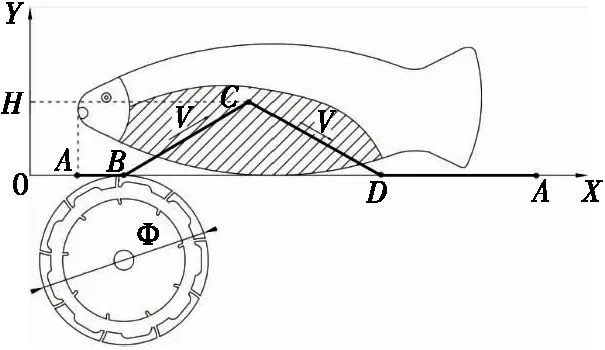
曲線表示除臟刀最高點在魚腹中的作業軌跡圖2 往復式去臟裝置作業軌跡原理Figure 2 Working track principle of reciprocating dirt removal device
1.2 往復式去臟裝置設計
為實現去臟作業深度的動態調節功能,設計一種可上下往復給進的去臟裝置(見圖3),該裝置主要由電機、皮帶、皮帶輪及傳動軸、除臟刀、托板和升降氣缸構成。工作原理:電機1經由帶式傳動帶動除臟刀6實現去臟功能,除臟裝置置于托板4上,托板4一端與機架鉸接,其在升降氣缸5作用下進行一定角度的擺動,由于擺動過程中除臟刀的上下位移量遠大于左右位移量,因此除臟裝置可近似視為往復上下進給。通過除臟裝置上下進給運動和魚體水平夾送運動的聯合作用,從而實現如圖2所示的去臟軌跡規劃。
該往復式進給去臟裝置的機構運動簡圖如圖4所示。向上進給作業時,進給氣缸推進且氣缸自身繞O點逆時針旋轉,帶動托板O′A從水平位置繞O′逆時針旋轉到O′A′位置,夾角為β。當除臟刀從初始工位A運動至A′時,達到魚腹內的最大作業深度H。設該過程中進給氣缸推進距離為ΔL,擺角為α,則擺角α與托板長度P和ΔL的關系為:
(1)

1.電機 2.皮帶輪及傳動軸 3.皮帶 4.托板 5.升降氣缸 6.除臟刀圖3 往復式進給去臟裝置示意圖Figure 3 Schematic diagram of reciprocating feed device

圖4 機構運動簡圖Figure 4 Mechanism movement diagram
式中:
P——托板長度,mm;
β——托板擺角,rad;
α——氣缸擺角,rad;
L——氣缸初始長度,mm;
L′——氣缸終止長度,mm;
ΔL——氣缸推進距離,mm;
H——魚腹最大作業深度,mm。
2 材料與方法
2.1 試驗材料
鮮活鯉魚:重量(1.5±0.5) kg,體長(30±5) cm,市售。
2.2 設備及工作過程
淡水魚往復式去臟機(圖5):大連工業大學和日照鑫博機械設備有限公司聯合研制;
工作過程:將魚體腹部朝下沿機架凹槽部分喂入夾送裝置,魚體經由剖切、除臟刀去臟、滾刷刷洗及水射流清洗等工序,最后從卸料口滑落。
2.3 試驗方法
2.3.1 單因素試驗 淡水魚往復式去臟機作業時,去臟效果主要受除臟刀向上進給的起始位置(給進起始點與作業起點的相對位置)、進給速度(氣缸推進平均速度)、進給量(魚腹最大作業深度)3個參數影響。帶傳送速度設定為0.2 m/s,除臟刀直徑設定為200 mm,除臟刀轉速設定為1 200 r/min。經預試驗確定起始位置為10~50 mm,進給速度為0.1~0.3 m/s,進給量為40~80 mm。
(1) 起始位置對去臟效果的影響:固定進給速度為0.2 m/s,進給量為60 mm,考察起始位置(10,20,30,40,50 mm)對內臟去除程度和魚腹完整程度的影響。
(2) 進給速度對去臟效果的影響:固定起始位置為30 mm,進給量為60 mm,考察進給速度(0.10,0.15,0.20,0.25,0.30 m/s)對內臟去除程度和魚腹完整程度的影響。
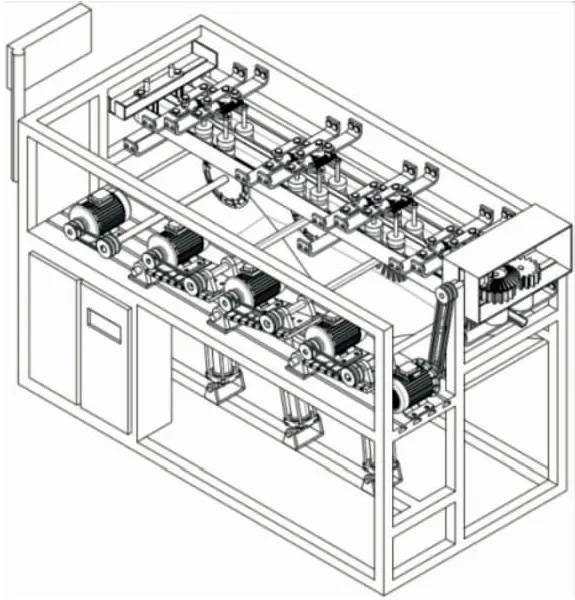
圖5 淡水魚往復式去臟機Figure 5 Freshwater fish reciprocating dirty machine
(3) 進給量對去臟效果的影響:固定起始位置為30 mm,進給速度為0.2 m/s,考察進給量(40,50,60,70,80 mm)對內臟去除程度和魚腹完整程度的影響。
2.3.2 Box-Behnken設計 根據單因素試驗結果,選取進給起始位置、進給速度、進給量3個因素作為考察對象,以內臟去除程度和魚腹完整程度的綜合感官評分作為評價指標,設計三因素三水平響應面試驗優化往復式去臟工藝條件。
2.3.3 感官評定 根據文獻[12]的方法評判內臟去除程度和魚腹完整程度。由10名專業人員對去臟試驗后的魚體進行評判并取平均值。魚內臟去除程度和魚腹完整程度感官評分權重系數分別為0.6,0.4,其標準見表1。
2.3.4 數據處理 每組試驗取3個試驗樣本,分別計算內臟去除程度和魚腹完整程度得分,取平均值作為該組試驗的最后結果。利用Origin軟件和Design-exper軟件對試驗數據進行描述與分析。
3 結果與分析
3.1 單因素試驗
3.1.1 起始位置 由圖6可知,隨著起始位置的后移,內臟去除程度先升高后降低,魚腹完整程度逐漸降低。當起始位置太靠前(≤10 mm)時,除臟刀過早完成給進動作并退出魚腹,未造成魚腹損傷,但不能有效清除魚腹后半段內臟。當起始位置太靠后(≥50 mm)時,除臟刀在上升階段來不及清除魚腹前半段內臟,而在下降階段則會對魚腹后半段造成損傷。
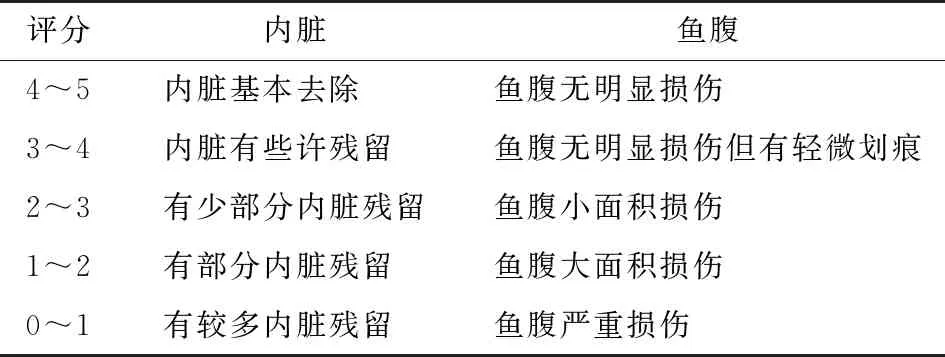
表1 內臟去除程度和魚腹完整程度感官評分標準Table 1 Sensory scoring standards for the degree of visceral removal
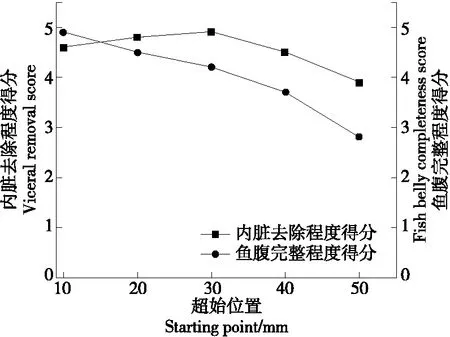
圖6 起始位置對去臟效果的影響Figure 6 Effect of starting position on dirt removal
3.1.2 進給速度 由圖7可知,內臟去除程度隨進給速度的增大而降低,魚腹完整程度隨進給速度的增大而提高。進給速度低除臟刀在魚腹內作業時間長,不影響去臟效果,但刀具下降得太慢則可能劃傷魚腹。當進給速度為0.10~0.15 m/s時,刀具不但損傷了魚腹,還劃傷了后方魚體,評分大幅降低。進給速度越快,除臟刀越早退出魚腹,造成的損傷越小,但也導致魚腹后半段去臟效果不佳。
3.1.3 進給量 由圖8可知,內臟去除程度隨進給量的增大而增大,魚腹完整程度隨進給量的增大而降低。進給量過小,除臟刀的作業深度不足,去臟效果不佳,但除臟刀劃傷腹膜的機會也越少;進給量越大,除臟刀在魚腹較深處作業的時間越長,去臟效果越好,但刀具劃傷腹膜的可能性也越大,尤其是當進給量大于魚腹實際最大深度時,必然會造成腹部損傷。
3.2 響應面優化試驗
3.2.1 試驗設計與分析 試驗因素與水平編碼表見表2,試驗設計與結果見表3。

圖7 進給速度對去臟效果的影響Figure 7 Effect of operational speed on dirt removal
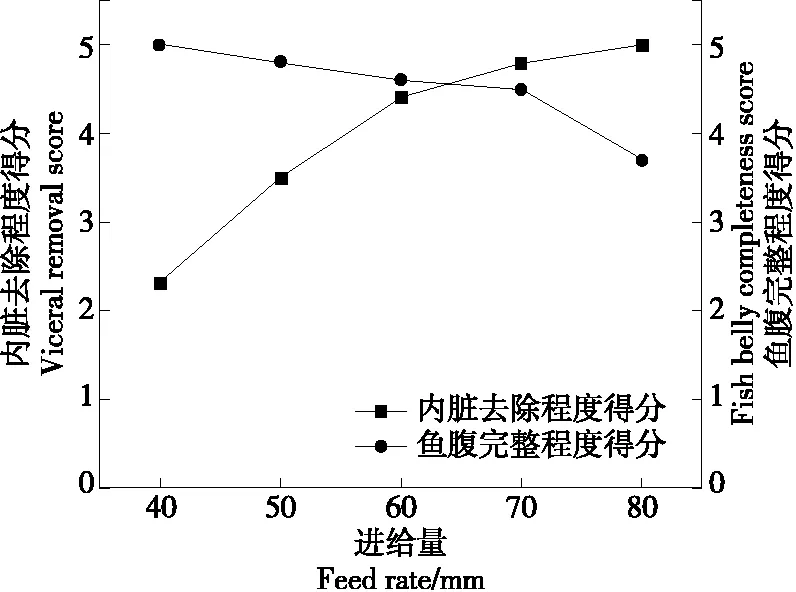
圖8 進給量對去臟效果的影響Figure 8 Effect of feed rate on dirt removal
3.2.2 模型的建立及方差分析 對表3結果進行多元二次方程回歸分析[13],建立內臟去除程度Y1和魚腹完整程度Y2的函數關系:
(2)

(3)

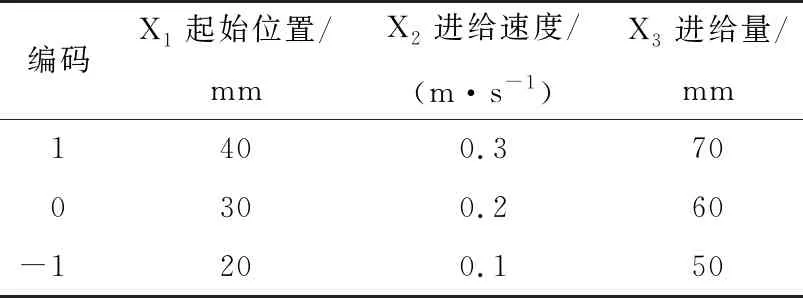
表2 因素及水平編碼表Table 2 Factor level coding table

表3 試驗設計與結果Table 3 Experimental design and results

3.2.3 響應面分析 由圖9可知,當進給量不變,隨著進給速度的增加,除臟刀在魚體內作業時間減少,魚體在除臟刀作業時的位移變小,內臟去除程度評分逐漸下降;隨著起始位置的增大,除臟刀無法徹底去除魚內臟,內臟去除程度評分逐漸下降。當進給速度不變時,隨著進給量的增加,除臟刀在魚體內探入的深度和作業時間均增加,當進給量達到65 mm后,內臟去除程度評分基本保持不變;隨著起始位置的增大,內臟去除程度評分先增大后減小。當起始位置不變時,隨著進給量的增加,內臟去除程度評分先上升后趨于穩定,這是因為當進給量到達一定程度后內臟已被完全去除,因此內臟去除程度評分不再變化;隨著進給速度的增加,除臟刀在魚體內作業時間減少,內臟去除程度評分逐漸降低。
由圖10可知,當進給量不變時,隨著進給速度的增加,除臟刀在魚體內作業時間減少,魚體在除臟刀作業時的位移變小,因此魚腹完整程度評分逐漸上升;隨著起始位置的增大,魚腹完整程度逐漸下降。當進給速度不變時,隨著進給量的增加,魚腹完整程度評分基本保持不變,因為此時除臟刀僅在魚體內完成去臟動作后就從魚體內退出,此時產生的位移并不能使除臟刀在退出魚體時損傷到魚腹;隨著起始位置的增大,魚腹完整程度評分基本保持不變。當起始位置不變時,隨著進給量的增加,除臟刀在魚體內作業時間延長,魚體在除臟刀作業時的位移變大,但在一定的位移范圍內,除臟刀對魚腹的損傷基本為0,因此魚腹完整程度評分先保持不變后降低;隨著進給速度的增加,除臟刀在魚腹內作業時間快速下降,當進給速度達到0.25 m/s后,魚腹完整程度評分基本保持不變,魚腹完整程度評分先快速上升后保持穩定。
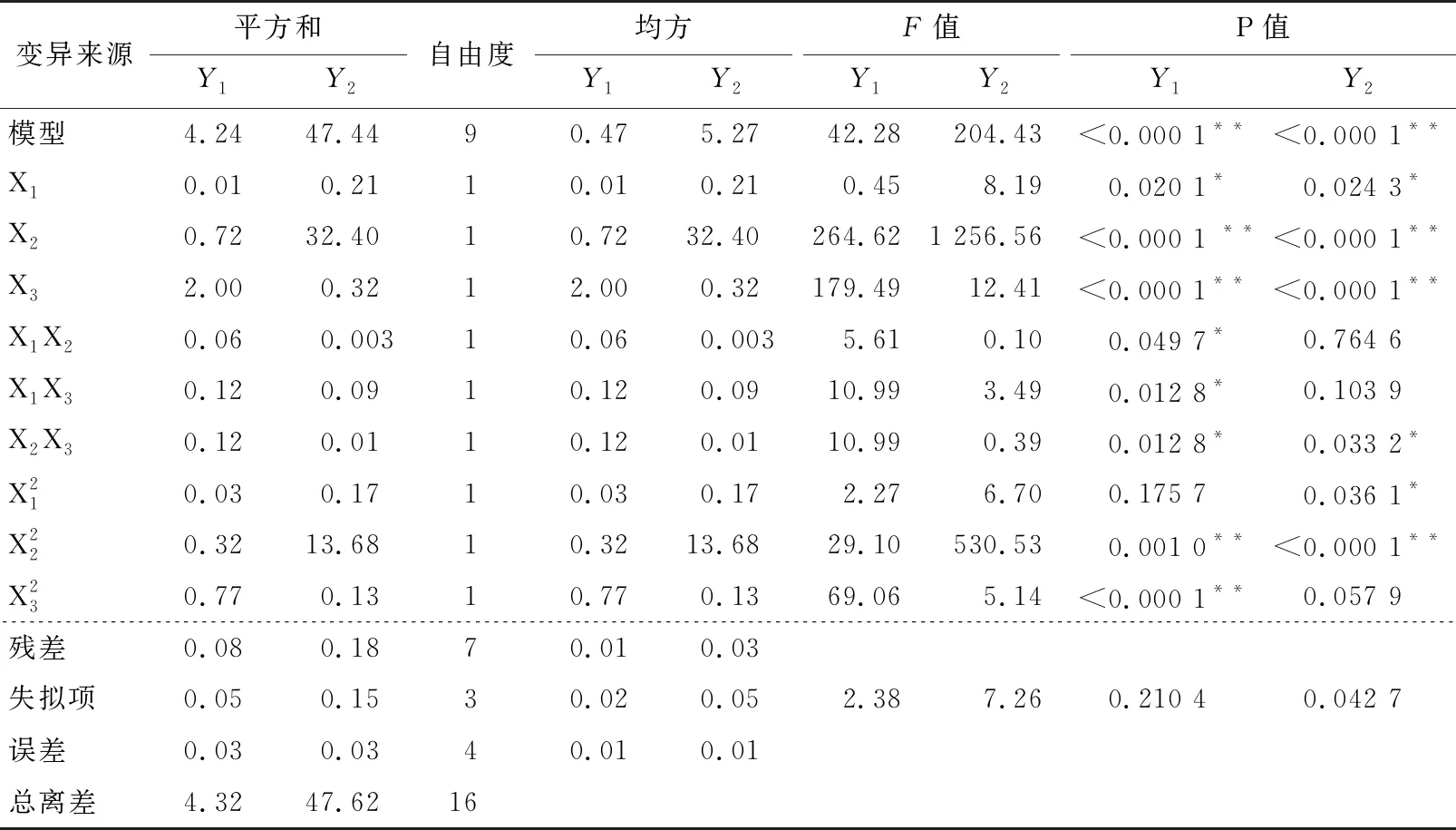
表4 回歸系數顯著性分析?Table 4 Significance analysis of regression coefficient
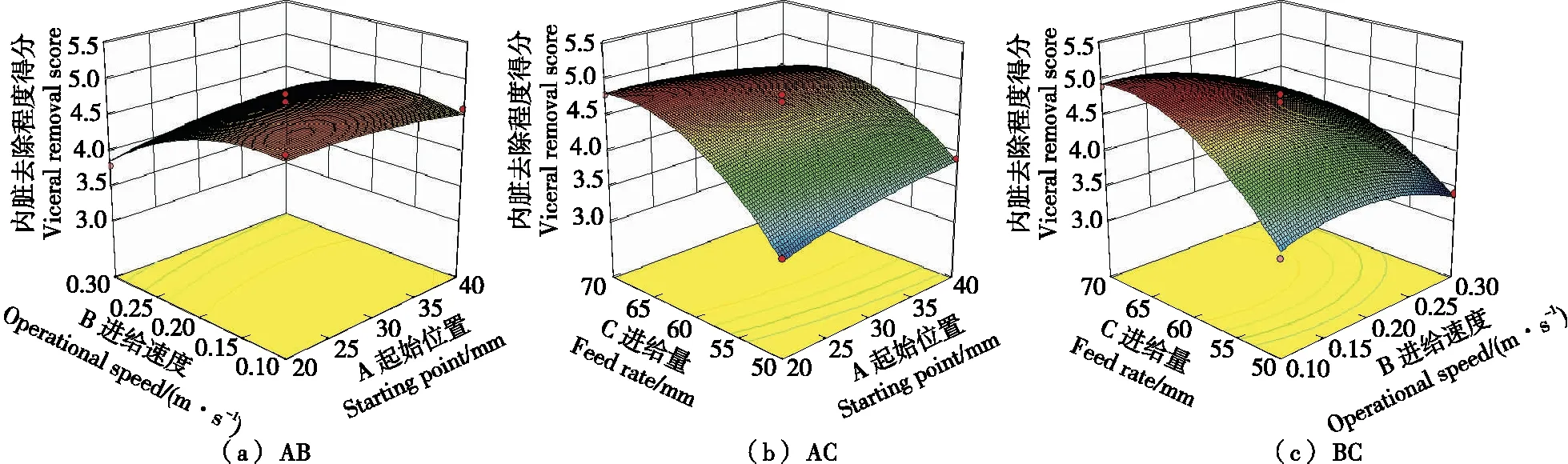
圖9 兩因素交互作用對內臟去除程度的響應面圖Figure 9 The response surface of the two-factor interaction to the degree of visceral removal
3.2.4 工藝參數優化 對式(2)、(3)進行歸一化處理,根據其權重系數分配,最終得到綜合優化方程:

(4)
根據綜合優化方程得最佳往復式去臟工藝參數為:起始位置26.66 mm,進給速度0.232 m/s,進給量63.78 mm,此條件下內臟去除程度和魚腹完整程度評分分別為4.52,4.75。為便于操作,將去臟工藝條件修正為起始位置27 mm,進給速度0.23 m/s,進給量64 mm,進行3次實驗驗證,得到內臟去除程度和魚腹完整程度評分分別為4.65,4.82,與預測值相接近;各組試驗魚內臟基本完全去除,魚腹無明顯損傷,說明該去臟模型預測優化往復式魚去臟裝置工藝參數較為合適。
4 結論
設計了一種具有可往復作業的主動式魚去臟裝置,該裝置可以實現除臟刀上下往復運動,作業時除臟刀上升深入魚腹去除內臟,非作業時間除臟刀下移,避免了除臟刀與魚腹干涉引起的作業損傷。結果表明,增大起始位置和進給量,減少進給速度有利于提升內臟去除程度,但同時容易對魚腹造成損傷。影響綜合去臟效果的主次因素為進給速度>進給量>起始位置。當起始位置為27 mm,進給速度為0.23 m/s,進給量為64 mm時,內臟去除程度和魚腹完整程度評分分別為4.65,4.82,該方案的綜合去臟效果最佳。試驗未能建立除臟參數與除臟效果的定量關系,后續可研究大量不同淡水魚樣本,將模型進行補充與優化,提高建模精度。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08