微流擠出成形工藝中新型擠出結構的研究
2021-01-27 09:40:54孟雯杰段國林戈權珍
機械設計與制造 2021年1期
關鍵詞:螺桿泵
孟雯杰,段國林,張 靜,戈權珍
(河北工業大學機械工程學院,天津 300000)
1 引言
近年來,隨著3D 打印或者快速成型技術在材料科學領域的興起,以陶瓷直接成型制造技術為基礎,陶瓷的3D 打印技術也逐漸成為陶瓷材料制備科學的前沿課題。其中漿料直寫成型技術[1]無需任何激光束或者紫外線照射,在常溫或低溫條件下通過擠出方式便可成型出三維復雜形狀產品。漿料直寫成型技術雖出現較早,開始被稱為自動注漿成型(robocasting),直到近年才被歸于3D 打印技術的范疇。微流擠出成形工藝[2]便是基于漿料直寫成型技術,一般指擠出頭直徑在(0.2~0.5)mm 之間,在室溫下通過簡單的陶瓷原料制備水基漿料即可成型出微米級高精度陶瓷三維結構,如陶瓷義齒的三維打印。在該工藝中擠出機構設計是提高陶漿料件成形性能的關鍵因素之一,將直接影響到成形能否順利進行。美國密蘇里大學羅拉分校(Missouri University of Science and Technology,Rolla,Missouri)機械與航空航天系提出的低溫擠壓自由成形(Freeze-form Extrusion Fabrication),FEF 技術[3]采用柱塞式擠出機構,通過柱塞正向位移產生均勻穩定高壓,具有很小的剪切和摩擦效應等優點,但在成形拐角處易產生材料堆積,有“運動滯后”和“流涎”現象。美國康涅狄格大學開發的SME[4](Slurry Micro-extrusion)工藝采用氣壓式擠出機構,以壓縮氣體產生的壓力作為驅動力,實現對成形材料無污染,尤其適用于對生物材料的制造。文獻[5]開發的PED(Precision Extruding Deposition)工藝則采用精密螺桿擠出機構,通過旋轉螺桿對陶瓷漿料產生的剪切推力將其擠出,該機構最大的優點在于可以實現材料的連續進給,但在擠出過程流量穩定性難以精確控制。鑒于微流擠出成形工藝應滿足的穩定輸出、及時起停等基本要求,基于螺桿泵設計原理,采用微型螺桿泵為核心部件,無刷伺服電機驅動等結構設計,提出一種用于該擠出成形工藝的擠出機構,通過分析螺桿泵結構參數的作用規律,實現微型螺桿泵的參數結構優化,并結合實驗研究對其進行分析。
2 結構和工作原理
微型螺桿泵擠出機構主要由定子、轉子、伺服電機、擠出頭、聯軸器、傳動軸、送料口等組成。螺桿泵通常分為單螺桿泵、雙螺桿泵、三螺桿泵和五螺桿泵四類[6]。考慮到加工難易程度的問題,采用單螺桿泵。擠出機構示意圖,如圖1 所示。伺服電機采用無刷伺服電機,帶動傳動軸轉動來帶動轉子旋轉。與轉子結構相配合的為定子襯套,為避免陶瓷漿料黏附在襯套上,其材料應選取與陶瓷漿料親和力小的材料,一般用橡膠材料做成。擠出頭為可拆卸部件,根據擠出不同的精度需求,選擇不同流道型號的擠出頭。漿料從送料口進入流經螺桿泵最終由擠出頭擠出,在整個過程中,流道應該為封閉狀態,因此要保證流道密封性良好,在轉子的上端一般選擇O 型密封圈為密封裝置。
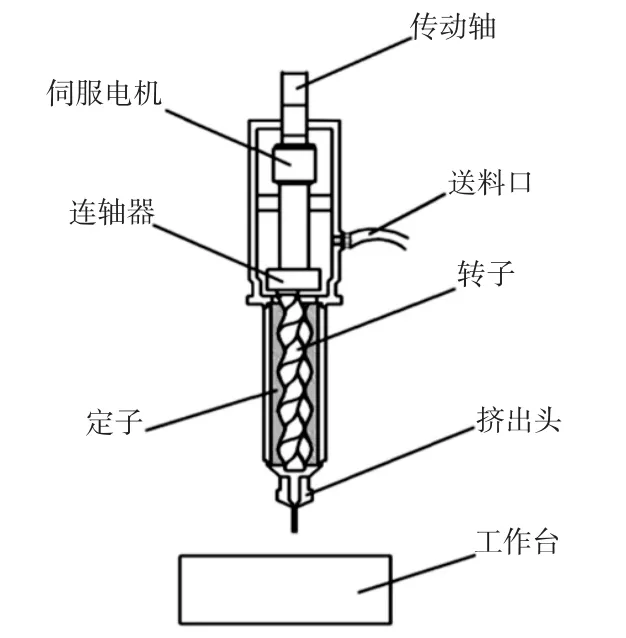
圖1 擠出機構示意圖Fig.1 Schematic Diagram of Extrusion Mechanism
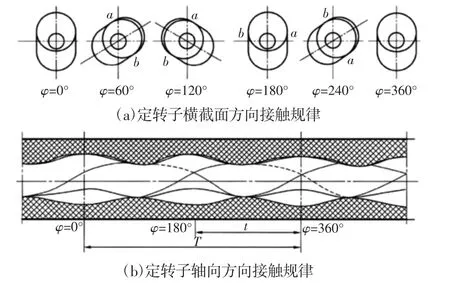
圖2 定轉子接觸規律Fig.2 Stator and Rotor Contact Law
其中主要結構為轉子和定子,轉子內表面為單螺面,定子內表面為雙螺旋面,且導程為轉子螺距的兩倍,如圖2(a)所示。因此定轉子之間存在一定數量的密封腔。微型螺桿泵中在電機的帶動下轉子繞定子襯套作行星回轉運動,即轉子一方面繞自身軸線作轉動,另一方面又沿定子中心偏心旋轉。當轉子截面位于定子襯套的兩端時接觸為一段弧線,當轉子截面轉動到定子襯套的其他位置時為兩點接觸,定轉子橫截面方向接觸規律,如圖2(a)所示。為了保證螺桿泵有足夠的壓力,定轉子之間應保持一定的過盈配合,即弧線與a、b 接觸點均為過盈配合。
根據定轉子的嚙合理論,當轉子旋轉時,漿料吸入泵的第一級密閉腔室中,第一級密封腔容積先變大后變小。在其容積變小的過程中與第二級密封腔的壓差逐漸增大,使得漿料逐漸被壓入第二級密封腔中,以此類推,壓力隨著密封腔的軸向移動而逐漸變大,封閉腔室內的陶瓷漿料也向前運移,如圖3 所示。逐步運輸到泵出口,最終通過擠出頭實現漿料的擠出。

圖3 螺桿泵結構漿料運輸原理圖Fig.3 Transport Schematic Diagram of Screw Pump Structure Slurry
3 微型螺桿泵結構參數
微型螺桿泵作為微流擠壓工藝中的關鍵輸送部件,其能夠定量穩定的將陶瓷漿料輸送至擠出頭,并提供足夠的壓力使得陶瓷漿料能夠流經擠出頭流道成形為所需要的截面形狀和尺寸。螺桿泵結構上運動部件較少,沒有復雜的流道,其主要結構參數有轉子半徑r、偏心距e、螺距T、長度等,為設計出滿足使用需求的微型螺桿泵,必須首先了解微型螺桿泵的結構參數對微流擠壓工藝中擠出性能即流量和壓力的影響,從而得出對陶瓷漿料穩定性的影響。在對螺桿泵進行微型化改進的過程中,并非是將傳統意義的螺桿泵進行簡單的幾何縮小,而是需要將螺桿泵設計理論與自由擠壓成形技術的實際工況相結合起來。
3.1 對擠出流量的影響
微流擠出成形工藝中采用的擠出頭直徑一般在0.2mm 到0.5mm 之間,由于自身結構尺寸的限制,微型螺桿泵擠出流量在(0~100)mL/min 之間。微型螺桿泵的結構尺寸對擠出流量的影響主要有兩方面,一方面是本身結構尺寸限制,一方面是定轉子之間由于過盈量的存在而造成密封腔的漏失。
在計算體積容腔的大小時,由于每個導程的體積容腔相同,此處只計算一個導程的體積容腔。選取定子襯套無形變,漿料恰好填滿容腔的理想狀態,在泵在轉動一周時,封閉腔中的介質將沿z 軸移動定子一個導程T 的距離,任取一個橫截面,漿料的過流面積即為定轉子之間截面積之差。
根據螺桿泵設計理論,普通內擺線等距線型的過流面積AG為:

式中:N—泵的頭數;r—等距半徑,單頭螺桿泵時為轉子半徑,mm;e—泵的偏心距,mm。
所研究的為單頭單螺桿泵,即N=1,代入上式,則此時體積容腔V 大小為:

式中:T—定子導程,mm。
在結構參數確定的前提條件下,對單螺桿泵而言,泵的流量還與轉速成正比,因此聯立上式并化簡可得理論流量Qt為:

式中:n—泵的轉速,r/min。
在輸送過程中,定轉子采用過盈配合,在一定程度上可以保證良好的密封性,但由于定子采用橡膠材料,在過盈配合時與轉子會產生摩擦力,發生磨損,產生變形,并且泵腔內流場壓力隨著泵的轉動而變化,由伯努利方程及流體動力學勢流理論可知,漿料在壓力的驅動下,由高壓區流向低壓區,當壓力大到一定程度時發生彈性變形,使得嚙合帶發生破壞,產生泄漏回流現象[7]。即使給定相同的吸入壓力和轉速,因輸送漿料介質粘度不同,其流量也會存在差值。在微型螺桿泵工作的過程中,用容積效率ηv來考慮因為漿料或者膏體的泄漏所引起的容積損失,可表示為:

式中:Qt—螺桿泵的理論流量,ml/min;q—漏失量,ml/min。
利用定轉子的縫隙漏失原理,并根據定轉子基本結構參數和工況參數,可以將上式轉化為下經驗公式[8]:

式中:Kv—容積損失系數;D—轉子直徑,D=2r,mm;ρ—介質的密度,kg/m3;P—螺桿泵實際壓力差,MPa;E—襯套用橡膠的彈性模量,MPa;β—無量綱系數,與與彈性模量E 有關;A—為常數值,主要取決于橡膠層厚度;δ0—初始過盈值,即轉子的斷面尺寸大于定子斷面相應的部分初始過盈值δ0,在合理范圍內,初始過盈值越大,密封腔內臨界接觸壓力值也越大,其能承受的密封腔壓差也越大。根據微型螺桿泵制造尺寸限制,初始過盈值建議 δ0建議在(0.02~0.03)r 范圍選取。
容積效率的理論公式將螺桿泵的基本結構和工況參數結合起來,因此在設計螺桿泵的時候可以作為最優比值的依據。
聯立上式(3)與(5)可得螺桿泵實際擠出流量Q實為:

綜合上式可以看出微型螺桿泵的主要結構參數e、r、T 與流量成比例關系,與所使用漿料的粘度也存在一定的關系。在設計微型螺桿泵時要綜合考慮微流擠出工藝所需的出口流速和粘度來考慮微型螺桿泵整體的尺寸結構。
轉子半徑r、轉子偏心e 和定子導程T 能夠反映微型單螺桿泵的結構特性,其參數的合理選擇能夠直接影響到泵的效率、性能和壽命。因此,選擇合適的參數值是非常重要的。在自由擠壓成形工藝中漿料或膏體的流量一般都很小,并且考慮到實際工況的空間環境限制,因此導程在滿足壓力要求的前提下不宜過大;為保證泵的穩定運行,減小離心力和介質擾動,延長泵的使用壽命,在考慮制造精度的前提下,偏心距盡可能小。
3.2 對壓力的影響
在傳統采油螺桿泵的應用中,通過抽油桿和螺桿泵轉動克服重力、摩擦力等阻力將地下的原油介質舉升到地面上來。其產生的壓力為舉升壓力,使得原油介質自下而上的流動[9]。而在微型螺桿泵擠出機構的實際應用中,陶瓷漿料是自上而下的流動方式,通過入口壓力和螺桿泵自吸性能將陶瓷漿料壓入螺桿泵中,依靠一個個小密封腔產生的推進壓力與重力共同作用使得漿料軸向移動輸送至出口。
根據螺桿泵的工作原理可以得知在吸入端與排出端之間的壓力是逐漸建立的,單螺桿泵的工作長度包容了多個密封腔,在最理想情況下是希望各密封腔的壓力差均等。泵在運行時密封腔內額定壓力由吸入壓力增至排除壓力,理論上壓力的增長應與密封腔內的介質在定子內移動的距離成正比[10]。壓力傳遞規律,如圖4 所示。根據擠出機構的特性,在送料口處添加氣泵來調節入口壓力進而來調節泵的壓力差,以使得螺桿泵在輸送不同粘度的漿料時保持較高的容積效率。壓力差計算公式如下:

式中:Ps—螺桿泵入口壓力,擠出過程中用氣泵調節,MPa;Pd—螺桿泵出口壓力,也是擠出頭的擠出壓力,MPa;L—螺桿泵定子長度,mm;K—螺桿泵級數,微型螺桿泵所包含的密封腔的個數;Δp—襯套單個導程的壓力梯度。
由上式可以看出,螺桿泵的進出口總壓差由螺桿泵級數即密封腔的個數和每個密封腔的壓差決定。每個密封腔的壓差主要由以下因素決定:轉子與定子之間的內部循環流動(產生的滑移、泄漏、過盈配合);漿料介質的流體特性;轉子的幾何形狀尺寸,如螺距、直徑、偏心距等;定子彈性橡膠的化學成分構成及機械特性等。在實際工況環境中,往往很難確定Δp 的值,每一級的壓力梯度可能也不盡相同。我們一般認為是在理想情況下,各級之間Δp相同。一般認為:
無磨損性介質Δp≈0.6MPa;輕微磨損性介質Δp≈0.5MPa;中等磨損性介質Δp≈0.3MPa;嚴重磨損性介質Δp≈0.2MPa。
在上式中,Ps為入口壓力,因漿料粘度較大,螺桿泵結構尺寸較小,除自身的吸入性能外,還需要保證足夠的入口壓力將漿料輸送至螺桿泵中。螺桿泵的級數跟壓力差成正比關系,我們通過級數能夠實現壓力差的調節,進而調節螺桿泵出口壓力,即擠出頭的擠出壓力。需要注意的是,入口壓力如果過小,漿料輸送緩慢,將會使螺桿泵未充入密封腔定轉子之間干摩擦時間增大,降低螺桿泵使用壽命;入口壓力過大,則會導致密封腔內壓力過大,增加泄漏量,同時擠出頭擠出壓力過大,使得漿料液相遷移現象[11]嚴重,因此我們應合理調節入口壓力值。

圖4 壓力示意圖(PS 為出口壓力,Pd 為入口壓力)Fig.4 Pressure Diagram(Ps is Outlet Pressure,Pd is Inlet Pressure)
3.3 微型螺桿泵具體結構參數
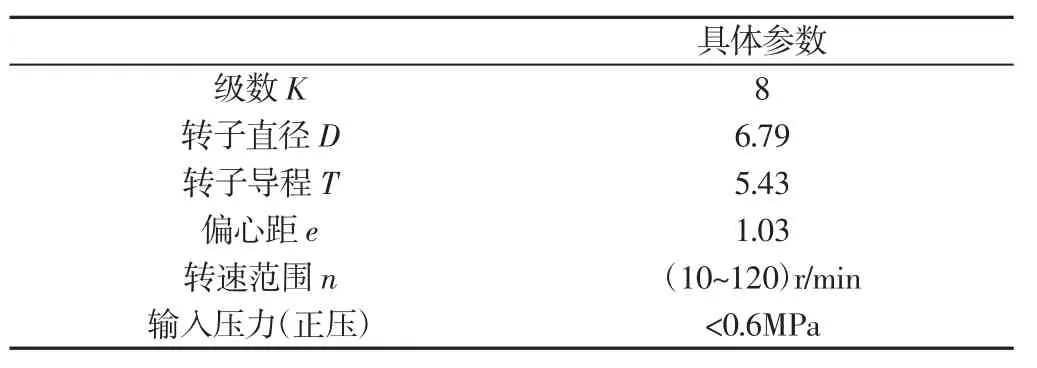
表1 螺桿泵相關參數Tab.1 Related Parameters of Screw Pump
經過分析微型螺桿泵結構參數對擠出流量和壓力的影響,以及考慮到陶瓷漿料具有高粘度的特性,最終設計確定微型螺桿泵結構參數,如表1 所示。并得出微型螺桿泵三維圖,如圖5 所示。
螺桿泵定轉子三維模型圖,如圖5 所示。

圖5 微型螺桿泵定轉子模型圖Fig.5 Model Diagram of Stator and Rotor of Micro Screw Pump
4 實驗及結果分析
為研究微流擠出成形工藝下微型螺桿泵打印系統的可行性,結合以上對微型螺桿泵壓力傳遞過程和結構參數對其流量、壓力的影響分析,采用課題組自主研發的3D 打印平實驗臺進行擠出成形試驗,實驗平臺,如圖6 所示。該平臺包括由步進電機控制的X-Y-Z 三維運動機構,微型螺桿泵擠出系統,氣泵動力機構,計算機控制系統等主要部分。其中平臺X、Y 軸移動速度為8mm/s,定位精度0.01mm;Z 軸的移動速度由實際打印過程的層厚決定,最小打印層厚達0.05mm,定位精度0.005mm。氣泵采用小型空壓機,空壓機能夠提供(0~0.8)MPa 的大氣壓,但若調壓閥提供壓力過高時,在打印過程中隨著實驗進行,空壓機內的氣壓慢慢降低,使得打印過程中出料不穩定,導致擠出質量差,因此在實驗中設定最大壓力為0.6MPa。
圖6 螺桿泵式擠出系統試驗臺Fig.6 Test Rig of Screw Pump Extrusion System
本實驗暫采用釔穩定二氧化鋯粉體,其主要成分為Al2O3,其余還包括少量的SiO2,Fe2O3,Na2O 等成分,納米氧化鋯粉體的比表面積為(50~80)mm/g,并按一定比例加入增韌劑與粘結劑。所配制出的陶瓷漿料在直徑為(200~500)μm 的孔道中擠出順暢,成形特性良好,能夠達到微流擠出成型工藝的要求。
在實際實驗中,因配制的陶瓷漿料粘度較大,一般大于2000mPa(S,并且微型螺桿泵結構尺寸較小,現有流量計無法滿足要求,給螺桿泵實際流量的測定帶來較大困難,為解決這一問題,現采用流量類比的方法來測定實驗中的實際流量。首先以清水作為試驗介質,再按實際漿料的粘度進行換算。流量與粘度關系的換算公式為:

式中:Qt—換算后的體積流量;Q1—清水介質時的理論流量;QH2O—清水介質時的實際流量;KQ—流量修正系數,其中:vi—使用介質的實際黏度;vH2O—清水的粘度。
為研究所設計微型螺桿泵在擠出過程中的容積效率,采用上述配制的漿料為例,設置兩種不同的轉速,分別觀察在不同入口壓力條件下的擠出流量,為方便準確計數,將擠出時間設定為10min。采用上述流量類比方法得出漿料實際流量并與理論擠出流量相比較,得出容積效率數值。實驗及計算結果,如圖7 所示。

圖7 入口壓力與實際流量和容積效率的關系Fig.7 Relationship Between Inlet Pressure and Actual Flow and Volumetric Efficiency
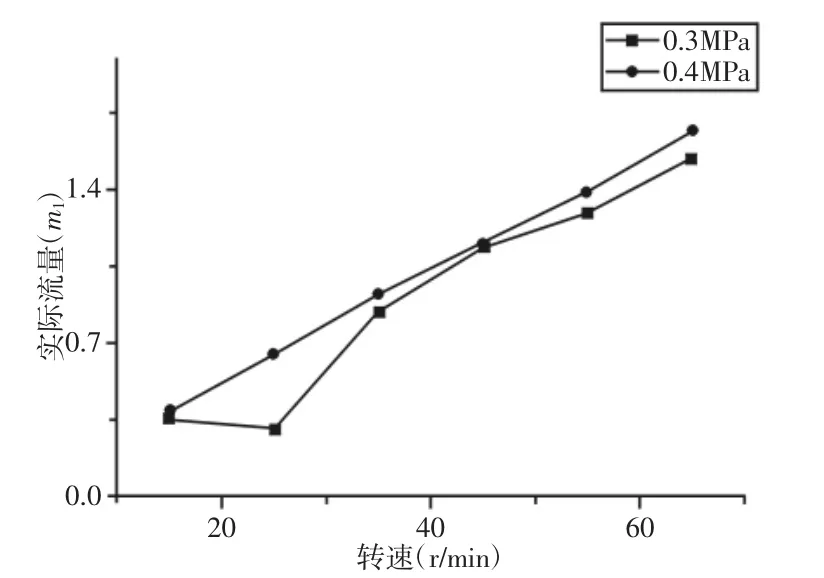
圖8 轉速與實際流量的關系Fig.8 Relationship Between Speed and Actual Discharge
通過實驗數據觀察可以得出,隨著入口壓力的增大,微型螺桿泵流量略有增大,容積效率也隨之有所增加,但增加趨勢不明顯。可以看出入口壓力的調節對流量的影響不大,入口壓力主要影響螺桿泵吸入吸能跟擠出壓力。流量跟容積效率略有增加是因為增大壓力加快中間漿料流動。
為驗證擠出流量與轉速的關系,現以上述配制的陶瓷漿料為例,實驗選取0.3MPa 于0.4MPa 兩種入口壓力條件下,設置15r/min、25r/min、35r/min、45r/min、55r/min、65r/min 等 6 組轉速進行實驗。為方便準確計數,將擠出時間設定為10min。得到如圖所示的部分實驗樣塊,同樣采用流量類比方法得出漿料實際流量,如圖8 所示。
通過實驗數據觀察得出,擠出流量與轉速整體成成比例關系,與理論流量公式中關系相符合。通過以上兩次實驗可以得知,當改變入口壓力和調節轉速后,都可以改變通過實驗數據觀察得出,擠出流量與轉速整體成成比例關系,與理論流量公式中關系相符合。通過以上兩次實驗可以得知,當改變入口壓力和調節轉速后,都可以改變擠出流量的大小。其中改變入口壓力后流量變化范圍較小,而調節轉速后流量變化范圍較大。在實際擠出應用的過程中應根據實際情況調節。
5 結論
微流擠出成形工藝是陶瓷快速成型技術發展的一種新型工藝,其中擠出機構的設計尤為重要,漿料的平穩運輸直接影響到制件的成形質量。在設計過程中,通過分析微型螺桿泵擠出機構主要結構參數對擠出流量和壓力的影響來設計優化微型螺桿泵結構,為后續的研究工作提供理論依據。同時通過借助開發的微流擠出實驗平臺,實驗比較了柱塞式與微型螺桿泵式擠出過程的“流涎”情況,分析了不同入口壓力條件下的微型螺桿泵擠出情況,得出螺桿泵擠出系統壓力穩定,基本沒有“流涎”現象,并且不同的入口壓力對擠出漿料成絲情況不同。作為一個復雜的微流擠出工藝,只是對其中的擠出機構進行了改進研究,為微型化螺桿泵用于擠出系統提供了理論依據,具有一定的指導意義,今后還需要對實驗進行進一步完善。
猜你喜歡
油氣·石油與天然氣科學(2021年6期)2021-09-10 07:22:44
設備管理與維修(2021年12期)2021-07-28 02:40:04
裝備制造技術(2021年2期)2021-07-21 05:38:22
石油知識(2019年3期)2019-06-29 07:39:16
測控技術(2018年12期)2018-11-25 09:36:58
中國設備工程(2017年16期)2017-08-30 10:23:42
化工管理(2017年22期)2017-03-05 07:21:00
化工管理(2017年35期)2017-03-03 19:17:41
化工設計通訊(2017年11期)2017-03-02 09:58:17
中國煤層氣(2015年1期)2015-08-22 03:05:49