高速銑削淬硬鋼時的切屑形態試驗研究
2021-01-27 09:41:02龐俊忠牛苜森黃曉斌李鵬飛
機械設計與制造 2021年1期
龐俊忠,牛苜森,黃曉斌,李鵬飛
(中北大學機械工程學院,山西 太原 030051)
1 引言
切削加工過程就是切屑的形成過程,高速銑削也不例外,切屑的形態保留著諸多的切削加工信息,不同程度地影響著切削力、切削溫度、已加工表面質量等。
通常,高速切削加工可產生帶狀切屑、鋸齒形切屑,帶有絕熱剪切帶的鋸齒形切屑通常是在高速切削熱導率低、比熱容小的材料時產生[1-3],像鈦合金,熱導率僅有 7W·(m·K)-1,普通鋼的熱導率一般是35~48W·(m·K)-1。文獻[4-5]研究了高速端銑淬硬熱作模具鋼的切屑變形和刀具磨損,在所實驗的切削速度下并沒有觀察到鋸齒形切屑的形成,也沒給出切屑形態的演化過程。文獻[5-6]研究了高速車削鈦合金、Inconel718 等難加工材料時材料動態力學性能及切削速度對切屑形成的影響,文獻[7-8]對切削鈦合金和高溫合金時的鋸齒形切屑形成進行了仿真,這些材料也是易于形成鋸齒形切屑的材料。材料本身的機械及物理性能對切屑的形成有著極大的影響,特別是硬度、熱導率等。除此之外,刀具刃型及切削參數也是重要影響因素,像立銑刀直線刃和球銑刀圓弧刃,切削參數中的切削速度。對于高速端銑導熱率高的淬硬鋼,像45 淬硬鋼,還沒有發現對其高速銑削加工時產生的切屑形態的相關報告,針對淬硬的3Cr2Mo 鋼和45 鋼進行了高速銑削試驗,切屑形態采用影像工具顯微鏡和高溫金相顯微鏡來測量,再現了各種切削條件下的切屑形態,并對所獲得的切屑形態光學照片進行了分析研究。
2 試驗設備及試驗條件
高速銑削試驗在OKUMA 公司的MB56VA-R 三軸高速銑削中心上進行(機床主軸最高轉速25000r/min)。刀具為直徑12mm、2 刃納米結構TiAlN 涂層的整體超微粒圓柱立銑刀,螺旋角30°,前角0°。試件材料為3Cr2Mo 鋼和45 鋼,3Cr2Mo 鋼熱處理硬度為 31HRC 和 42HRC,45 鋼熱處理硬度為 42HRC 和 52HRC,試件尺寸同為(160×110×42)mm。試驗原理,如圖1 所示。銑削參數,如表1 所示。工件材料性能,如表2 所示。
收集各種切削條件下的切屑,切屑宏觀形態在蘇州歐卡精密光學儀器有限公司生產的VTM-3020F 數字式影像工具顯微鏡上測量。切屑微觀形貌在奧地利徠卡公司的MeF-3 型(放大倍數從40 到1500)高溫金相顯微鏡下進行觀察,樣件用環氧樹脂固化、拋光、腐蝕(3%的硝酸酒精),如圖2 所示。

圖1 試驗原理圖Fig.1 Schematic of the Experiment Setup

圖2 切屑試樣Fig.2 A Specimen of the Chips

表1 銑削參數Tab.1 Cutting Parameters Used in the Experimen

表2 工件材料的機械物理性能Tab.2 The Mechanical And Physical Properties of Workpiece Materials
3 試驗結果
3.1 高速銑削淬硬鋼的宏觀切屑形態
對試件進行高速銑削實驗,測量其切屑宏觀形態分別,如圖3~圖6 所示。切屑端面形貌,如圖7~圖9 所示。圖中未注標尺長度單位為1mm。

圖3 高速銑削3Cr2Mo(31HRC)鋼的宏觀切屑形態Fig.3 Macro Chip Generated in High Speed Milling of 3Cr2Mo Steel at 31HR(ap=1mm,ac=1mm,fz=0.1mm/z)

圖4 高速銑削3Cr2Mo(42HRC)鋼的切屑形態Fig.4 Macro Chip Generated in High Speed Milling of 3Cr2Mo Steel at 42HRC
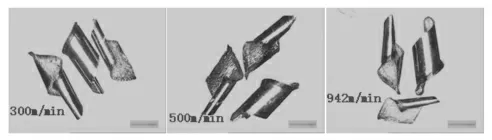
圖5 高速銑削45(42HRC)鋼的宏觀切屑形態Fig.5 Macro Chip Generated in High Speed Milling of 45 Steel at 42HR(ap=1.5mm,ac=1.75mm,fz=0.1mm/z)

圖6 高速銑削45(52HRC)鋼的宏觀切屑形態Fig.6 Macro Chip Generated in High Speed Milling of 45 Steel at 52HRC(ap=1mm,ac=1mm,fz=0.1mm/z)
3.2 高速銑削淬硬鋼的微觀切屑形態
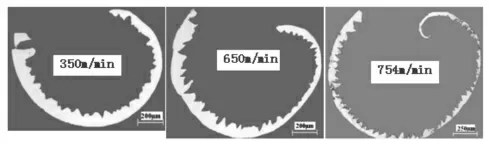
圖7 高速銑削3Cr2Mo(42HRC)鋼時的切屑端面形態Fig.7 Micro Chip Generated in High Speed Milling of 3Cr2Mo Steel at 42HRC(ap=1.5mm,ac=1.75mm,fz=0.1mm/z)
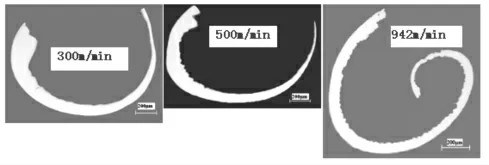
圖8 高速銑削45(42HRC)鋼時的切屑端面形態Fig.8 Micro Chip Generated in High Speed Milling of 45 Steel at 42HRC(ap=1.5mm,ac=1.75mm,fz=0.15mm/z)

圖9 高速銑削3Cr2Mo 鋼時的鋸齒型切屑Fig.9 Serrated Chip Generated in High Speed Milling of 3Cr2Mo Steel
4 試驗結果分析與討論
4.1 切屑宏觀形態的演變及分析
對于3Cr2Mo 鋼而言,從圖3、圖4 可看出,切屑宏觀形態隨切削速度的增加,切屑的卷曲程度經歷了從大到小的演化過程,對于31HRC 的3Cr2Mo 鋼而言,當切削速度達到754m/min 及以后,切屑表現得更為平坦,有的切屑甚至產生了碎斷的情況。而對于42HRC 的3Cr2Mo 鋼,切屑形態隨切削速度的增加,從一開始,切屑的卷曲程度就小,相比之下,切屑從卷曲到平坦的演變不是很劇烈。
由此可得出,同樣的切削條件,硬度的增加,切屑的卷曲程度減小,切屑的整體變形減小,而切屑的剪切局部化加強。
對比圖4(a)和圖4(b),切屑的厚度對切屑形態的影響,切屑厚度愈大,也即每齒進給量即切削寬度愈大切屑卷曲越嚴重。
對于45#鋼,從圖5 和圖6 可看出,切屑的卷曲程度隨切削速度的增加變化不太明顯,這和材料本身的機械物理性能有關。和3Cr2Mo 鋼相比,同樣切削條件下,45 鋼由于熱傳導率高,屈服強度低,切屑不易于產生剪切局部化,熱軟化作用不強所致。
對于切屑的底面和自由表面,不管切屑是卷曲的還是平坦的,在所試驗的切削條件下,所獲得切屑的底面都是光滑的,自由表面是隨著切削速度的增加,從光滑向粗糙表面演化,如圖7、圖8 所示。
對比圖7 和圖8,由于工件材料的不同,切屑的自由表面表現出很大的不同,都是隨著切削速度的增加而變得越來越粗糙。對于3Cr2Mo 鋼,同樣切削條件下,自由表面相對粗糙,并隨著切削速度的增加,粗糙程度越來越大,并最終形成明顯均勻的鋸齒形切屑(如圖8 中最右邊圖),由于銑削所形成的切屑,是厚度從最大逐步變成零的過程,也可以看出切削厚度對鋸齒形切屑的影響程度,從圖中并沒有看出切屑厚度對鋸齒形切屑產生了很大的影響,或者說,其影響程度遠遠小于切削速度這一參數。同時也可看出,切屑厚度隨切削速度的增加而變薄,切屑由整體均勻變形的帶狀切屑向鋸齒形切屑轉變,也即切屑變形向著局部剪切化變形而演化。
4.2 切屑微觀形態的演變及分析
在使用圓柱立銑刀進行的高速端銑試驗中,硬度為31HRC的3Cr2Mo 鋼,在切削速度為848m/min 及942m/min 時形成了帶有明顯絕熱剪切帶的鋸齒形切屑,而硬度42HRC 的3Cr2Mo 鋼,在754m/min 及以上,即形成了帶有明顯絕熱剪切帶的鋸齒形切屑,如圖9 所示;而對于45 鋼,在所試驗的切削條件下,并沒有發現帶有絕熱剪切帶的鋸齒形切屑,需要說明的是,對于硬度為52HRC 的45 鋼,試驗速度只達到678m/min,而沒有達到942m/min 或更高,這是由于采用的刀具承受不了這個切削速度下的切削溫度所致。
在其后用球刀高速端銑硬度52HRC 的45 鋼時,在切削速度達到816 m/min 時,發現了帶有明顯絕熱剪切帶的鋸齒形切屑,如圖10 所示。球刀切削刃為圓弧刃,在靠近刀尖處區域,主偏角較小,對切屑的擠壓作用加強,容易形成鋸齒形切屑。仔細觀察這個圖片,也發現了一些值得深思探討的問題,在靠近絕熱剪切帶的自由表面處,都有明顯的裂口,裂紋的方向并不像通常所認為的是沿絕熱剪切帶方向,且裂口也并沒有向刀尖處進一步擴展而形成鋸齒形切屑,而是在靠近其后部,由于變形剪切局部化而形成了較為明顯的絕熱剪切帶。探究其原因,由于工件材料熱處理硬度較高,在剛開始形成切屑時,由于工件材料表面脆性較大,產生了裂紋,但隨著切削溫度的升高,熱軟化加強,絕熱剪切占了主導地位,裂紋不再進一步擴展,而形成光學照片上所看到的裂紋與絕熱剪切同時發生的狀況,即開始遵從脆性斷裂理論[9],其后遵從絕熱剪切理論[10],但最終是絕熱剪切占了主導地位。進一步地,如果工件材料的硬度進一步提高,達到60HRC 以上,像軸承鋼,鋸齒形切屑的形成機理將會更傾向于周期性脆性斷裂理論。

圖10 球刀高速銑削鋼時切屑顯微照片Fig.10 Serrated Chip Generated in High Speed Ball Milling 45 Steel(ap=3mm,ac=1mm,fz=0.1mm/z)
再進一步地觀察圖10 中四個切屑節塊間的絕熱剪切帶,最右邊的第一個節塊和它相鄰的節塊間產生了兩個絕熱剪切帶,沿裂紋擴展方向的絕熱剪切帶雖然貫串了整個切屑,但最終切屑還是沿其左邊的剪切帶變形而形成鋸齒形節塊。
4.3 切屑形態整體演變
從以上分析,高速端銑淬硬鋼所產生的切屑形態可以分成以下幾種,如圖11 所示。各種類型切屑的形成,取決于工件材料的機械物理性能(特別是硬度、屈服強度、熱傳導率)、切削參數(尤其是切削速度)、刀具材料及幾何參數(尤其是刃型、刀具角度)。工件材料越硬、熱傳導率越低、切削速度越高、切屑厚度越薄,越容易形成平坦而帶有絕熱剪切帶的鋸齒形切屑;反之,越容易形成卷曲而平滑的帶狀切屑。

圖11 高速端銑淬硬鋼時的切屑形態Fig.11 Chip Morphology in High Speed Milling of Hardened Steel
5 結論
高速端銑3Cr2Mo 和45 淬硬鋼的切削試驗表明:
(1)高速端銑淬硬鋼的切屑形態,取決于工件材料的機械物理性能、切削參數以及刀具幾何;
(2)切屑形態與工件材料有著緊密的聯系,高的硬度及屈服強度、低的熱傳導率有利于平坦形的鋸齒形切屑形成。
(3)切削速度對切屑的形態有著重要的影響,切削速度的增加及切削厚度的減小,有利于形成平坦的帶狀切屑或鋸齒形切屑。
(4)在所試驗的條件下,獲得了帶有絕熱剪切帶的鋸齒形切屑,這也證明,鋸齒形切屑不僅僅局限于熱傳導率低的材料(像鈦合金、因瓦合金等)。對于普通鋼,只要切削速度足夠,也可以獲得鋸齒形切屑,當切削速度再繼續增加,切屑節塊間的絕熱剪切帶完全拉開,即形成單元切屑,這也提供了一種自然斷屑的有效途徑。