TC18 鈦合金薄壁殼體真空電子束焊接形性控制研究
2021-01-29 08:01:00杜振賓王衛玲
焊管 2020年10期
關鍵詞:焊縫
杜振賓, 王衛玲, 熊 然
(1. 海軍裝備部, 西安710038; 2. 西安航天動力機械有限公司, 西安710038)
0 前 言
材料高強度、 輕量化是航天、 航空工業永恒的追求目標, 大量采用高比強度材料是這兩個行業的必然發展趨勢[1]。 TC18 鈦合金是一種具有良好的綜合性能的過渡型α+β 高強鈦合金, 具有高強度、 高斷裂韌性和高淬透性等特點, 是目前代表國際先進水平并在飛行器制造中獲得實際應用的高強鈦合金之一。 在我國航天、 航空工業領域, TC18 鈦合金焊接工藝的應用研究起步較晚,技術成熟度較低。 目前, 鈦合金的焊接方法主要有鎢極氬弧焊、 等離子弧焊和真空電子束焊等。其中, 真空電子束焊接具有焊接冶金質量好、 焊縫窄、 深寬比大、 焊縫變形小、 焊縫及熱影響區晶粒細、 接頭性能好、 焊縫和熱影響區不受空氣污染等優點, 非常適用于鈦及其合金的焊接[2-4]。
北京航空材料研究院的王金雪等[5]對比研究了TC18 鈦合金手工TIG 焊與電子束焊焊接接頭組織與性能。 結果表明, 在相同熱處理條件下, TC18鈦合金TIG 焊焊接接頭和電子束焊接接頭的強度分別為母材的80.5%和100%, 斷后伸長率分別為母材的23.6%和29.7%, 但TIG 焊焊縫的沖擊韌性優于電子束焊縫。 楊健[6]采用氬弧焊和電子束焊對TC18 鍛坯進行焊接以及拉伸和沖擊試驗, 獲得了焊接接頭的強度系數和沖擊韌性。 結果表明,TC18 鈦合金電子束焊接接頭更適合用于航天航空結構的制造。 韓文等[7]采用電子束焊接方法, 實現了15 mm TC18 鈦合金厚板的焊接。 結果表明,隨著焊接速度的增加, 焊縫區上熔寬、 中熔寬、下熔寬都明顯減小, 焊縫區晶粒細化, 導致焊接接頭疲勞性能增加。 隨著焊接速度從10 mm/s 增加到30 mm/s, 焊縫疲勞極限提高了近29%。 此外,還比較了TC18 鈦合金電子束焊接接頭上、 中、 下部的組織及拉伸性能和應變硬化行為的影響。 結果表明, 底層試件的強度和延性均高于中層和上層試件[8]。 馮展鷹等[9]研究了TC18 鈦合金中軸的電子束焊接, 對比了“固溶-焊接-時效” 和“退火-焊接-固溶-時效” 兩種熱處理順序對焊縫力學性能的影響。 發現兩種熱處理方式下, 焊縫的抗拉強度和屈服強度均和母材相當, 但“退火-焊接-固溶-時效” 方式處理的焊縫, 延伸率較好, 達到了9%。 韓文等[10]研究了沿板厚方向TC18 鈦合金厚板電子束焊接接頭組織及疲勞性能, 發現沿板厚方向從上到下, 晶粒尺寸逐漸變小, 導致焊接接頭疲勞性能逐漸增加。 胡愈剛等[11]研究了TC18鈦合金焊接技術在飛機起落架制造中的應用, 形成了完整實用的電子束焊接方案, 滿足了國產艦載機和其他新型飛機起落架的研制生產需求。
目前, TC18 鈦合金真空電子束焊接的研究多以厚板接頭為對象, 而薄壁TC18 鈦合金真空電子束焊接工藝和控形措施的詳細介紹比較少。 本研究開展了2.0 mm 厚薄壁TC18 鈦合金殼體的真空電子束焊接工藝研究, 詳細介紹了用于控形的工裝夾具方案, 分析了燒穿和未焊透等焊接質量問題的原因, 最后成功焊接了2 mm 厚薄壁TC18 鈦合金圓筒, 焊縫成形美觀, 焊接接頭性能優異。
1 試驗材料
試驗材料為退火態TC18 鈦合金棒材, 名義成分是Ti-5Al-5Mo-5V-1Cr-1Fe, 滿足 《航空用鈦及鈦合金鍛件規范》 要求。 TC18 鈦合金母材組織形貌如圖1 所示, 母材組織為網籃組織, 晶界存在少量呈斷續分布的α 相, 晶粒內也存在小尺寸片狀α 相, 各片層交錯排列, 因此母材具有較好的強度、 塑性和韌性匹配。 將該棒料車削加工成Φ150 mm×100 mm ×2 mm 薄壁圓筒, 試驗采用2 件圓筒對接裝配、 環縫連接的形式進行。 試驗前使用無塵布蘸無水乙醇清理。
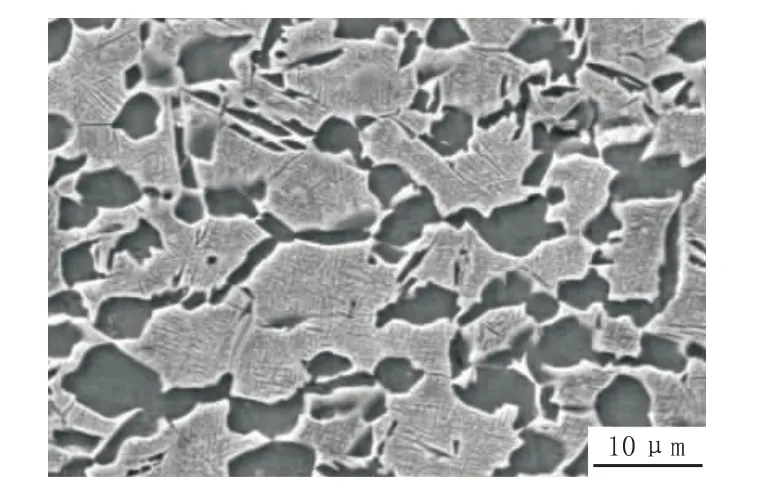
圖1 TC18 鈦合金母材組織形貌
2 試驗方法
2.1 焊前準備
(1) 零件加工。 根據電子束焊接標準要求,焊件對接面應平整、 光潔、 無毛刺, 并保持棱角, 表面粗糙度Ra最大允許值為3.2 μm。 因此,焊前車削加工焊件對接面, 保證表面粗糙度。
(2) 零件清理。 焊前將接頭處的銹跡、 油污、 氧化物及異物等應清理干凈。 用酸洗液(HF∶HNO3∶H2O=1∶5∶100) 對試樣進行清洗, 去除試樣表面的氧化層, 然后再用丙酮擦洗并晾干,焊接試驗在清洗結束后4 h 內完成。
2.2 焊前裝配

圖2 TC18 鈦合金試驗圓筒裝配工裝
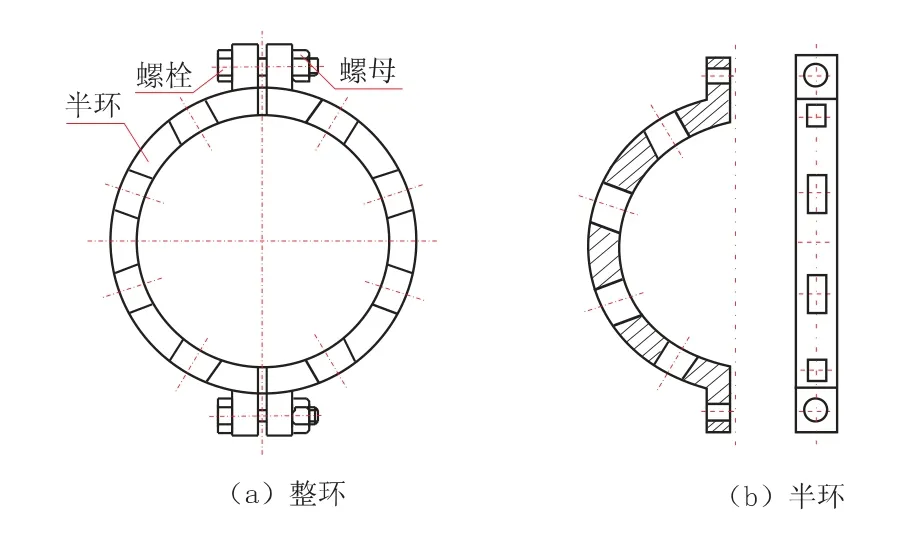
圖3 TC18 鈦合金薄壁圓筒定位焊用卡箍工裝示意圖
真空電子束焊接屬于高能束精密焊接, 其焊接質量與工件裝配質量密切相關。 根據電子束焊接相關標準, 對于壁厚2.0 mm 的工件, 其對接接頭允許的局部最大裝配間隙不超過0.12 mm。 為使裝配間隙滿足要求, 采取: ①車削加工, 保證裝配工件具有良好尺寸配合精度; ②設計和使用專用裝配工裝, 提高質量, 控制焊接變形。
通過對整個焊接流程、 產品特性等多方面因素綜合分析與考慮, 設計出圖2 所示的試驗圓筒裝配工裝。 整套裝配工裝由螺桿、 螺盤、 卡盤、擋束環、 卡箍、 彈簧墊片6 部分組成。 裝配時卡箍對兩截試驗圓筒的對接處具有卡緊作用, 并通過卡箍內型面調整圓筒的外型面, 使其裝配錯邊量滿足焊接要求。 螺桿、 螺盤、 卡盤、 彈簧墊片的作用是對試驗圓筒進行頂緊, 保證裝配間隙,并方便裝卡在焊機三爪卡盤上進行焊接。 其中卡箍工裝(如圖3 所示) 用于零件定位焊, 定位后取下該工裝再進行后續焊接。 另外, 在零件整個裝配過程中需穿戴專用手套, 以防手上的油污、汗漬等污物對零件造成污染, 影響焊接質量。
2.3 焊接
2.3.1 焊接過程
(1) 定位焊。 正式焊接前必須先進行定位焊, 以避免零件在焊接開始后一經受熱會產生較大的變形, 導致錯邊, 影響焊接質量。 定位焊熱輸入量小, 且使用了卡箍工裝, 能減小零件變形量, 從而減小錯邊。 定位焊后, 零件的錯邊量和間隙都不易再發生變化, 能保證后續的焊接工作順利進行, 并得到高質量的焊縫。
(2) 焊接。 定位焊后取下卡箍工裝, 再對零件待焊處進行焊接。
(3) 修飾焊。 由于電子束無需添加焊絲的特性, 其焊縫形貌不美觀, 因此, 焊后需對焊縫表面進行修飾焊, 清除焊縫表面缺陷, 獲得光滑焊縫并改善焊縫形狀。
2.3.2 焊接影響因素
真空電子束焊接的主要焊接參數有聚焦電流、 掃描方式、 焊接速度及焊接電流等, 這些參數綜合影響著焊縫的成形及內部質量。
(1) 聚焦電流。 聚焦電流對于焊縫的深寬比及成形有很大影響, 當焊件厚度小于10 mm 時,應采用表面聚焦焊 (即焦點處于焊件表面), 根據試驗圓筒薄壁的特點, 焊接時選取表面聚焦的方式。
(2) 掃描方式。 電子束可通過掃描方式控制束流的能量密度, 從而控制焊縫內在質量和表觀質量。 熔深不均勻與電子束焊接時熔池的形成和金屬的流動有密切的關系, 加大小孔直徑可消除這種缺陷。 因此, 焊接時采用圓形掃描, 有利于消除熔深不均現象, 同時圓形掃描可以使小孔呈現圓柱形下潛, 焊接受熱區域較大, 焊縫熔寬均勻, 避免液態金屬凝固過快, 可防止裂紋產生。
(3) 焊接速度和焊接束流。 在保持聚焦和掃描方式下, 焊接速度和焊接束流的良好匹配可獲得成形良好的焊縫。 通過在焊接試板上進行多組對比試驗, 發現由于零件為薄壁結構,對焊接速度和束流較為敏感, 參數過大, 會出現燒穿現象; 參數過小, 會出現未焊透, 即在焊縫背面出現白線。 燒穿及未焊透缺陷如圖4所示。
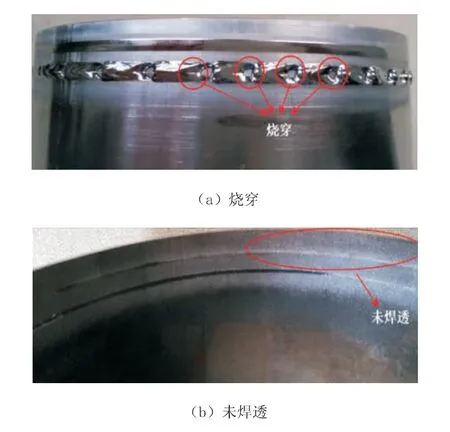
圖4 真空電子束焊接缺陷形貌
多組數據對比分析后, 最終確定了2.0 mm厚試驗圓筒真空電子束焊接的工藝參數, 具體數據見表1。 在該參數下進行焊接, 可獲得正反面成形美觀的電子束焊縫。
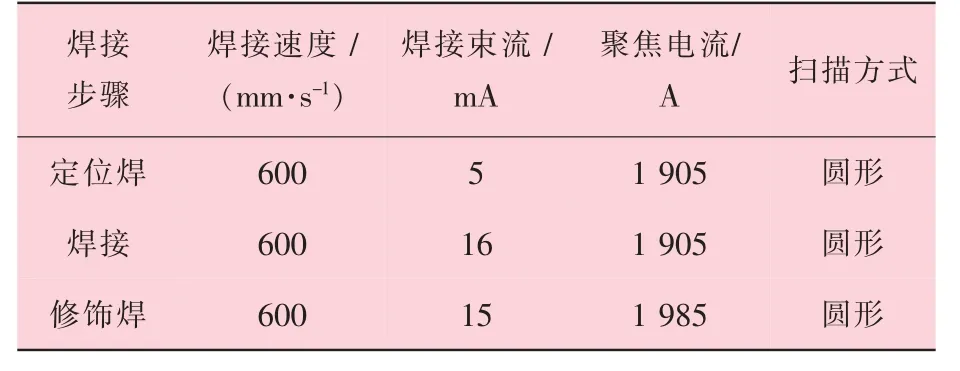
表1 2.0 mm 厚TC18 鈦合金電子束焊接工藝參數
2.4 焊后熱處理
焊接完成后需對試驗圓筒進行真空熱處理。TC18 鈦合金為熱處理強化鈦合金, 為了消除焊接殘余應力, 提高材料性能, 采用雙重退火熱處理制度。 熱處理制度及步驟如下: 840 ℃保溫2 h,隨爐冷至750 ℃保溫1 h, 再冷卻至室溫→630 ℃保溫6 h, 再冷卻至室溫。
2.5 探傷檢測
對熱處理后的焊接試驗圓筒進行100%的X 射線探傷, 并按GJB 1718A—2005Ⅰ級標準對焊縫進行判定。
2.6 組織性能測試
由于鈦合金車銑加工難度大, 因此, 采用線切割將探傷合格的焊接試驗圓筒和基材圓筒分別制作成焊接和基材試樣, 雙重退火真空熱處理后進行力學性能測試。 在光鏡和掃描電鏡下觀察焊接接頭的顯微組織, 在載荷100 g 和加載時間10 s條件下檢測其顯微硬度分布。
3 試驗結果分析
3.1 焊縫成形及顯微組織
采用適宜的電子束焊接參數實施定位焊、焊接及修飾焊后, 試驗圓筒焊縫成形質量良好, 并且無咬邊等表觀缺陷, 焊縫背面焊透程度均勻適度, 電子束焊接環的焊縫形貌如圖5所示。
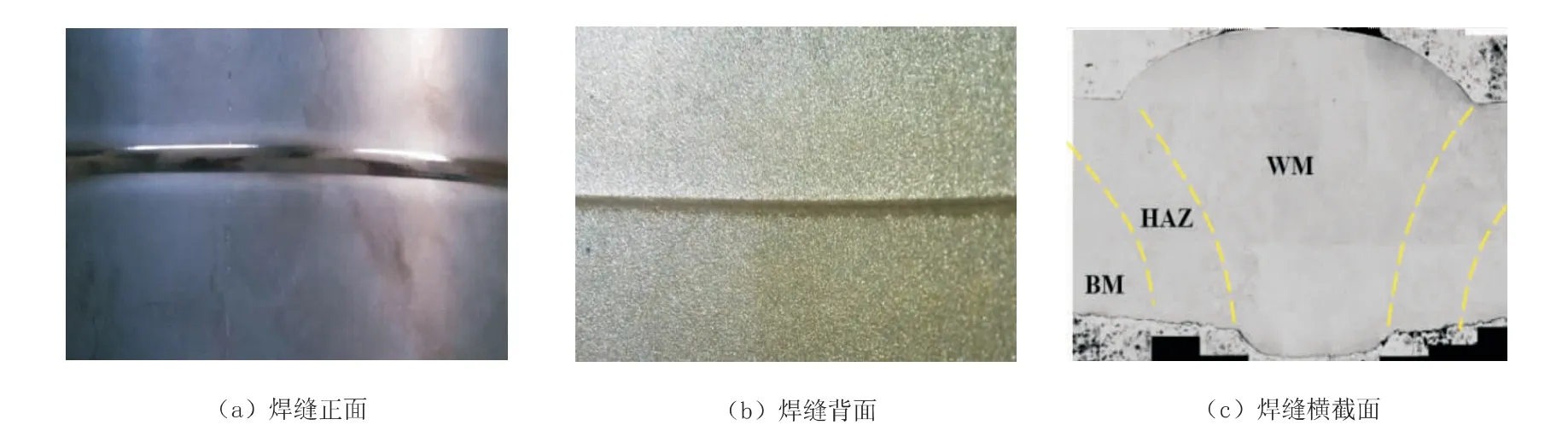
圖5 2.0 mm 厚TC18 殼體電子束焊接環縫形貌
TC18 電子束焊接接頭組織形貌如圖6 所示, 從圖6 可以看出, 焊縫區為粗大柱狀β晶、 晶內針狀α 相和晶界處不連續的α 相,原因是由于電子束焊接冷卻速度快導致的。 熱影響區組織與焊縫區類似, 但晶粒尺寸較小,同時晶粒尺寸分布非常不均勻, 在大晶粒之間分布有小尺寸晶粒, 這是由于電子束焊接速度快、 熱輸入小、 熱影響區在高溫停留的時間較短, 從而導致熱影響區再結晶過程沒有足夠的時間充分完成。

圖6 TC18 電子束焊接接頭組織形貌(SEM)
3.2 焊縫內在質量
采用射線探傷進行焊縫內在質量檢測, 焊縫無裂紋、 氣孔等鈦合金焊接常見缺陷, 焊縫質量滿足GJB 1718A—2005Ⅰ級接頭標準。
3.3 焊接接頭性能
接頭橫截面顯微硬度分布如圖7 所示。 從圖7 可以看出, 焊縫區和熱影響區硬度明顯高于母材的顯微硬度, 原因是這兩個區域有大量針狀α 相生成。
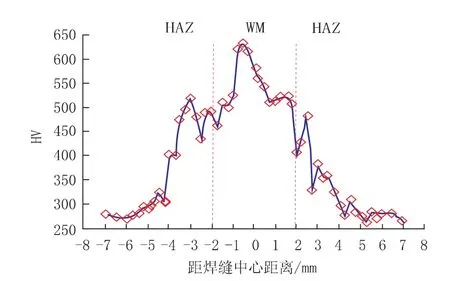
圖7 焊接接頭橫截面處顯微硬度分布
TC18 基材和焊接接頭拉伸和彎曲性能見表3。從表3 可看出, 基材拉伸強度均值為1 083 MPa,彎曲角為55°; 真空電子束焊接接頭拉伸強度均值為1 053 MPa, 是基材的97%, 彎曲角為52°; 焊接接頭性能優越, 滿足設計要求。
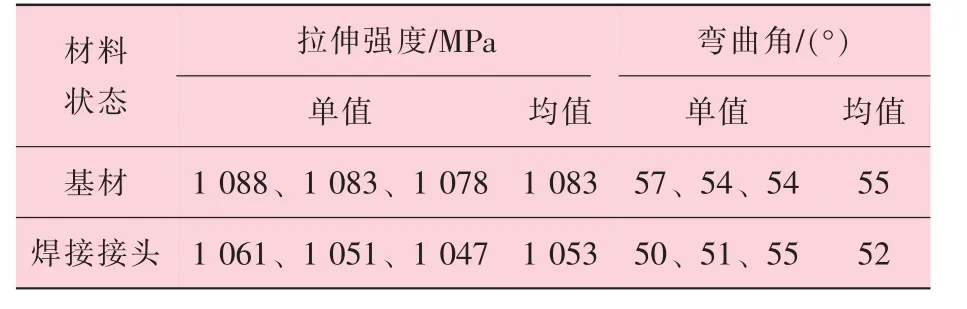
表3 TC18 基材和電子束焊接接頭拉伸和彎曲性能
4 殼體焊接
在焊接工藝試驗取得良好效果后, 對相關焊接與熱處理工藝固化并應用于產品生產中, 產品焊接工藝流程與試驗圓筒工藝流程保持一致, 其不同之處在于焊接裝配工裝不同, 樣件產品焊接裝配如圖8 所示。 TC18 高強鈦合金真空電子束焊接成品如圖9 所示, 焊縫成形美觀, 焊縫質量滿足GJB 1718A—2005Ⅰ級接頭標準, 所有指標均滿足設計要求。
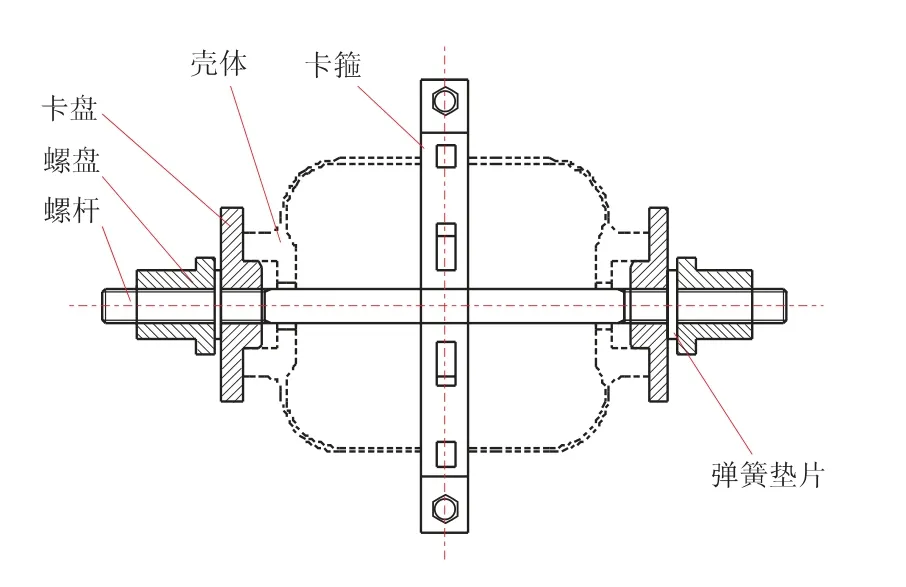
圖8 TC18 鈦合金薄壁殼體產品裝夾示意圖

圖9 2 mm 厚TC18 鈦合金殼體產品焊后實物照片
5 結 論
(1) 將真空電子束焊接技術成功應用于2.0 mm 厚TC18 鈦合金圓筒的焊接, 焊縫成形美觀, 焊接變形小, 焊接接頭力學性能優異。
(2) 實現2.0 mm 厚TC18 高強鈦合金優質電子束焊接的工藝方案為: 采用表面聚焦, 焊接速度v=600 mm/s, 焊接束流Ib=16 mA, 聚焦電流If=1 905 mA。
(3) 通過高能束流圓形掃描可以有效控制熔池流動傳熱, 使匙孔呈現圓柱形下潛, 可以有效地消除熔深不均勻導致的燒穿或未焊透缺陷。
(4) 通過組合采用高能量密度高能束熱源、定位焊固定和工裝拘束等多種措施, 可以有效地控制薄壁高強鈦合金殼體的焊接變形。
(5) 采用上述工藝制備的2.0 mm 厚TC18真空電子束焊接接頭焊縫和熱影響區組織由β晶、 晶內針狀α 相和晶界處不連續的α 相組成,焊縫和熱影響區硬度明顯高于母材。 接頭抗拉強度均值為1 053 MPa, 是基材的97%, 接頭彎曲角為52°, 焊接接頭力學性能滿足設計要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
