CT110 連續油管環焊工藝對焊接接頭組織性能的影響
2021-01-29 08:01:00蘇建科張思琪李博鋒趙海濤王雷雷
焊管 2020年10期
蘇建科, 張思琪, 李博鋒,2, 趙海濤, 王雷雷, 任 杰
(1. 寶雞石油鋼管有限責任公司, 陜西 寶雞721008;2. 國家石油天然氣管材工程技術研究中心, 陜西 寶雞721008)
0 前 言
連續油管 (coiled tubing, CT) 是一種強度高、 塑性好的HFW 焊接鋼管, 單根長度可達幾千米, 在生產線連續生產并按一定長度纏繞在卷筒上使用。 連續油管主要用于修井、 測井、 鉆井、 完井等作業, 由于連續油管作業具有占地面積小、 效率高、 拆裝方便、 保護油層等諸多普通油管不可比擬的優點, 因此連續油管及其作業技術在國內外得到了快速發展和應用。 由于油田現場工況復雜, 連續油管作業時要承受拉伸、 壓縮、 扭轉、 反復彎曲以及疲勞等載荷作用, 管體極易出現永久變形、 彎折、 劃傷等損傷, 不僅影響作業安全, 而且會降低連續油管使用壽命[1-5]。針對連續油管的管體損傷, 油田現場通常將損傷部位管段切除, 再通過對接焊的方式進行修復。連續油管對接焊可以起到延長管材使用壽命、 降低作業成本的目的。
與普通管材對接焊接頭不同的是, 連續油管對接焊接頭服役工況更為苛刻, 需要承受低周彎曲疲勞載荷, 這對焊接接頭的綜合力學性能要求更高, 因此也對對接焊工藝提出了更高的要求。連續油管對接焊屬于小直徑、 薄壁管對接, 焊接時焊接區散熱條件差, 熱積累效應明顯, 因此焊接熱輸入對熱影響區的組織及力學性能的影響更加明顯, 同時熱影響區力學性能也是決定焊接接頭抗疲勞性能的關鍵因素之一[6-10]。 對此, 本研究針對CT110 連續油管對接焊設計了兩種焊接工藝方案進行焊接試驗, 通過對比兩種工藝方案下焊接接頭組織及力學性能特點, 總結焊接工藝對接頭性能的影響規律, 以期為連續油管對接焊作業提供參考。
1 試驗材料及方法
1.1 試驗材料
試驗材料為國內某管廠生產的CT110 鋼級Φ50.8 mm×4.8 mm 連續油管, 該連續油管為低碳微合金鋼高頻感應焊接鋼管, 管材的化學成分見表1, 力學性能見表2。

表1 CT110 連續油管化學成分 %

表2 CT110 鋼級連續油管力學性能
1.2 試驗工藝及方法
連續油管對接焊焊接方法為手工鎢極氬弧焊,使用YC-500WX 型TIG 焊接電源。 焊絲采用自主研制的連續油管焊接專用高強度低合金鋼焊絲,V 形坡口, 單邊坡口角度40°, 鈍邊1 mm。 焊前對管口內、 外壁約20 mm 范圍內進行清理, 嚴格清除鐵銹、 油污等。 管口組對間隙為2.0~2.2 mm,焊接位置為全位置(5G) 焊。
采用如圖1 所示的兩種焊接工藝方案進行試驗。 方案一采用打底、 填充及蓋面三層焊接, 每層焊接一道焊縫; 方案二為了降低單道焊縫的焊接熱輸入, 在方案一的基礎上進行了優化, 打底和填充焊層各焊接一層, 每層一道, 蓋面層分兩道焊, 具體工藝參數見表3。 從表3 可以看出,蓋面焊接時工藝方案二采用兩道焊的形式, 相對于工藝方案一降低了單道焊縫熱輸入, 也改變了熱影響區焊接溫度場的分布, 更有利于縮短熱影響區的峰值溫度停留時間和冷卻時間。

圖1 焊接工藝設計示意圖
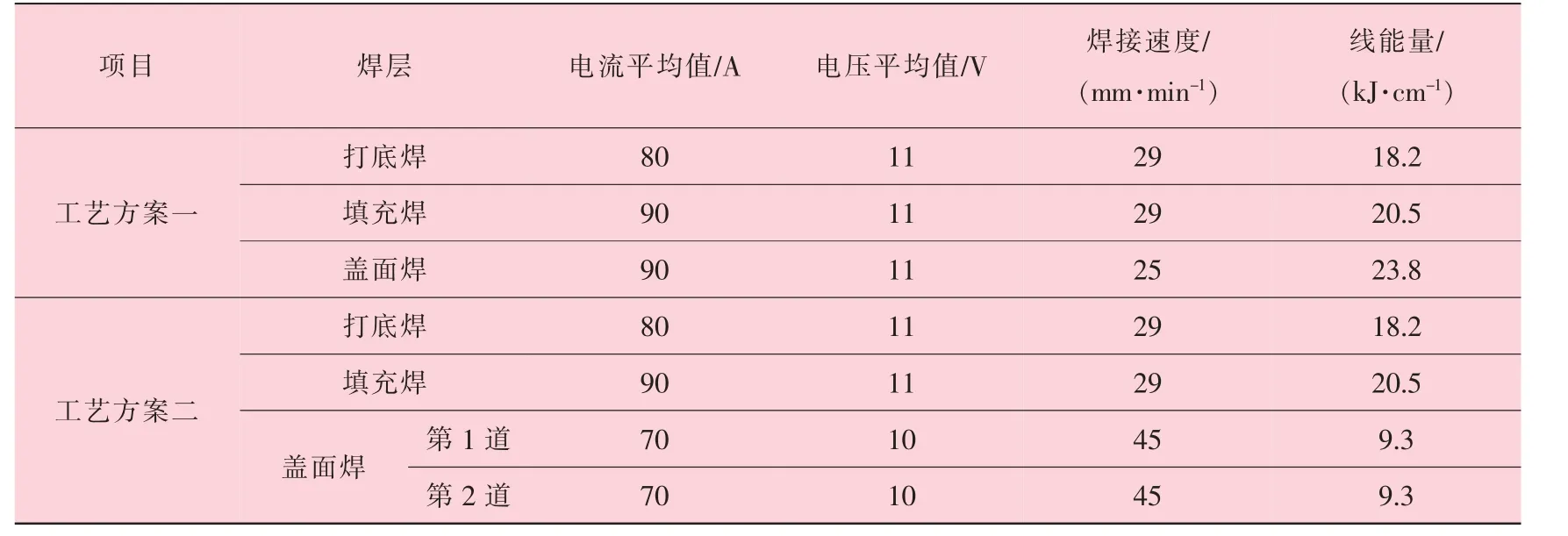
表3 CT110 連續油管對接焊工藝參數
焊后沿焊接接頭橫向取金相試樣, 經磨制拋光后用4%的HNO3酒精溶液腐蝕, 利用Leica DMI5000M 金相顯微鏡觀察其組織形貌; 采用Durascan 70 硬度計對焊接接頭進行硬度測試;沿焊縫橫向采用線切割制取板狀拉伸試樣進行拉伸試驗, 試驗設備為CMT5105 電子萬能材料試驗機, 試驗方法依據ASTM A 370—2017 《鋼制品力學性能試驗的標準試驗方法和定義》; 疲勞試驗采用自主開發的100 kN 連續油管彎曲疲勞試驗機, 對兩種工藝所焊接頭進行帶內壓條件下的低周彎曲疲勞試驗, 測試接頭的疲勞壽命。
2 試驗結果與分析
2.1 焊接接頭組織
兩種工藝下焊接接頭宏觀形貌如圖2 所示。其中, 圖2 (a) 中的1 號位置為方案一蓋面焊縫, 圖2 (b) 中的1 號位置為方案二蓋面焊第二道焊縫, 圖2 (b) 中的2 號位置為方案二蓋面焊第一道焊縫, 其組織形貌如圖3 所示。
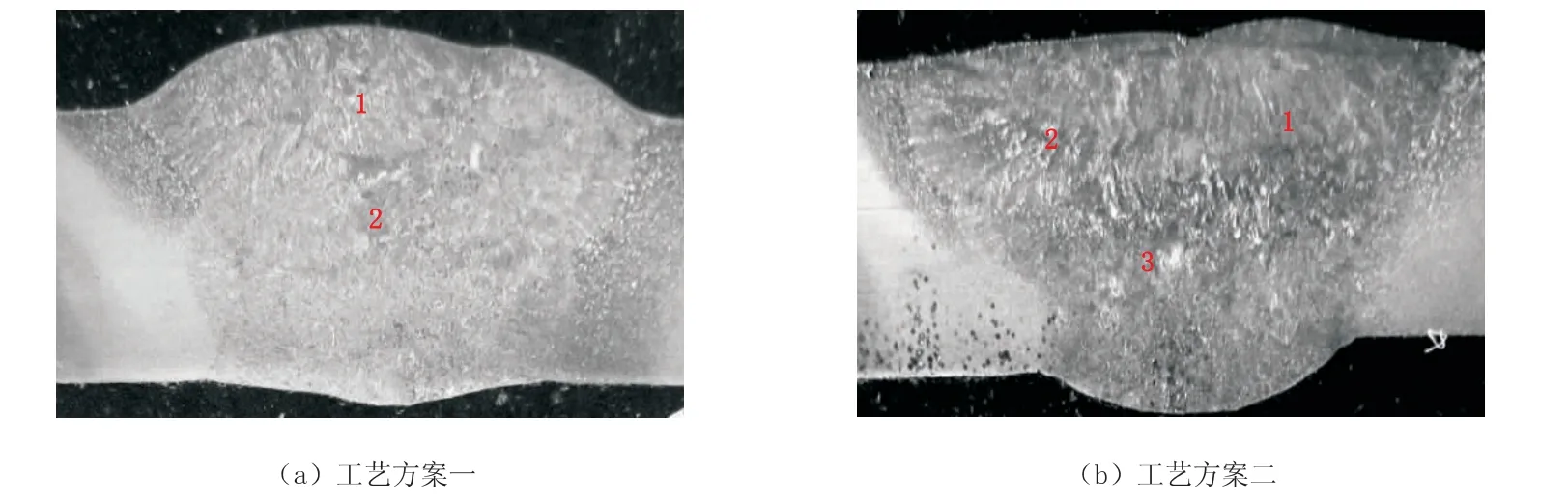
圖2 兩種工藝下焊接接頭的宏觀形貌

圖3 不同工藝方案蓋面焊縫組織形貌
由圖3 可以看出, 方案一蓋面焊縫柱狀晶組織特征明顯, 在奧氏體晶界內生成較細的條狀鐵素體, 并在鐵素體基體上和晶界分布著粒狀或島狀的富碳奧氏體, 組織以粒狀貝氏體為主; 方案二蓋面焊縫第二道焊縫微觀組織形貌與工藝方案一蓋面焊縫相同, 以粒狀貝氏體為主; 蓋面焊第一道焊縫組織也以粒狀貝氏體為主, 但奧氏體晶界內部分鐵素體相對大一些, 并且鐵素體片層內碳化物分布密度低。 說明工藝方案二蓋面焊第一道焊縫受第二道焊縫焊接時的熱作用影響, 其部分鐵素體長大, 碳化物分解和析出。 貝氏體形貌中鐵素體的尺寸增大, 其強度和硬度將會有一定的降低, 塑性和韌性提高。
圖2 (a) 工藝方案一的焊接接頭中2 號位置和圖2 (b) 工藝方案二中的3 號位置為焊縫中部, 其微觀組織形貌如圖4 所示。 從圖4 可以看出, 兩者組織形貌相近, 由于受到蓋面焊接時的熱作用, 其奧氏體晶界消失, 形成以鐵素體和粒狀貝氏體為主的組織, 并且部分鐵素體長大呈片狀或塊狀結構。

圖4 不同工藝下焊縫中部組織形貌
圖5 所示為兩種工藝下焊接接頭粗晶區顯微組織形貌。 由圖5 可以看出, 焊接接頭粗晶區組織粗大, 奧氏體晶界明顯, 在奧氏體晶界內生成以粒狀貝氏體為主的組織。

圖5 不同工藝焊接熱影響區粗晶區組織形貌
2.2 硬度

圖6 焊接接頭硬度測試位置示意圖

表4 焊接接頭硬度測試結果(HV)
圖6 為焊接接頭硬度測試位置示意圖, 表4為硬度檢測結果。 從表4 可以看出, 兩種工藝方案下焊接接頭硬度相當。 其中, 蓋面焊層硬度最高, 填充焊層相對于蓋面焊層硬度值有一定下降, 這是因為蓋面焊層對填充焊層具有二次加熱作用,打底焊層受到填充焊和蓋面焊的兩次熱作用, 硬度進一步降低。 熱影響區硬度測試位置位于熔合線附近的過熱粗晶區, 其硬度相對母材高一些。
2.3 焊接接頭拉伸強度
拉伸試驗沿焊縫橫向采用線切割制取板狀拉伸試樣, 并將焊縫余高修磨至與母材平齊, 板狀拉伸試樣幾何尺寸如圖7 所示, 拉伸試驗結果見表5, 拉伸曲線如圖8 所示。 從表5 可看出, 這兩種工藝下焊接接頭抗拉強度值相當, 拉伸斷口均位于熱影響區, 熱影響區為整個接頭強度最薄弱區域。 從圖8 可看出, 采用工藝方案二所焊的接頭在拉伸中最大力出現時對應的位移量大于工藝方案一, 說明其在拉伸過程中產生的均勻延伸率更高, 焊接接頭均勻變形能力更強。 焊接接頭的均勻變形能力越強, 其塑性變形穩定性越好, 變形過程中不容易產生因局部變形過大而導致的過早斷裂, 這一性能對提高焊接接頭抗低周疲勞性能有利[11-13]。 采用工藝方案二焊接時, 蓋面焊層分為兩道焊接, 不僅改變了熱影響區焊接溫度場的分布, 而且有效降低了單道焊縫焊接時的熱輸入, 使熱影響區高溫停留時間以及冷卻時間縮短, 從而使熱影響區因為受到焊接熱作用而產生的回復與再結晶程度降低, 改善了熱影響區力學性能[14-15]。

圖7 板狀拉伸試樣幾何尺寸

表5 焊接接頭拉伸試驗結果

圖8 焊接接頭拉伸試驗力-位移曲線
2.4 焊接接頭疲勞性能
采用專用連續油管彎曲疲勞試驗機進行焊接接頭疲勞試驗。 試驗機可模擬連續油管作業時在承受內壓情況下, 卷筒和注入頭處產生的低周彎曲疲勞過程, 測試焊接接頭疲勞循環壽命。 試驗條件為: 彎曲半徑1 828.6 mm, 內壓34.47 MPa。兩種工藝方案所焊接頭疲勞試驗后的斷口典型形貌如圖9 所示。 圖9 中斷口均位于熱影響區, 并且在斷口處產生了明顯的不均勻塑性變形, 說明在疲勞循環過程中該區域產生了較大的應變集中, 由此也說明熱影響區是對接接頭力學性能最薄弱的區域。 因此, 改善熱影響區力學性能是提高連續油管對接焊接頭疲勞性能的關鍵。

圖9 疲勞試樣斷口宏觀形貌
如圖10 所示兩種工藝下焊接接頭疲勞循環壽命。 由圖10 可以看出, 采用工藝方案二所制得的焊接接頭疲勞壽命平均值比工藝方案一所制接頭平均值高約36 次, 增加幅度約為92%。這可能是因為工藝方案二中將蓋面焊層改為兩道焊的方式, 使得焊接溫度場分布發生改變,并且降低了單道焊縫熱輸入, 使熱影響區所經歷的峰值溫度停留時間和冷卻時間縮短, 進而降低熱影響區的回復與再結晶程度, 使焊接接頭均勻變形能力增強。

圖10 兩種工藝下焊接接頭疲勞循環壽命對比
3 結 論
(1) 兩種焊接工藝下焊接接頭組織形貌相似, 焊縫區以鐵素體和粒狀貝氏體為主, 其中蓋面焊縫組織較為粗大, 柱狀晶特征明顯。 打底及填充焊縫組織由于受到后續焊道的二次熱作用,鐵素體發生長大, 碳化物析出和分解, 原奧氏體晶界消失。 熱影響區粗晶區組織為在粗大的奧氏體晶內生成的粒狀貝氏體組織。
(2) 兩種工藝下焊接接頭的硬度及拉伸強度值相當, 拉伸斷口均位于熱影響區, 但工藝方案二所焊的接頭均勻變形能力強, 接頭疲勞壽命高。
(3) 采用工藝方案二將蓋面焊層改為兩道焊, 焊接溫度場分布發生改變, 同時熱輸入降低, 使得熱影響區所產生的回復與再結晶程度降低, 從而改善了熱影響區力學性能, 使焊接接頭均勻變形能力增強, 可能是焊接接頭疲勞壽命提高的原因。
(4) 本研究的試驗只是初步對比了不同焊接熱輸入下的接頭性能, 由于焊接熱循環過程本身就比較復雜, 且影響因素較多, 因此后期還需要開展大量的試驗研究工作, 以深入分析連續油管焊接接頭疲勞壽命的影響因素和規律。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
