開關閥關不到位引起吸附塔壓力大幅波動分析
2021-01-29 09:24:10金鵬中海油惠州石化有限公司廣東惠州516086
化工管理 2021年3期
關鍵詞:調節閥
金鵬(中海油惠州石化有限公司,廣東 惠州 516086)
0 引言
IFP的ELUXYL工藝,需在全液相下通過逆向模擬移動床來實現傳質分離,因此生產對二甲苯的核心設備為液壓控制的吸附塔[1]。吸附塔的壓力控制是很重要的,維持一定的壓力是為了維持吸附塔內的液相操作,如果壓力下降到泡點壓力以下,塔里的液體會沸騰形成蒸汽,昂貴的吸附劑將損壞,這種情況應當盡力避免,IFP的Eluxyl工藝的吸附塔底0.9MPa的操作壓力是經過實踐證明較為理想的參數[2]。吸附塔設備和吸附劑投資巨大,建設和檢修周期長,一旦吸附塔頂底壓力快速變化極易造成吸附塔內件損壞和吸附劑粉化的嚴重事故。當出現內部吸附劑泄漏時,將嚴重制約上下游物料平衡,極大沖擊裝置的盈虧平衡[3]。2020年某石化廠ELUXYL吸附塔曾發生壓力異常波動事件,文章著重對吸附塔壓力異常波動原因進行分析。
1 概述
2020年某石化廠芳烴聯合裝置2月發生吸附塔壓力異常波動期間,C601A壓力異常波動壓力變化事件主要關鍵節點如表1所示。
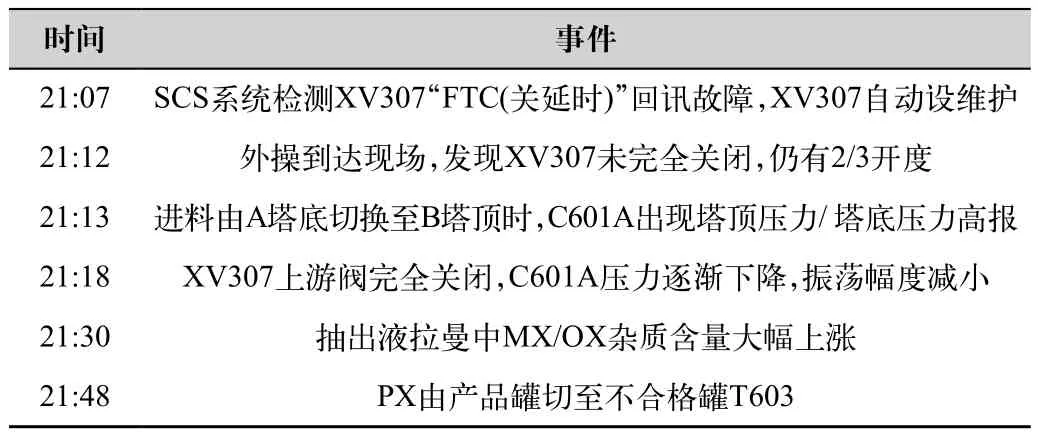
表1 吸附塔壓力波動事件主要關鍵節點
2 吸附塔壓力波動原因分析
2.1 吸附塔壓力控制
吸附塔壓力波動主要受F/D/E/R四股進出物料及泵送和壓送物料影響。(此時未投用反洗)。C601A壓力高報時,此時解吸劑物料在STEP23,進料/解吸劑/抽余液均在B塔,此時在A塔的物料是抽出液,加上壓送和泵送,即造成A塔壓力波動的直接關聯物料有壓送、泵送和抽出液。我們采用排除法,按相關聯的物料量大小進行逐個排除。則最有可能引起吸附塔壓力波動的物料為壓送>泵送>抽出液。
2.2 壓送對C601A壓力升高的影響排查
由于壓送直接控制C601A壓力,當壓送流量不足,A塔出料過少,吸附塔A壓力將升高。此時壓送閥位和流量均明顯高于正常值,而C601A壓力仍較高,所以排除壓送流量偏小是造成本次A塔壓力高的原因。吸附塔壓力波動前后參數變化值如表2所示。
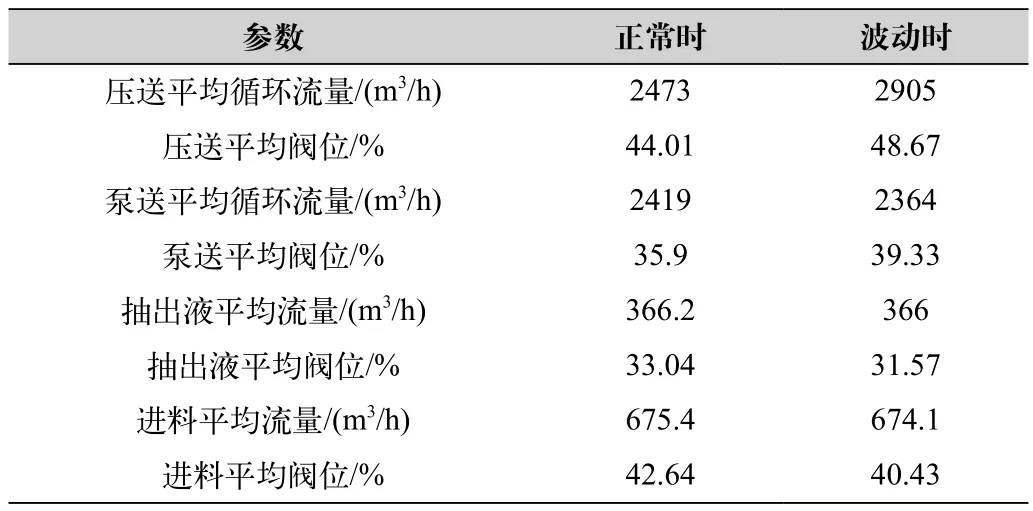
表2 吸附塔壓力波動前后參數變化值
2.3 泵送對C601A壓力升高的影響排查
同理,當泵送流量過大,吸附塔A壓力將升高,此時泵送流量低于正常值,泵送閥位高于正常值,因此排除泵送流量過大是造成本次A塔壓力高的原因。此外,泵送閥位高是由于A塔壓力升高后,泵送調節閥背壓升高,調節閥開大以滿足泵送流量。
2.4 抽出液對C601A壓力升高的影響排查
當抽出液抽出量偏小,A塔出料過少,吸附塔A壓力將升高。此時抽出液流量和正常值相同,抽出液閥位低于正常值,因此排除抽出液流量偏小是造成本次A塔壓力高的原因。此外,抽出液閥位較正常低是由于A塔壓力升高后,抽出液調節閥后路背壓不變,吸附塔至抽出液集合管壓力差變大,調節閥較小閥位即可滿足抽出液流量。
2.5 進料對C601A壓力升高的影響排查
在按正常分析排除了與A塔壓力波動直接關聯的壓送、泵送和抽出液后,由于A塔壓力波動時正好是進料從A塔底切到B塔頂,且XV307在塔壓波動前出現故障,因此猜測進料可能是造成本次A塔壓力高的原因。
當解吸劑步進至STEP23時,XV312切換至XV313,此時進料量與正常工況時幾乎一樣,且進料在XV313,進料流量應對B塔壓力有影響,對A塔無影響。但由于此時XV307未完全關閉,XV313在塔頂,與塔中的XV307相比背壓較高,始終有FEED進入A塔,雖然FEED總量保持不變,但仍從XV307進入A塔的物料卻造成A塔內總物料量偏多,因此A塔壓力升高。C601A底壓力設定為0.9MPA,使得A塔壓送調節閥開大進行泄壓。
排查過程我們遵循了“邏輯關系順序”進行逐個排除,確定了造成吸附塔壓力波動的根本原因是XV307未關嚴。值得一提的是,此次吸附塔壓力波動時,D線調節閥較正常開大較多,此時XV124→XV101,解吸劑已在A塔,容易被理解成是解吸劑量過大造成的吸附塔壓力波動。首先吸附塔壓力上升是在解吸劑調節閥開大之前,其次此時解吸劑流量實際流量反而是低于正常值,所以并不是解吸劑流量大造成的C601A壓力升高。解吸劑調節閥開大是由于C601A背壓較高,雖然調節閥閥位已逐步開大,但仍然未達到D線設定流量值。
3 C601A壓力升高時壓送和解吸劑閥位變化
當XV312切至XV313時,此時壓送區域將發生改變,由三區變化成二區,在ELUXYL吸附工藝中為避免吸附塔底頂切換時,由于流量變化較大,造成塔壓波動較大,因此開關閥有ZTC設置,既在切換時關聯的控制閥先由PID控制切換為手動控制,執行OP值,手動時間結束后程序自動恢復PID控制,再進行自動調節。此時A塔物料較多,壓力升高,因此壓送閥位和流量需比正常值更大才能平衡A塔壓力,然而由于OP的關系,XV313/314/315在剛切換時仍是按照上個周期正常流量下的低閥位執行,當OP結束轉為PID控制時,因A塔壓力高又會將壓送調節閥快速開大,因而出現了壓送閥位在此三個步進時閥位拉低后又迅速開大的動作,造成A塔壓力降低后又升高三次往復。同理,當D線由XV124步進至XV101,解吸劑調節閥在上個周期OP值的作用下,解吸劑閥位也出現了兩個高低振蕩點。
4 PX產品不合格原因分析
FEED開關閥故障自動設維護,現場閥門關不到位,隨著床層切換,此開關閥處始終有進料進入II區,且時間越長,越接近II區頂部,此時精制區流量不足以將這部分雜質洗脫下來,最終造成抽出液被污染,導致PX純度下降,F開關閥關不到位竄料示意圖見下圖1。由于XV307較長時間未關閉,進料組分大量污染精制區中上部,PX產品將不合格,因此不必將XV207也一同設維護來避免抽出液的污染。本次在XV307關不到位20min后,在抽出液拉曼光譜上即可觀察到MX/OX雜質含量大幅度上漲。
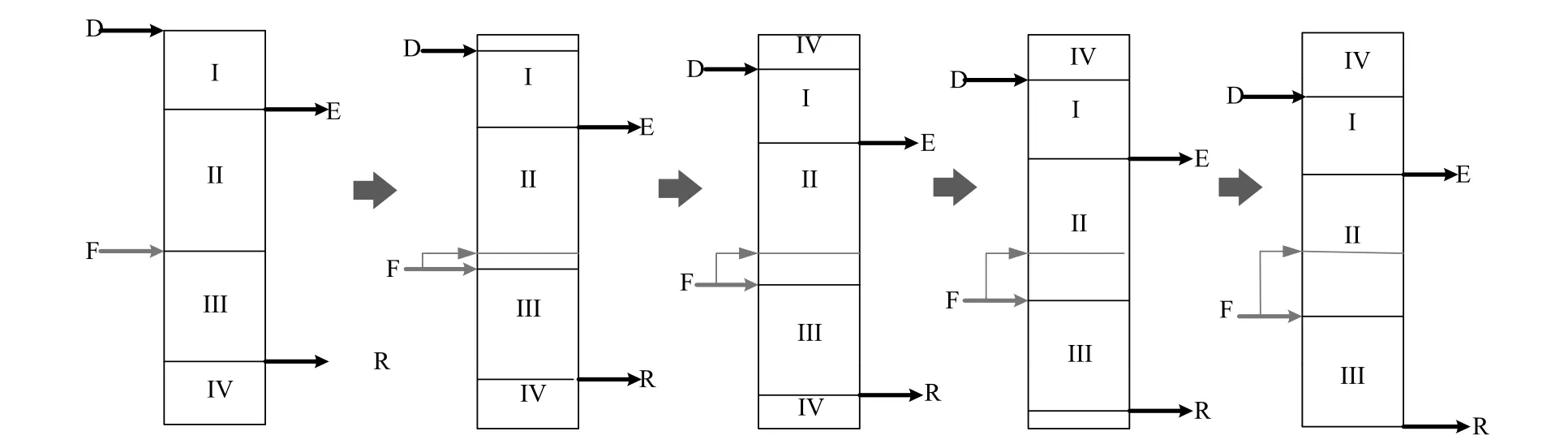
圖1 F開關閥關不到位竄料示意圖
5 結語
根據XV307閥未關到位引發的異常狀況,總結及建議如下:
(1)作為吸附塔核心部件之一的開關閥,隨著裝置運行時間的不斷加長,將逐步呈現出故障率增大的趨勢。因此今后當開關閥自動設維護后,特別是出現開關閥關延時,內操需立即通知外操隔離閘閥,同時內操可通過對應的床層壓差表判斷開關閥是否關不嚴。
(2)開關閥關不到位時,隔離對應閘閥時間長短直接關系到后續的處理深度,若能短時間內隔離因故障無法關嚴的閘閥(F/D/BW開關閥對應關上游閘閥,E/R開關閥對應關下游閘閥),可減少對PX純度和消除因開關閥關不到位引起的吸附塔壓力波動的不良影響,從而避免將PX產品改入不合格罐等一系列后續調整操作。
(3)遇開關閥關不嚴導致PX純度下降,當純度小幅度低于99.71%時,考慮物料污染時間,PX至產品罐流程可不切除,通過大幅度降低E/R比提高裝置餾出口PX純度的方式調和產品罐。
(4)吸附塔壓力是吸附單元一個重要的操作參數,它的波動會對裝置的生產造成嚴重的不良影響。當遇到吸附塔壓力波動時,操作員應首先冷靜下來,查找關聯原因,謹記停車標準。吸附塔有高壓/低壓聯鎖保護,注意觀察吸附塔壓力變化趨勢,只要吸附塔壓力波動變化趨勢逐漸收斂,不必擔心并緊急拍停裝置。
猜你喜歡
儀器儀表用戶(2023年11期)2023-10-25 01:46:48
儀器儀表用戶(2023年10期)2023-09-12 08:24:28
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
儀器儀表用戶(2021年12期)2021-12-10 16:02:25
儀器儀表用戶(2021年11期)2021-11-29 02:20:36
石油化工自動化(2018年5期)2018-11-14 02:34:26