
第二代LTAG技術的工業應用
2021-02-03 08:21:54唐津蓮龔劍洪武文斌
石油煉制與化工 2021年2期
關鍵詞:催化裂化
唐津蓮,龔劍洪,彭 軼,武文斌
(1.中國石化石油化工科學研究院,北京 100083;2.中國石化上海石油化工股份有限公司)
催化裂化柴油(LCO)加氫-催化裂化組合多產高辛烷值汽油和芳烴料(LTAG)技術是中國石化石油化工科學研究院(簡稱石科院)開發的劣質LCO轉化技術,其主要工藝路線是將全餾分LCO先加氫再進行催化裂化,具有柴油轉化率高、液化氣和汽油選擇性高、氫耗低的特點,且汽油為富含芳烴的高辛烷值組分[1-2]。LTAG技術已在20余套裝置上投用,既解決了LCO出路,又提升了LCO的利用價值,可大幅度削減LCO,滿足企業降低柴汽比的市場需求[3-4]。
為進一步提高催化裂化汽油的辛烷值并降低LCO加氫過程的氫耗,石科院在LTAG技術基礎上開發了第二代LTAG技術[5]。中國石化上海石油化工股份有限公司(簡稱上海石化)為了更好地適應市場變化,在3.50 Mta 2號催化裂化裝置和3.90 Mta 6號渣油加氫裝置(簡稱RDS裝置)上聯合,先后實施第一代LTAG技術與第二代LTAG技術。以下主要介紹第二代LTAG技術在上海石化的工業應用情況,并與第一代LTAG技術的工業應用情況進行對比。
1 第二代LTAG技術原理與特點
第一代LTAG技術中,LCO是全餾分加氫再返回催化裂化裝置與重油原料分層進料。LCO加氫的目的是將多環芳烴選擇性加氫飽和為單環芳烴等可裂化組分,然而LCO中含有大量的可裂化組分——單環芳烴和飽和烴,通常其質量分數在43%以上[6],這些可裂化組分是不需要加氫的;同時,LCO全餾分去加氫處理不僅占用加氫資源,而且LCO全餾分加氫后再去催化裂化,使其中的部分單環芳烴飽和反而降低了催化裂化汽油的辛烷值[2]。
第二代LTAG技術中,首先對LCO進行輕、重餾分的切割,切割后的LCO輕餾分直接進行催化裂化回煉,而LCO重餾分則選擇性加氫后再催化裂化回煉,以實現在最低氫耗的條件下將LCO餾分轉化為高辛烷值汽油餾分。第二代LTAG技術的工藝流程示意見圖1。

圖1 第二代LTAG技術的工藝流程示意
實驗室研究結果表明:與第一代LTAG技術相比,第二代LTAG技術除了具有加氫LCO一次通過轉化率高(大于70%)、汽油選擇性高(約為80%)、汽油烯烴含量低以及加氫過程氫耗低(一般為2.0%~2.5%)的技術特點外,在氫耗降低10%以上的同時更有利于提高汽油的產率及辛烷值,汽油的研究法辛烷值可增加0.6以上。
2 工業應用
上海石化在催化裂化裝置與渣油加氫裝置上聯合實施第二代LTAG技術,利舊油漿減壓深拔塔進行LCO的輕、重餾分切割,分離出多環芳烴質量分數不大于30%的LCO輕餾分,與LCO重餾分加氫產物混合后在催化裂化裝置進料的上游進料。2019年11月,維持重油原料性質穩定,上海石化進行了第二代LTAG技術標定以及等量LCO全餾分經RDS裝置加氫回煉的第一代LTAG技術標定,并與不采用LTAG技術時的標定(空白標定)結果進行對比。
2.1 技術效果分析
上海石化于2019年6—9月完成用于LCO輕、重餾分切割的減壓蒸餾塔及其側線柴油外送與返塔流程、塔底減壓重柴油外送流程等裝置改造,改造后穩定分離出主要含有單環芳烴的LCO輕餾分,LCO及其輕餾分的性質分別見表1和表2。
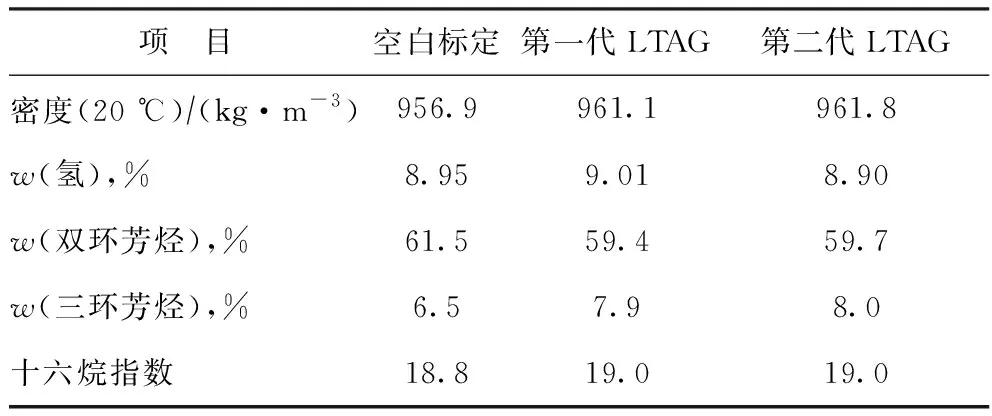
表1 LCO的性質

表2 LCO輕餾分的性質
催化裂化裝置在LTAG投用前后反應-再生系統操作穩定,標定期間催化裂化裝置的原料(加氫渣油)性質、主要操作參數、產物分布和裝置能耗見表3。由表3可見,與空白標定相比,在重油進料量、反應溫度與平衡劑活性等工藝條件相當的情況下,采用第二代LTAG技術,當混合LCO餾分回煉比例為7.42%時,柴油產率降低5.50百分點,液化氣和汽油產率分別增加1.47和3.37百分點。假設混合LCO的循環回煉不影響重油的轉化,即重油進料產物分布不變,由此可以計算出混合柴油表觀轉化率[表觀轉化率=(LCO回煉比例-柴油產率)LCO回煉比例×100%]為74.12%,汽油與液化氣的表觀選擇性[表觀選擇性=(采用LTAG技術時的產率與空白標定時的產率差值LCO回煉比例×100%)表觀轉化率×100%]分別為61.27%和26.73%,合計為88.00%。可見,第二代LTAG技術具有與第一代LTAG技術相同的特點,即柴油轉化率較高,而且液化氣與汽油選擇性也較高。
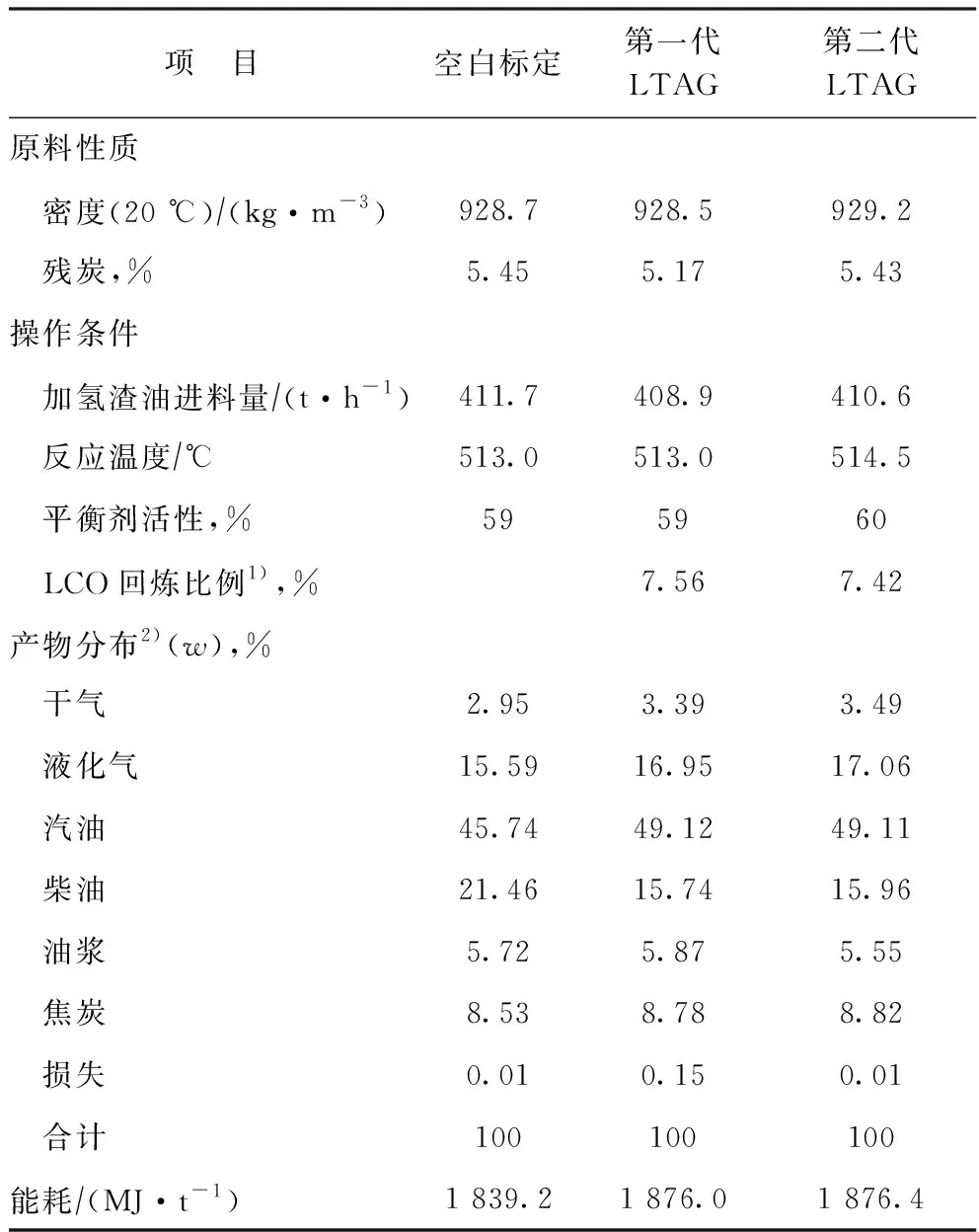
表3 催化裂化裝置的原料性質、操作參數與產物分布
采用第二代LTAG技術與采用第一代LTAG技術標定時的能耗分別為1 876.4 MJt 和1 876.0 MJt,二者基本相當。計算可得,第二代LTAG技術混合LCO餾分循環回煉能耗為497.4 MJt。標定期間,RDS裝置的反應壓力約16.8 MPa、床層平均溫度為371~384 ℃、反應器溫升為65~83 ℃,維持渣油和焦化蠟油等重油的總進料量約461.5 th,同時第二代LTAG技術投用后摻煉LCO重餾分的量為23.7 th。
標定期間LCO加氫的氫耗分析見表4。由表4可以看出,與采用第一代技術相比,采用第二代LTAG技術時,裝置共減少6.4 th LCO輕餾分進料,而以23.7 th 加氫LCO重餾分與渣油混合作為總進料,裝置的平均氫耗(w)為1.60%。由于在第二代LTAG技術中,僅有占LCO全餾分78.7%的重餾分進行加氫處理,可由此計算,相對于LTAG噴嘴進料而言,LCO加氫的氫耗(w)為1.26%,與第一代LTAG技術中LTAG噴嘴進料氫耗1.63%相比,降低22.70%。
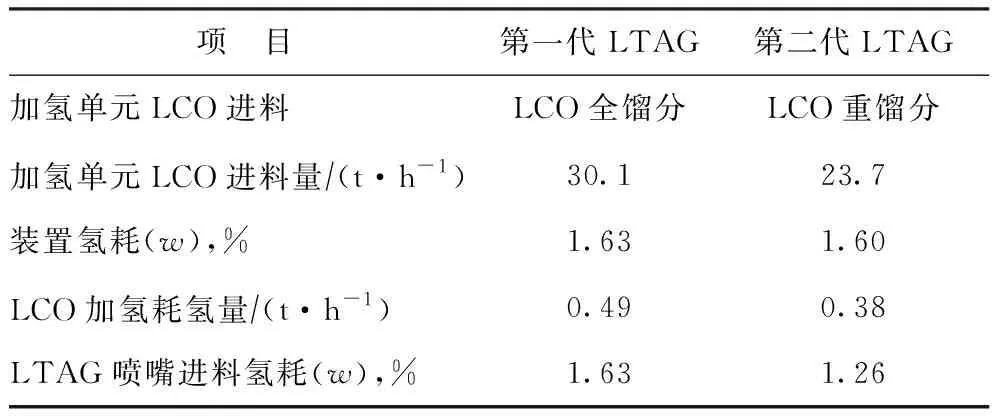
表4 LCO加氫的氫耗分析
LCO全餾分或其重餾分經RDS裝置加氫后,所得產物的性質見表5。由表5可見,第二代LTAG技術LCO重餾分經RDS加氫后氫質量分數為12.27%。與表2中LCO輕餾分性質擬合計算可得LTAG噴嘴進料性質,多環芳烴質量分數為16.20%,密度(20 ℃)為879.6 kgm3,氫質量分數為11.79%,十六烷指數為34.6。因此,RDS裝置只對催化裂化回煉的LCO中重餾分加氫的化學氫耗為2.89%。與第一代LTAG中LCO全餾分經RDS加氫的化學氫耗(w)為3.19%相比,LCO輕餾分不加氫直接回煉的第二代LTAG技術化學氫耗降低了9.40%。
標定期間干氣、液化氣及油漿的性質見表6。由表6可以看出:采用第二代LTAG技術時,干氣、液化氣的組成和LCO(見表1)以及油漿的性質與采用第一代LTAG技術時基本相當;與空白標定時相比,液化氣中丁烯質量分數略有下降,LCO密度略有增加(見表5)。液化氣中丁烯質量分數下降,主要是回煉柴油餾分相對于重油原料而言碳鏈較短所致。LCO密度增加,主要是柴油餾分回煉導致烴組成中多環芳烴,尤其是三環芳烴增加所致。

表5 LCO全餾分或其重餾分加氫產物的性質
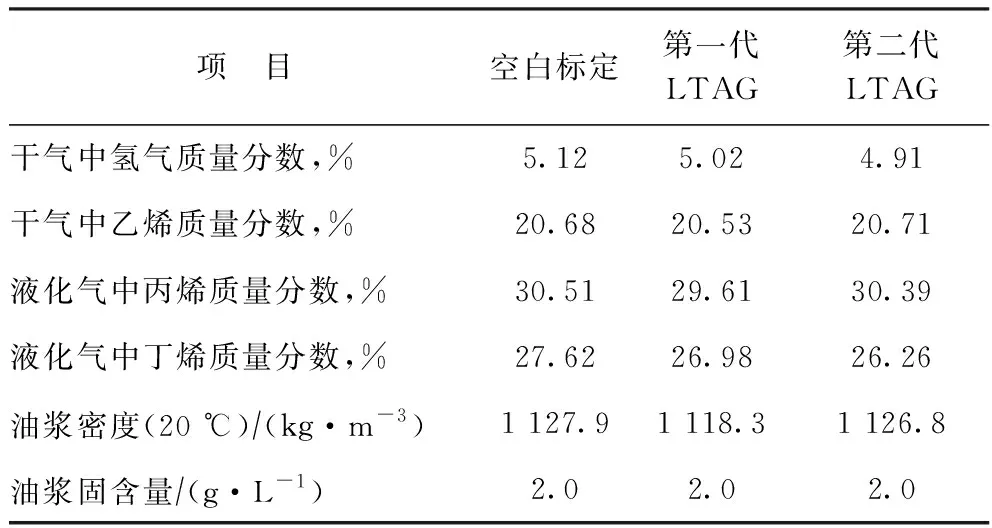
表6 標定期間干氣、液化氣及油漿的主要性質
空白標定和采用兩代LTAG技術時的穩定汽油性質見表7。由表7可以看出:采用第二代LTAG技術時穩定汽油的性質明顯改善;與空白標定相比,采用第二代LTAG技術時,穩定汽油烯烴體積分數降低1.1百分點,芳烴體積分數增加1.3百分點,硫質量分數降低21.0 μgg,氮質量分數降低2.9 μgg,辛烷值提高顯著,RON與MON分別提高0.7和0.8;與采用第一代LTAG技術相比,采用第二代LTAG技術時,穩定汽油的RON提高0.6,MON提高0.7。
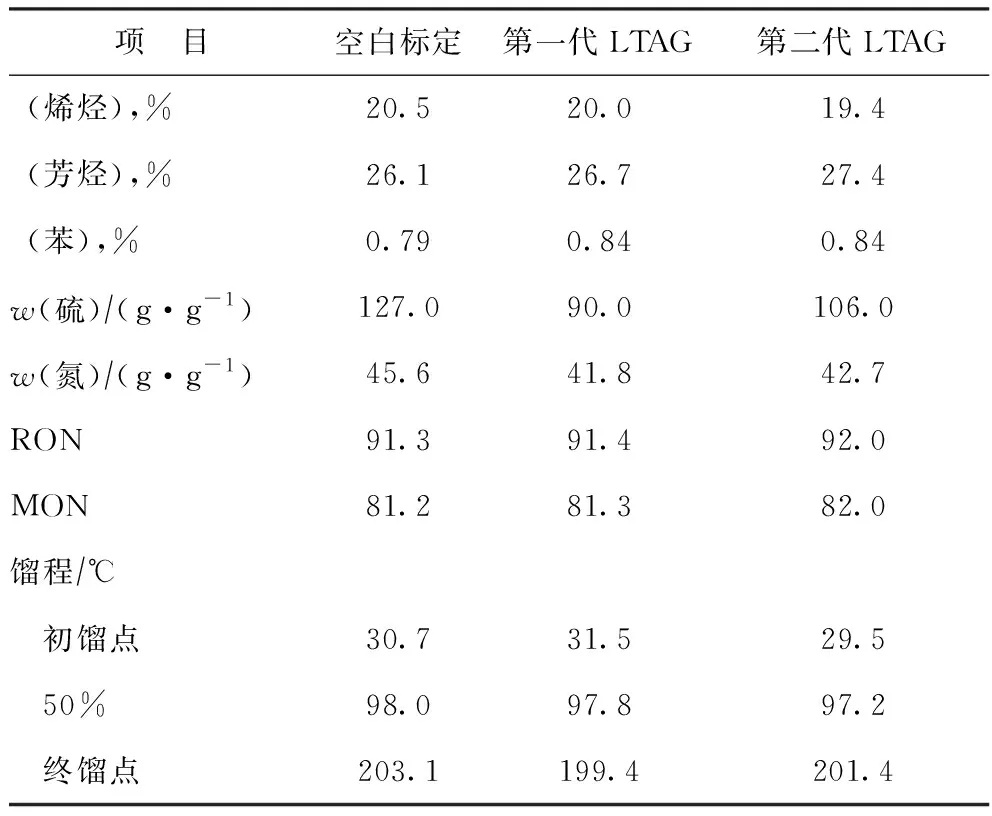
表7 穩定汽油性質
采用第二代LTAG技術,穩定汽油辛烷值的顯著增加主要源于汽油中短側鏈多取代基芳烴等高辛烷值組分含量提高的貢獻。第一代和第二代LTAG技術模式下,穩定汽油芳烴體積分數隨碳數分布的對比見表8。由表8可見,與采用第一代LTAG技術相比,采用第二代LTAG技術時穩定汽油芳烴中的甲苯、二甲苯與三甲苯的體積分數更高,分別比第一代時增加0.28,0.49,0.19百分點。分析其原因,LCO輕餾分富含單環芳烴,其質量分數約為50%,遠遠高于加氫LCO中的單環芳烴質量分數(約為40%)。LCO中的單環芳烴在催化裂化過程中主要發生苯環側鏈的β斷裂[7],生成多取代甲基苯,而甲苯本身是高辛烷值組分,且甲基數量越多,組分的辛烷值越高,從而使得LCO輕餾分直接循環回煉的第二代LTAG技術所產的穩定汽油辛烷值更高。
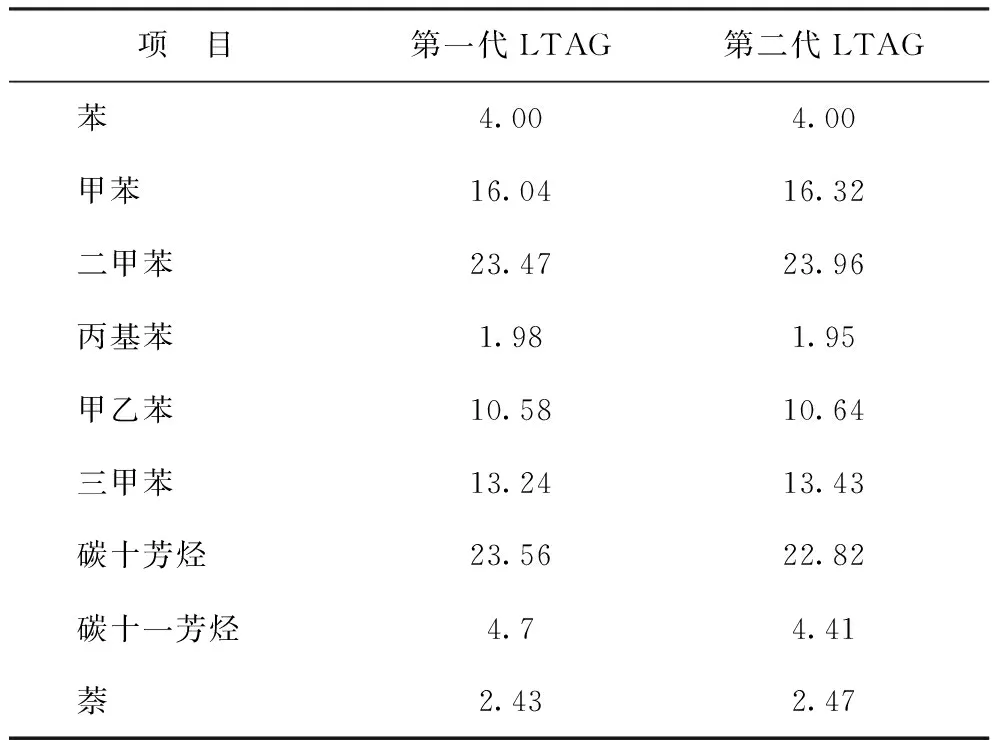
表8 穩定汽油的芳烴組成 φ,%
2.2 氫平衡分析
第一代LTAG標定與第二代LTAG技術標定的氫平衡對比見表9。由表9可見:采用第一代LTAG標定時,重油原料的氫質量分數為12.06%,全餾分LCO加氫后循環引入的原料氫質量分數為0.24%,原料部分的氫質量分數總和為12.30%,而產物部分的氫產率之和為12.38%,二者相對誤差為0.65%;采用第二代LTAG技術標定時,重油原料的氫質量分數仍為12.06%,LCO輕餾分與加氫LCO重餾分混合進料引入的原料氫質量分數為0.21%,原料部分的氫質量分數總和為12.27%,而產物部分的氫產率之和為12.36%,二者相對誤差為0.73%。兩種工況氫平衡的相對誤差的絕對值均低于1.0%,說明標定的物料平衡數據較可靠[8]。

表9 LTAG標定氫平衡數據 w,%
2.3 經濟效益分析
裝置標定均在穩態、可長期操作的前提下進行,年加工時數均按照8 400 h計算。基于原油價格為60美元bbl(1 bbl ≈ 159 L)的價格體系下(相應物料等價格基準見表10),對上述3種工況下裝置在重油原料、LCO循環回煉及其耗氫、催化劑輔材、燃料消耗以及公用工程等方面的投入和裝置產出進行核算,結果見表11。
表10 60美元bbl原油價格體系下的物料及耗材價格 元t

表10 60美元bbl原油價格體系下的物料及耗材價格 元t
項 目數 據項 目數 據干氣2 450加氫渣油2 756液化氣4 872外購氫氣12 700丙烯6 7343.5 MPa蒸汽170汽油(95號)5 283催化劑輔材20 000國Ⅳ普通柴油4 449燃料消耗35油漿800公用工程消耗1 604
注:價格體系已經扣除增值稅與消費稅。
由表11可以看出:上海石化在未投用LTAG技術時(空白標定),重油平均加工利潤為1 062.59元t;采用第一代LTAG技術與第二代LTAG技術時,重油平均加工利潤分別為1 072.72元t和1 132.62元t;與無LCO回煉相比,第一代LTAG技術與第二代LTAG技術對LCO循環回煉時裝置年增利潤分別為0.35億元和2.42億元,折算為循環LCO的加工利潤則分別為133.92元t和943.78元t。可見,上海石化在渣油加氫裝置和催化裂化裝置上聯合實施第二代 LTAG技術的效益非常可觀。
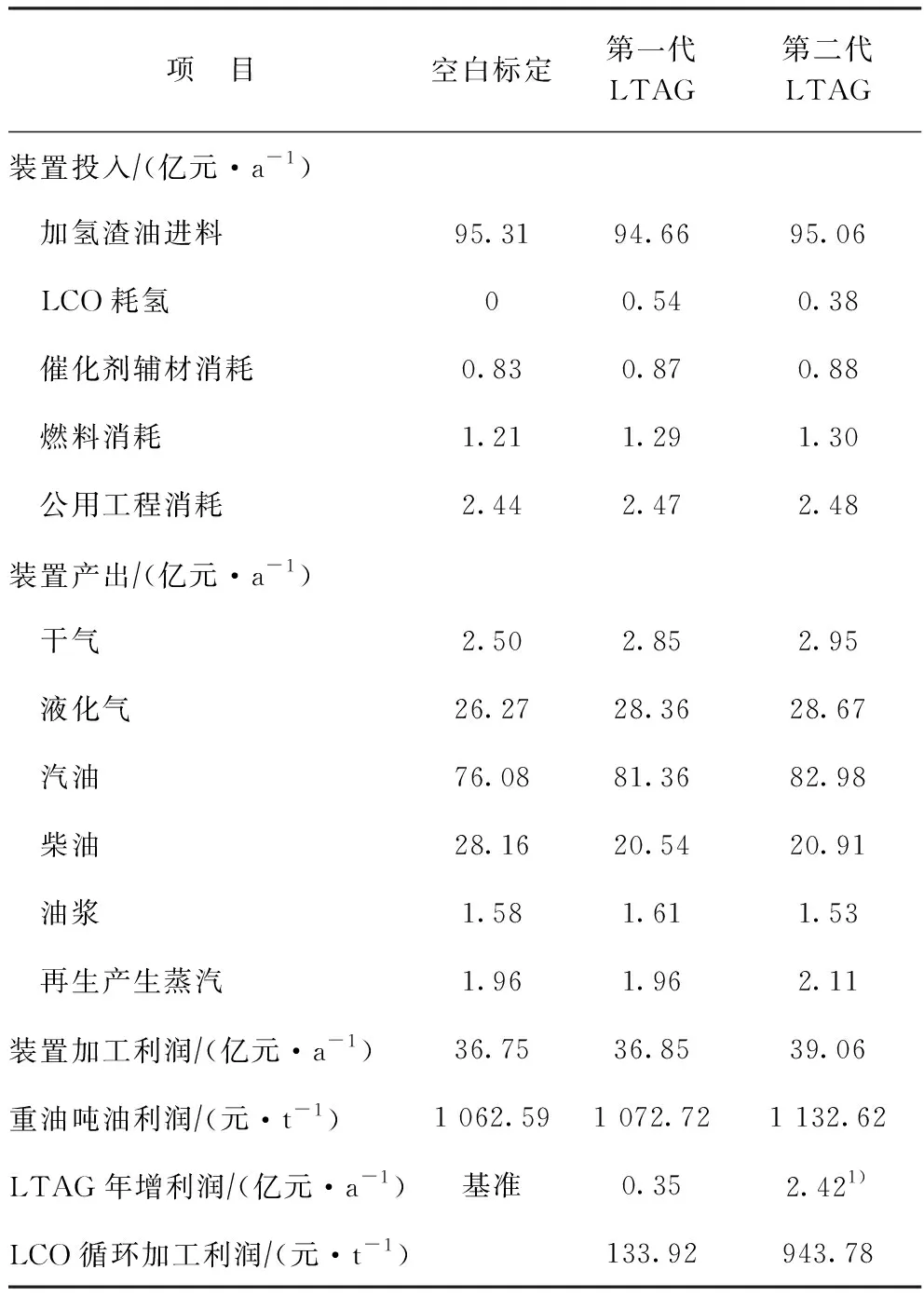
表11 LTAG技術經濟效益分析
3 結 論
(2)第二代LTAG技術對LCO輕餾分與經RDS加氫后的重餾分混合回煉,催化裂化裝置反應-再生系統操作穩定,能耗與采用第一代LTAG技術相當;混合柴油表觀轉化率為74.12%,汽油與液化氣的表觀選擇性合計達88.00%,表明第二代LTAG技術具有轉化率高且(汽油+液化氣)選擇性好的技術效果。
(3)第二代LTAG技術對穩定汽油的改質效果顯著,不僅使其烯烴含量進一步下降,而且使得其辛烷值大幅度提高,RON與MON分別提高0.6、0.7。
(4)第二代LTAG技術的經濟效益顯著。以LCO(包括21.3%的未加氫輕餾分與78.7%加氫重餾分)循環回煉量為0.256 Mta為例,與裝置無LCO回煉、僅加工重油(即未采用LTAG技術)的工況相比,在原油價格為60美元bbl的價格體系下可年增利潤2.42 億元,折算為循環LCO的加工利潤為943.78 元t。
猜你喜歡
電子樂園·下旬刊(2022年5期)2022-05-13 20:42:21
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
石油瀝青(2018年2期)2018-05-19 02:13:23
石油化工建設(2018年6期)2018-04-22 03:16:40
石油化工建設(2017年4期)2017-12-23 06:35:13
當代化工研究(2016年6期)2016-03-20 16:21:37
化工進展(2015年6期)2015-11-13 00:26:37
化工進展(2015年3期)2015-11-11 09:19:35
石油化工應用(2014年2期)2014-03-11 17:38:59
