核主泵轉子屏蔽套真空熱脹形原理及技術
2021-02-08 11:14:02
精密成形工程 2021年1期
(大連理工大學 材料科學與工程學院,遼寧 大連 116024)
屏蔽式核主泵由于其安全性強、可靠性高等優勢,在三代核電技術中得到了廣泛的應用[1]。與傳統軸封泵不同,屏蔽式核主泵的轉子直接暴露在核電站一回路的高壓冷卻液中。為保護轉子免受一回路冷卻液的侵蝕,需要在轉子外套裝轉子屏蔽套[2]。轉子屏蔽套通過熱套裝工藝裝配在轉子外側,屏蔽套的制造精度和加工質量對熱套裝成功率和套裝質量有著重要影響。AP1000核主泵轉子屏蔽套通常由Hastelloy C276合金經裁剪、滾圓、焊接制得[3],其內徑大于550 mm,而厚度只有0.5 mm,為保證屏蔽套的熱套裝成功率及熱套裝質量,進而保證屏蔽套的安全服役,屏蔽套半徑誤差要求小于0.038 mm[4]。薄壁、大徑厚比、高精度的要求使得AP1000核主泵轉子屏蔽套的制造十分困難,即使采用精密剪裁、焊接,也很難達到誤差設計要求[5]。
真空熱脹形技術是一種針對薄壁桶件的精密成形技術,具有工藝穩定性好、成形精度高、成本低等優勢,因此,為提高轉子屏蔽套的制造精度,可通過真空熱脹形技術對焊后的屏蔽套進行矯形。
真空熱脹形其本質為蠕變時效成形在薄壁桶件精密成形過程的應用。目前已經有很多國內外學者對蠕變時效成形過程進行了研究。HO.K.C.等[6—7]建立了鋁合金的蠕變本構方程,方程中考慮了微觀組織演化對蠕變成形過程的影響,并通過此模型計算了鋁合金板材的應力應變分布;Aaron C.L.Lam等[8]通過實驗和有限元模擬的方式研究了AA2219鋁合金板材的蠕變時效成形過程,并分析了強化梁、網格板、等柵格 3種強化方式對鋁合金板材回彈的影響;XU Yong-qian等[9]通過實驗研究了一種Al-Cu-Mg基合金在蠕變時效成形過程中的熱變形行為、彈性變形行為、非等溫蠕變變形行為及回彈行為;LIU Chi等[10]研究了蠕變時效成形過程對AA2524-T3鋁合金微觀組織、力學性能及疲勞裂紋擴展行為的影響,結果表明隨著蠕變時效成形過程時間的延長,AA2524-T3鋁合金中s相尺寸隨之增加,鋁合金硬度呈先增加后減小趨勢,且鋁合金中疲勞行為隨之減少;LI Yong等[11]對AA2050-T34鋁合金的蠕變時效成形特性進行了實驗研究,并根據實驗結果建立了AA2050-T34板材多點成形有限元模型,進而預測了AA2050-T34板材多點成形后的缺陷情況;呂鳳工等[12]對鋁合金帶筋構件的蠕變時效成形過程進行數值模擬和實驗研究,分析筋條部位的變形規律,并利用應力松弛試驗對筋條部位的材料性能進行等效評估;崔振華等[13]研究了溫度、應力等參數對7050鋁合金的蠕變時效成形后微觀組織及性能的影響,進而揭示了7050鋁合金蠕變時效成形規律和成形機制。可以看出,在過去對蠕變時效成形的研究中,研究對象多為板材,對薄壁桶件的研究較少。WANG Ming-wei等[14—15]針對鈦合金桶件真空熱脹形過程建立了二維軸對稱熱力耦合有限元模型,計算了真空熱脹形過程中零件與模具的溫度場及應力應變場。朱智等[16—20]對核主泵轉子屏蔽套真空熱脹形過程進行了有限元和實驗研究,但在這些研究中,屏蔽套被視為完美桶件,忽略了屏蔽套在剪裁、焊接等過程中產生的加工誤差,未對真空熱脹形工藝對形狀缺陷的治理能力進行研究。
文中對AP1000核主泵轉子屏蔽套的真空熱脹形過程進行了模擬及實驗研究,首先,利用有限元軟件MSC.Marc建立了AP1000核主泵轉子屏蔽套真空熱脹形過程的有限元模型,測量焊接后屏蔽套以獲得模型中屏蔽套尺寸,并應用此模型計算屏蔽套熱脹形過程中的溫度場、應力場及應變場,預測屏蔽套在熱脹形過程中脹形量的大小,分析了真空熱脹形工藝對屏蔽套上環狀鼓包缺陷的矯形原理,并進行了屏蔽套真空熱脹形試驗及熱套裝試驗,從而對模型的可靠性進行了驗證。
1 熱脹形有限元模型建立
1.1 熱脹形過程分析
轉子屏蔽套真空熱脹形過程的成形過程如圖1所示。首先,選用熱膨脹系數大于工件的材料,將其加工制得外徑略小于屏蔽套內徑的厚壁脹形模具,并于室溫下將屏蔽套套在脹形模具外面,如圖1b所示。之后,將轉子與屏蔽套一同放入真空熱處理爐中加熱至脹形溫度并保溫。在脹形溫度下,模具與屏蔽套貼合,如圖1c所示。由于高溫軟化原理和應力松弛原理,屏蔽套將發生塑性變形和蠕變變形。隨后,將轉子與模具降溫至室溫,工件發生的塑性變形和蠕變變形被保留了下來,從而實現對屏蔽套的精密成形,如圖1d所示。
1.2 有限元模型
AP1000核主泵轉子屏蔽套軸向高度超過2000 mm,由于屏蔽套軸向高度對熱脹形過程中屏蔽套的脹形量幾乎沒有影響,為方便計算,僅沿軸向取480 mm進行研究,如圖2所示,其中屏蔽套高度為480 mm,厚度為0.5 mm,自上而下等距測量了屏蔽套的周長,進而得到了屏蔽套對應位置的內徑(R1,R2,R3,R4,R5)。為方便分析,以環向尺寸缺陷的形式對屏蔽套沿軸向的形狀缺陷進行描述,即屏蔽套上的形狀缺陷與屏蔽套具有相同的旋轉對稱性。
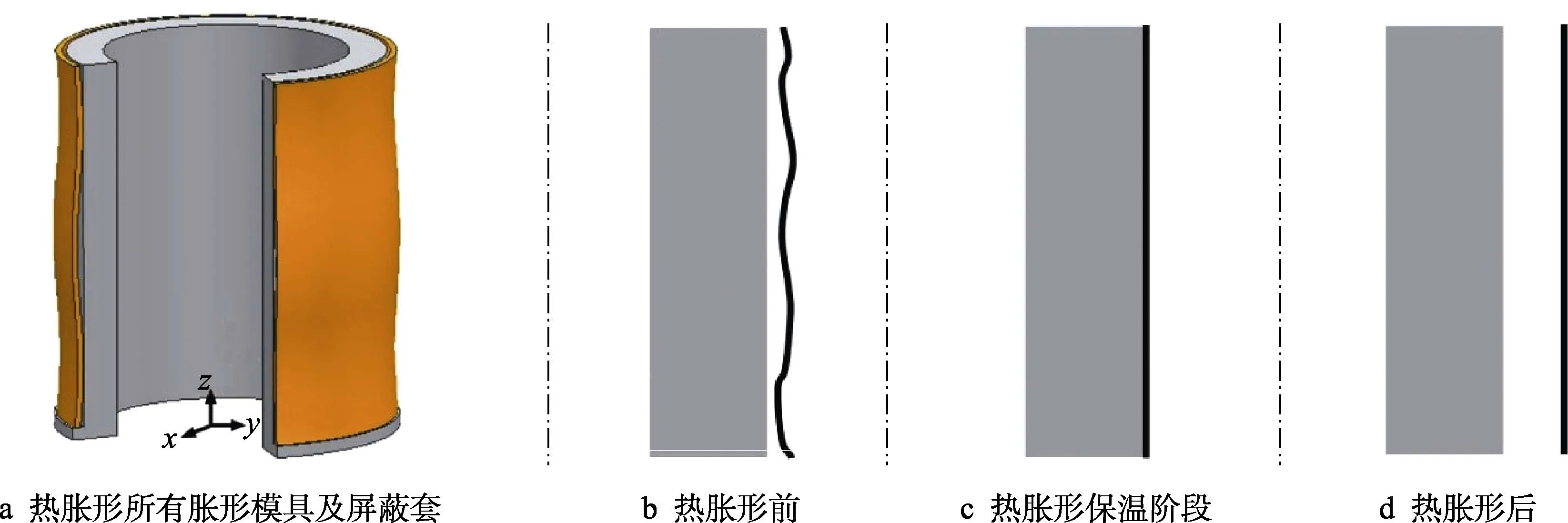
圖1 轉子屏蔽套真空熱脹形過程示意圖Fig.1 Schemata of vacuum hot bulge forming process of rotor-can
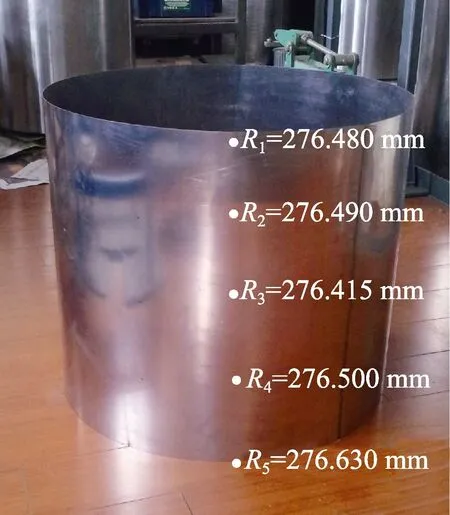
圖2 真空熱脹形前的轉子屏蔽套Fig.2 Rotor-can before vacuum hot bulge forming process
根據熱脹形過程中真空爐、脹形模具及轉子屏蔽套的對稱性,利用有限元軟件MSC.Marc建立了二維軸對稱熱力耦合有限元模型,對轉子屏蔽套的真空熱脹形過程進行計算,模型如圖3所示。模型中脹形模具和轉子屏蔽套的材料分別為1Cr18Ni9Ti不銹鋼和Hastelloy C276合金。Hastelloy C276為單相奧氏體組織,且存在較多孿晶,其初始組織如圖4所示。脹形模具高為500 mm,外半徑為276.875 mm,厚度為20 mm,屏蔽套尺寸參數如圖2所示,并以四次多項式對5個測量點的軸向位置與半徑進行擬合:

式中:R(x)為屏蔽套對應位置的半徑;x為屏蔽套軸向坐標;A,B,C,D,E為待定系數,帶入各點后求得,A=-7.2338×10-11,B=7.5714×10-8,C=-2.2918×10-5,D=1.8681×10-3,E=276.48。
脹形模具和屏蔽套的初始溫度均為20 ℃。在脹形過程中,脹形模具和屏蔽套被鉬加熱單元加熱,熱脹形過程中鉬加熱單元的溫度如圖5所示。由于爐內真空,鉬加熱單元與脹形模具和屏蔽套間通過熱輻射進行換熱。在熱脹形過程中,屏蔽套及脹形模具豎直放置于真空熱處理爐內,相當于一端固定,因此,在模型中屏蔽套及脹形模具左端節點設置為x方向位移為0。模型中的單元類型均為軸對稱四節點四邊形單元,共存在4930個單元,9322個節點。
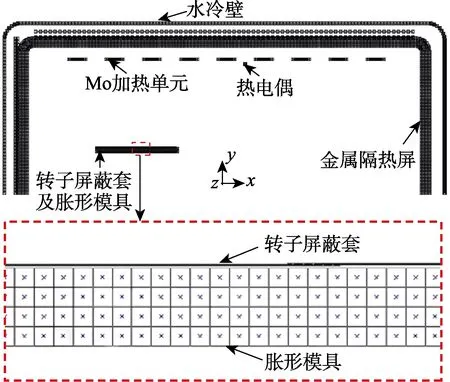
圖3 轉子屏蔽套真空熱脹形過程有限元模型Fig.3 Finite element model of vacuum hot bulge forming process of rotor-can
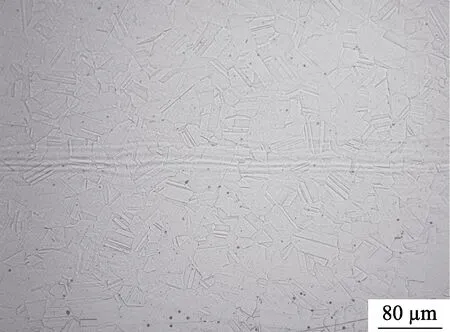
圖4 脹形前Hastelloy C276合金初始組織Fig.4 Microstructure of Hastelloy C276 before vacuum hot bulge forming process
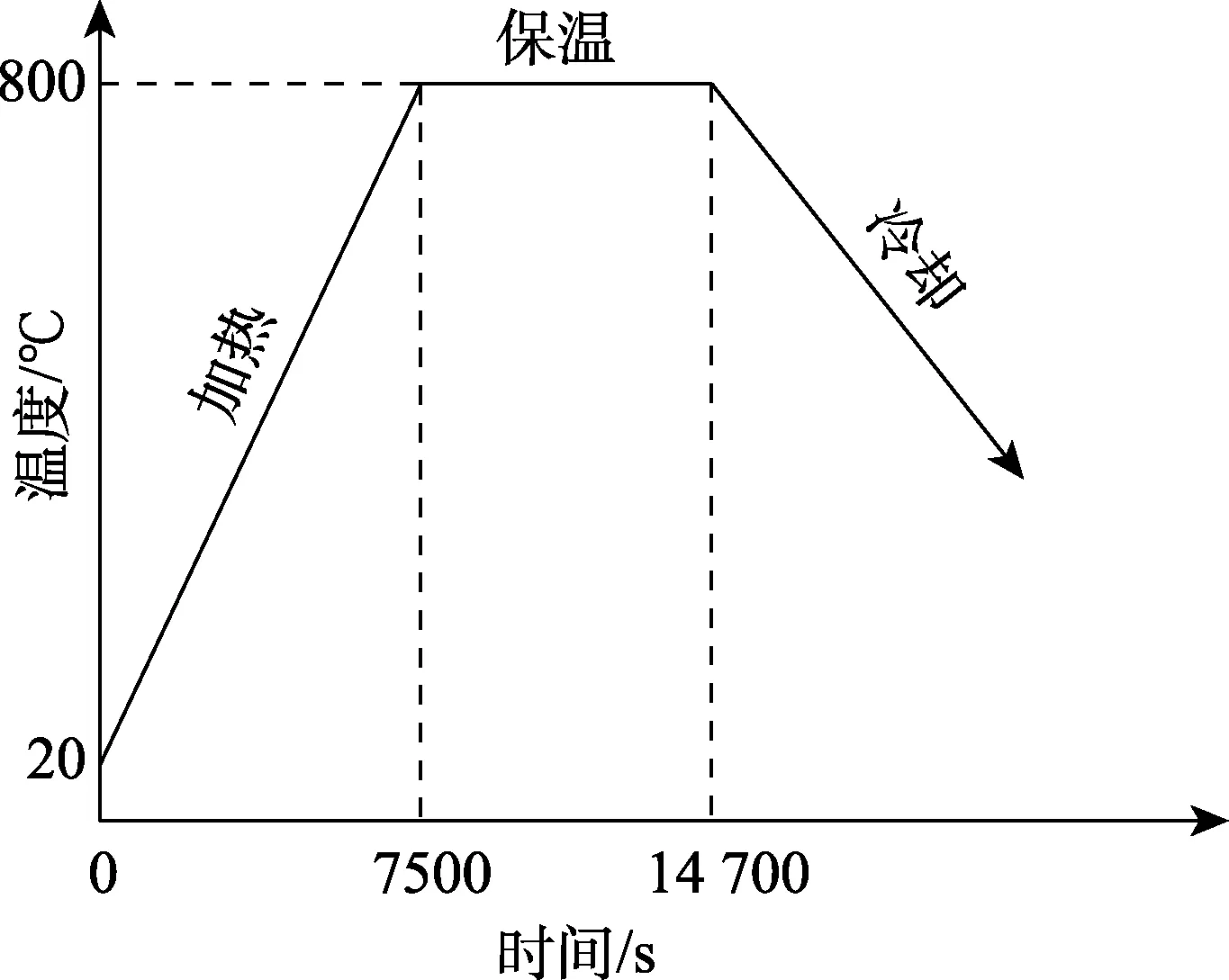
圖5 熱脹形過程工藝曲線Fig.5 Procedure of vacuum hot bulge forming process
2 模擬結果與分析
熱脹形不同階段屏蔽套上的應變分布如圖6所示。熱脹形開始后,隨著溫度的升高,脹形模具和屏蔽套共同受熱膨脹。由于模具熱膨脹系數較大,膨脹較快,在加熱過程中脹形模具逐漸與屏蔽套發生接觸,屏蔽套產生彈性應變。隨著溫度升高,屏蔽套變形增加,同時,由于高溫軟化作用,屏蔽套的屈服強度降低,屏蔽套開始發生塑性變形。保溫階段開始時屏蔽套上的應變分布如圖6a所示,可知,保溫階段開始時,屏蔽套上各位置的彈性應變均為1.21×10-3,塑性應變在2×10-4~1×10-3,且屏蔽套內徑較小的位置由于更早與脹形模具發生接觸,變形量更大,發生的塑性變形也更大,在此時屏蔽套上幾乎沒有蠕變應變。在熱脹形保溫階段,在高溫和應力的共同作用下,屏蔽套發生蠕變變形,彈性應變逐漸轉化為蠕變應變。熱脹形保溫階段結束后,屏蔽套上的彈性應變減小至 6.2×10-4,蠕變應變增加至 6.4×10-4,蠕變應變的增加量基本等于彈性應變的減少量,在保溫階段塑性應變基本沒有變化,如圖6b所示。保溫階段結束后,脹形模具和屏蔽套冷卻收縮,屏蔽套與脹形模具分離。圖6c為熱脹形結束后屏蔽套上的應變分布情況,可以看出,脹形結束后,屏蔽套上的彈性應變全部釋放,熱脹形過程中產生的塑性應變與蠕變應變保留了下來,從而達到了脹形的目的。同時,由于在脹形過程中屏蔽套內徑較小位置脹形量較大,因此熱脹形工藝可以有效對屏蔽套上的形狀缺陷進行治理。
圖7為熱脹形前后屏蔽套內徑分布情況,可以看出,屏蔽套初始內徑較小的位置脹形量較大,初始內徑較大的位置脹形量較小,因此熱脹形后屏蔽套內徑分布均勻性明顯提高。熱脹形后,屏蔽套的內徑在276.879~276.883 mm,在工藝要求的(276.875± 0.038)mm范圍內。由此可知,熱脹形工藝可以對屏蔽套的尺寸及形狀精度有效進行治理。
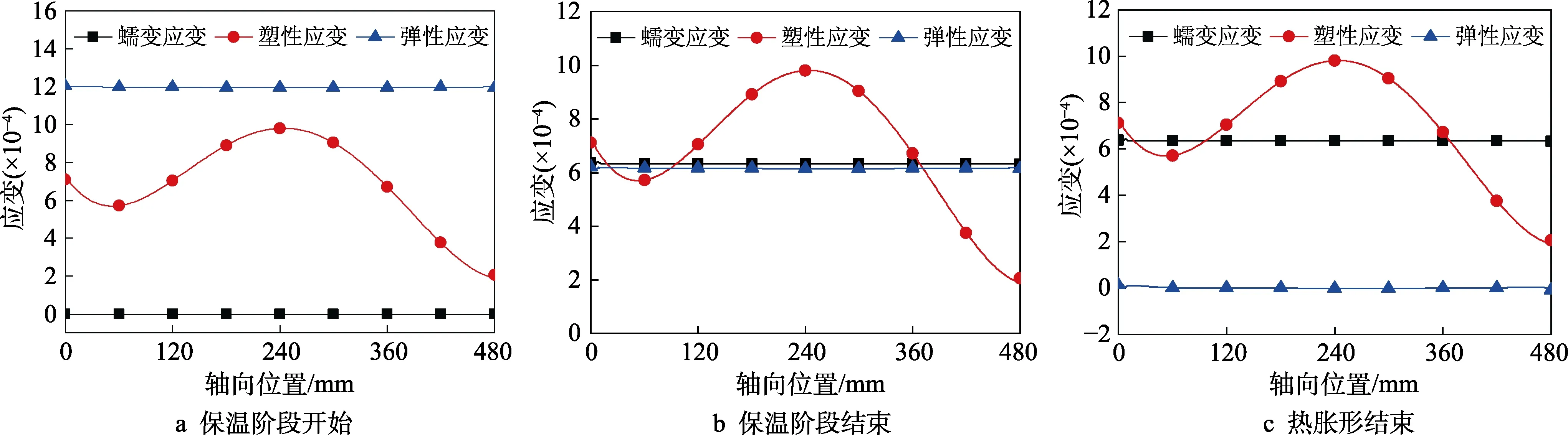
圖6 熱脹形過程中屏蔽套上的應變分布Fig.6 Strain distributions on rotor-can during vacuum hot bulge forming process
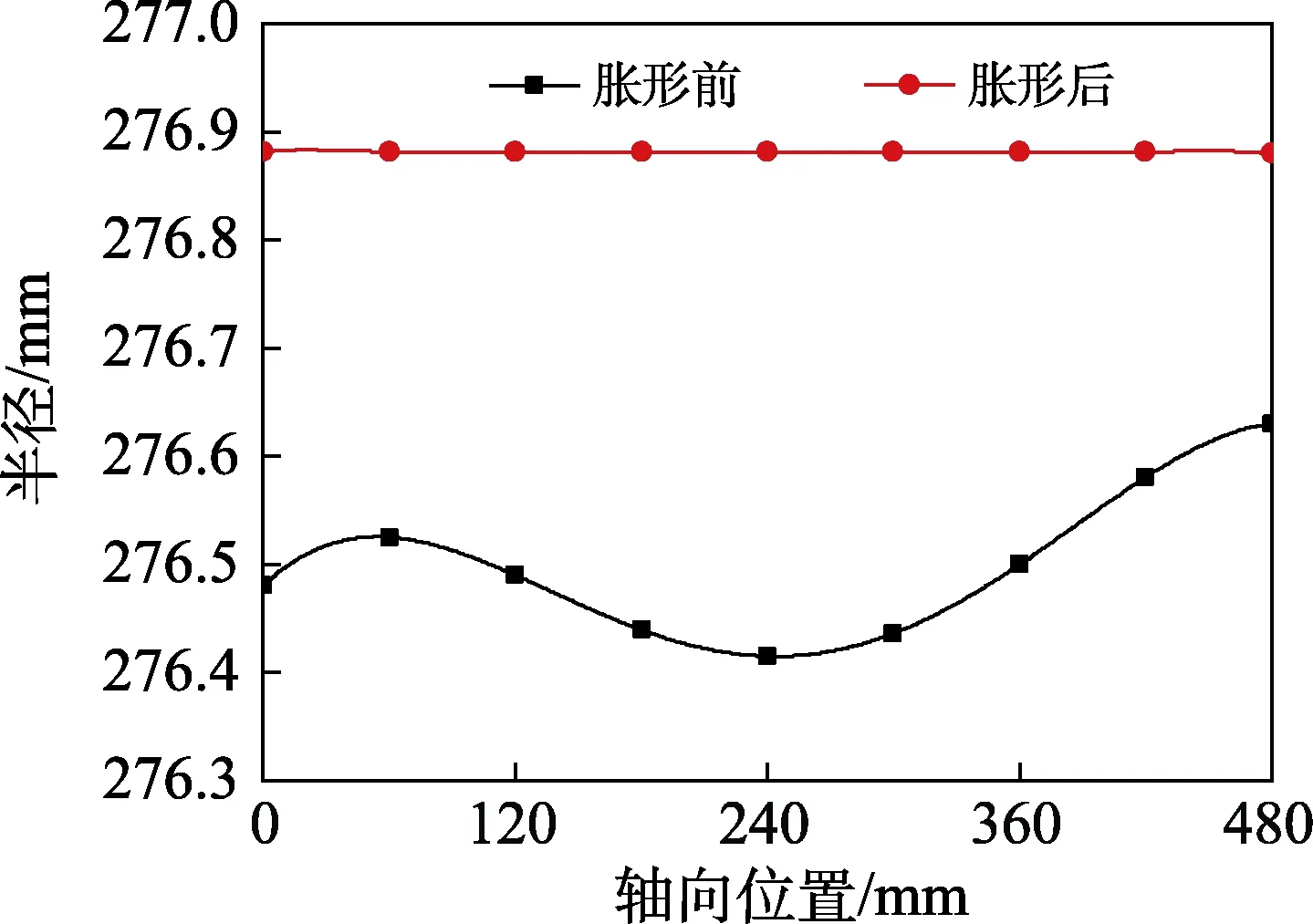
圖7 熱脹形前后屏蔽套內徑分布Fig.7 Radius distribution on rotor-can before and after vacuum hot bulge forming process
3 屏蔽套熱脹形及熱套裝實驗
為驗證轉子屏蔽套真空熱脹形有限元模型的準確性,對屏蔽套進行了真空熱脹形實驗。實驗所用脹形模具由1Cr18Ni9Ti不銹鋼經精密加工制得,其高為500 mm,外半徑為276.875 mm,屏蔽套由Hastelloy C276合金經剪裁、滾圓、焊接制得,高為480 mm,厚度為0.5 mm,實驗前從上至下等距取5個測量點以此測量屏蔽套外徑,進而得到屏蔽套半徑。
真空熱脹形實驗時,首先將屏蔽套套在脹形模具外側,并將套有屏蔽套的脹形模具放入井式真空爐中,關閉爐門,將屏蔽套和脹形模具加熱至800 ℃并保溫3 h,使屏蔽套發生蠕變變形,之后降溫,屏蔽套和脹形模具收縮分離,脹形完成。熱脹形實驗前后的屏蔽套如圖8所示,可以看出,熱脹形后屏蔽套的內徑略有增加,且圓整度有所提高。脹形實驗后再次測量了屏蔽套五測量點的內徑,并將測量結果與模擬結果進行了對比,如圖9所示,可以看出,熱脹形后模擬結果與實驗結果符合較好,說明文中所建立的有限元模型可以對核主泵轉子屏蔽套的真空熱脹形過程有效進行預測。
利用自主搭建的實驗平臺對熱脹形后的屏蔽套進行了熱套裝試驗,如圖10所示。為減慢屏蔽套降溫速度,延長套裝時間,在屏蔽套外側設置了保溫層。采用了吊裝轉子的方式進行熱套裝,試驗開始時,將屏蔽套置于井式爐中,并加熱至套裝溫度,之后打開爐門,通過吊裝機構將轉子插入屏蔽套中,轉子的插入需要在15 s內完成[5],待屏蔽套冷卻,收縮套裝在轉子上后,通過吊裝機構將轉子與屏蔽套共同吊出,套裝完成。熱套裝后的轉子及屏蔽套如圖11所示,可以看出,熱脹形后的轉子屏蔽套完全套裝在了轉子上,且屏蔽套與轉子間貼合良好,說明經熱脹形工藝矯形后的轉子屏蔽套可以用于熱套裝。
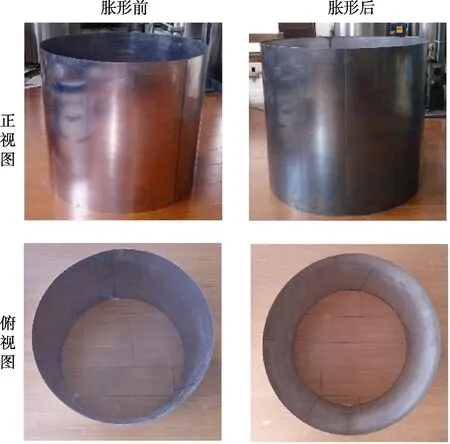
圖8 熱脹形實驗前后的屏蔽套Fig.8 Rotor-can before and after vacuum hot bulge forming process

圖9 屏蔽套內徑模擬及實驗結果Fig.9 Simulation and experimental results of inner radius of rotor-can

圖10 轉子屏蔽套熱套裝實驗平臺Fig.10 Shrink fitting experimental apparatus of rotor-can

圖11 熱套裝實驗后的轉子及屏蔽套Fig.11 Rotor-can and rotor after shrink fitting
4 結語
研究了Hastelloy C276合金薄壁屏蔽套的真空熱脹形過程,利用有限元軟件MSC.Marc建立了屏蔽套熱脹形過程的有限元模型,模型中屏蔽套的尺寸為實際測量所得,模擬了此轉子屏蔽套的熱脹形過程,并計算得到了脹形過程中屏蔽套上的溫度場、應力場、應變場,得到結論如下。
1)熱脹形工藝通過使屏蔽套發生塑性變形和蠕變變形,實現了對屏蔽套尺寸及形狀的精確控制,其中,塑性變形是熱脹形工藝可以對屏蔽套上的形狀缺陷進行治理的原因。
2)對有缺陷的轉子屏蔽套進行了真空熱脹形實驗,測量了脹形前后屏蔽套的內徑變化,并將測量結果與模擬結果進行了對比,結果表明模擬結果與實驗結果符合良好,從而證明了轉子屏蔽套真空熱脹形有限元模型的可靠性。
3)對脹形后的屏蔽套進行了熱套裝實驗,實驗后屏蔽套完全套裝在了轉子上,說明經熱脹形工藝矯形后的屏蔽套可以有效保證后續的熱套裝質量。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24