SCR連鑄連軋生產線在線稱重系統研究與應用
2021-02-10 03:08:00丁波
銅業工程 2021年6期
丁 波
(江西銅業加工事業部,江西 貴溪 335424)
1 引言
隨著我國工業的快速發展,低氧光亮銅桿被作為電磁線、微細線、超微細線、鍍層線,廣泛應用于計算機、通訊、交通等領域,對銅桿的質量提出了越來越高的要求[1]。目前,低氧光亮銅桿的生產方法主要是連鑄連軋法,美國南線公司的SCR銅桿連鑄連軋生產線在我國是應用最多、最普遍的生產線。近年來,國內外許多學者對SCR連鑄連軋生產線都進行了深入的研究。劉洋等[2]研究了SCR連鑄連軋銅桿表面銅粉形成機理,并提出了質量控制。楊紅軍等[3]對SCR連鑄連軋銅桿生產線鑄造水處理技術進行了研究。
SCR連鑄連軋光亮銅桿質量在不斷的提升,但是隨著市場的競爭不斷加劇,成本、生產效率也提出了更高的要求。連鑄連軋生產線產能大、效率高,以SCR3000為例,產能600t/d,按照銅桿的包裝要求約4t/拖,每件銅桿計量需要皮重、毛重計量,為了提高計量的準確性和工作效率,銅桿的稱重計量是當前的一個較為突出的問題。目前,國內外也相繼有相關行業研究了在線稱重、校準的工作。羅伏隆[4]探討了電子皮帶秤在線校驗工作。劉洋等[5]研究了付油計量裝置在線檢定方法并對影響因素進行了分析。董志剛等[6]介紹了石油專用管在線稱重測長噴標設備。
本文以JT連鑄連軋公司的SCR3000生產線為研究對象,結合SCR銅桿連鑄連軋生產線產品稱重計量實踐,研究SCR銅桿連鑄連軋生產線稱重計量磅差產生的原因,以及稱重故障的影響因素,探討生產線稱重系統的控制方法,設計在線稱重系統。
2 SCR連鑄連軋生產線及銅桿稱重工況
SCR連鑄連軋生產線工藝流程如圖1所示,由豎爐、流槽、保溫爐、鑄機、中間包、鑄坯制備機、軋機、桿材清洗通道、集線組成。工藝流程長,自動化程度高,每件銅桿約4t,為了運輸均需要底部使用木質托盤,并使用塑料薄膜包裝,采用鋼帶緊固的方式進行包裝,包裝工序是整個生產線較為復雜、勞動強度較大的工序之一。
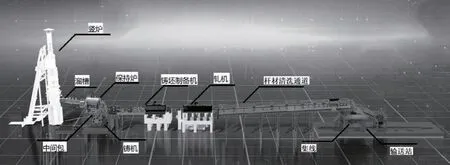
圖1 SCR生產線工藝流程圖
SCR3000連鑄連軋生產線產品稱重流程示意圖如圖2,SCR生產線卷曲收線、稱重系統由5位(1-5#分別獨立控制)輸送站組成,正常生產時,鐵托盤和木架是通過叉車叉運到1#輸送站進行一次稱重,再通過軌道輸送至2#站開始卷曲收線,收滿一卷銅桿成品(4t)后到3#站進行二次稱重(二次稱重數據相減為產品重量),之后在4#站打包,5#站叉車運走。一次稱重時,因1#輸送站會與叉車直接接觸,叉運過程中鐵托盤會撞擊到輸送站邊框上造成劇烈震動,影響稱重傳感器的穩定數據,同時傳感器與支撐座之間有時會出現錯位,需人工鐵桿翹動秤體復位,造成稱重數據誤差。
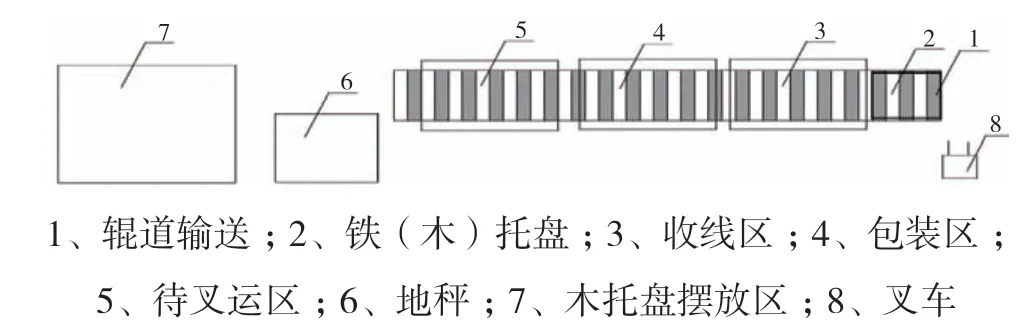
圖2 稱重流程示意圖
隨著企業市場競爭的日益加劇,對產品的質量要求越來越高,其中產品磅差問題是導致客戶的投訴和退貨的重要原因之一,不及時解決將嚴重影響企業信譽、成本。同時也可能造成企業自身的原料損失。在國內SCR銅桿生產線產能飽和的情況下,嚴控生產過程中的各個環節,才能在質量和成本方面取得領先優勢,減少因磅差原因引起的投訴,控制企業自身的原料損失也是其中重要一環。SCR3000連鑄連軋生產線稱重系統自2003年投產以來一直存在稱重故障(包括磅差投訴),僅2019年因稱重系統設備故障引起的磅差投訴達到5起。
3 在線稱重系統研究與設計
SCR生產線在線稱重系統運行主要步驟包括,產品上秤→稱重傳感器→穩定信號→控制器→儀表 數據總線→PLC→服務器→打印標簽。最大穩重范圍為5t,分度值為1KG,精度為OIMLⅢ級。在線稱重系統采用5位輸送站獨立控制,過程中將鐵盤和木托盤直接叉運在1#站,叉車與1#站接觸,影響稱重系統的穩定性。為了減少直接接觸,提高穩定性,在1#輸送站的前面增加0#輸送站,改造成6位輸送站,鐵托盤和木架由叉車叉運到0#輸送站,通過軌道輸送到1#輸送站上再進行一次稱重,避免叉車對輸送站撞擊影響,保證上傳信號穩定、重量數據準確。
運用西門編程軟件在PLC的FB30-135程序段里新增了I55.4,如圖3,前進按鈕按下,I55.4導通,Q5.0得電,1#站前進。
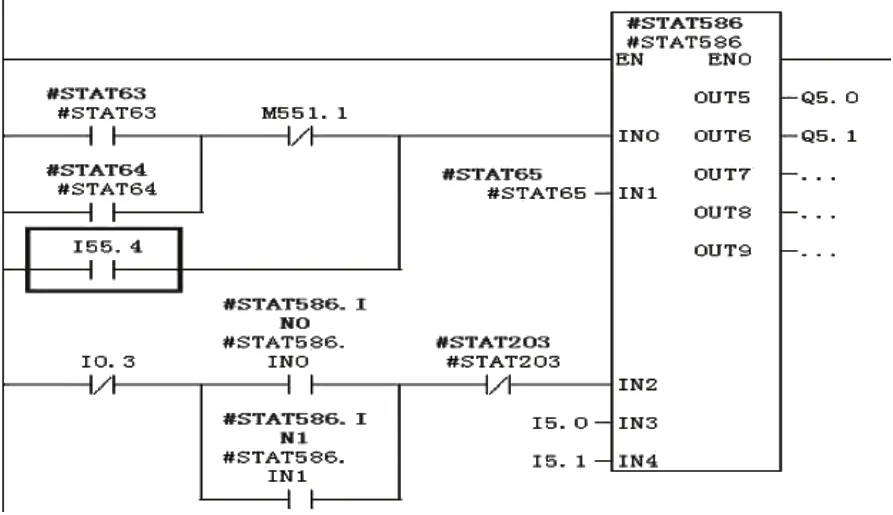
圖3 新增I55.4控制電氣圖
在PLC的FB30-133程序段里新增了I55.5,如圖4,當出現意外情況需要將托盤從1#站倒退回0#站時,按后退鈕,I55.5導通,Q5.1得電,1#站后退。
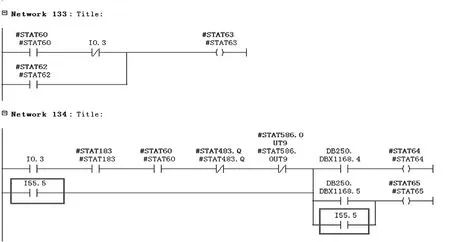
圖4 新增I55.5控制電氣圖
在PLC的FB30新增程序段26里新增了延時模塊,如圖5,當托盤到達1#站,被光電開關檢測到,延時1秒Q53.4停止輸出,1#站停止工作。同時新增了0#站控制,電路如圖6。

圖5 新增延時模塊電氣圖

圖6 新增0#站控制電氣圖
在自動狀態下,按“自動運行按鈕”,0#站和1#站啟動,托盤運行至1#站光電開關處停止;當出現異常情況時,可將旋鈕開關轉到手動狀態,按下“手動前進按鈕”0#站和1#站前進,松開按鈕停止,按下“手動后退按鈕”0#站和1#站后退,松開按鈕停止。
4 結 論
(1)創新設計了SCR連鑄連軋生產線在線稱重系統,通過系統控制,降低了稱重的誤差,徹底解決了因在1#站一次稱重時數據不穩定的問題。
(2)在線稱重系統全面應用后,SCR3000連鑄連軋生產線從2020年1月至2021年11月未出現稱重系統設備故障(包括引起磅差投訴)。
(3)對美國南線SCR連鑄連軋生產線在線稱重系統有良好的應用價值,為在線稱重系統技術在行業內應用推廣、創新,提供可借鑒、參考的成功典型案例。
猜你喜歡
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
