后機罩成形工藝與二次拉深模設計
2021-02-15 12:57:00李用,符坤,徐梁,丁家
模具工業 2021年12期
關鍵詞:工藝
李 用,符 坤,徐 梁,丁 家
(四川成飛集成科技股份有限公司,四川 成都 610091)
0 引言
后機罩如圖1所示,材料為DC06,料厚1.0 mm,零件的外形尺寸大,尤其是法蘭高度差特別大,三面側壁均有凹槽,零件四周搭接邊不允許有毛刺,裝配面匹配精度高,外觀面不能有拉傷,生產方式為手動。如果采用單工序模生產,需要落料、拉深、修邊沖孔、側修邊沖孔、側翻邊整形、側成形6副模具和6臺設備,為了降低模具開發成本,提高材料利用率,采用1模2件5工序進行生產,降低模具結構制造難度,提高生產效率。
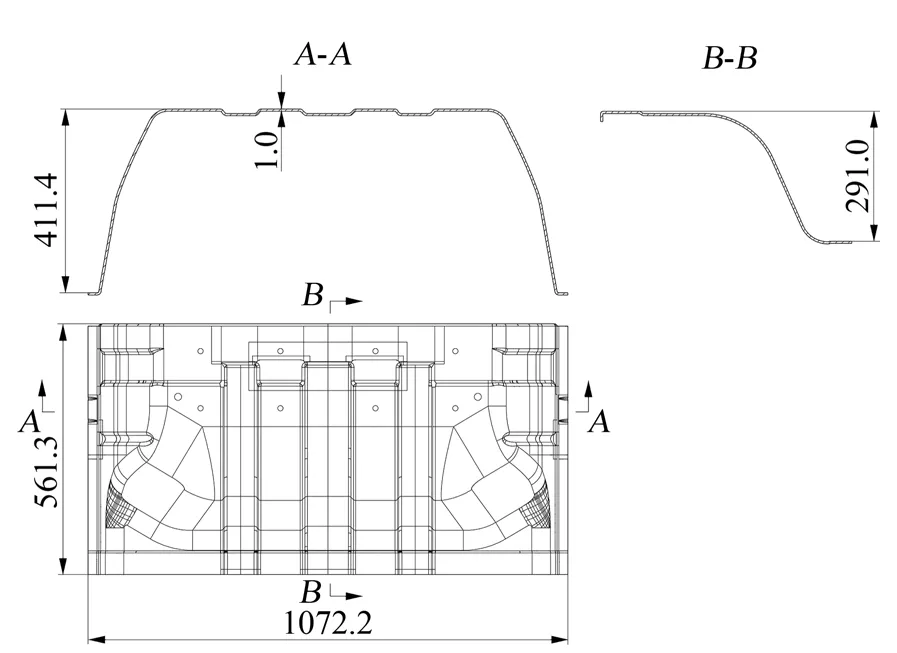
圖1 后機罩
1 沖壓工藝分析
為了保證零件成形尺寸精度與表面質量,面對零件深度深、法蘭高度落差大、成形困難的特點,考慮側面凹槽部分拉深后再整形,凹槽特征輪線不光順的因素采用1模2件對稱拉深工藝,將相同零件旋轉180°拼結成形,對于拉深深度深的零件,能更好地控制板料流動,穩定成形,且模具對稱受力可相互抵消。經過分析,一次拉深不能完全實現零件的成形,第一次拉深到B-B剖面中第1個臺階,剩余高度通過修邊釋放部分應力后再次拉深達到零件深度,這樣拉深與成形均可控制,由于2次成形方向不變,可保證側面凹槽成形品質,有效控制零件表面質量,通過成形軟件分析,該工藝方案設計思路可行,確定其加工工藝為第一次拉深、修邊沖孔、第二次拉深、修邊、翻邊側翻邊,具體沖壓工藝方案如圖2所示。

圖2 沖壓工藝方案
成形過程中,第二次拉深成形不僅要實現零件成形深度,還要保證零件成形后側面凹槽特征輪線一致性與成形表面質量,所以第二次拉深模的設計至關重要,以下介紹第二次拉深模的結構及其運動關系。
2 第二次拉深模結構
根據沖壓工藝要求,既要控制成形零件質量又要控制模具制造成本,第二次拉深模結構設計如圖3所示,下模由凸模12、壓邊圈10、下模座8組成,上模由壓料器3、成形鑲件2和整形鑲件5、上模座1組成。壓邊圈10由氣墊頂桿17提供壓力源,壓料器3由氮氣彈簧4提供壓力源,模具采用導板6、7導向。由于第二次拉深時零件法蘭邊在壓邊圈10上,壓邊圈10需要壓實墊塊11,為了方便調整成形過程中板料流動量需要在壓邊圈10上設計平衡塊9。由于設備的限制,氣墊頂桿不具備鎖死功能,應防止氣墊頂桿17在模具閉合鎖死情況下開模,造成成形零件損壞風險。在壓邊圈10與壓料器3之間設計了一個由氣缸14控制移動的支撐滑塊18,支撐滑塊18保證開模時壓料器3延時松開,保證零件成形時不會被損壞。

圖3 第二次拉深模結構
3 第二次拉深模的工作過程
壓邊圈10在氣墊頂桿17的作用下運動一個工作行程S(見圖3(a)),將工序件放在凸模12上型面定位,當滑塊及上模一起下行時,壓料器3接觸板料前,位置接觸傳感器給機床供氣裝置提供電信號,供氣裝置開始供氣,裝在壓邊圈10上的4個支撐滑塊18在氣缸14的拉力作用下后退,此時支撐滑塊18縮回到壓料器3外側,滑塊繼續下行。當壓料器3與工序件開始接觸時,上模氮氣彈簧4開始壓縮,在平衡塊9和成形鑲件2與壓邊圈10接觸后,壓住工序件一起下行,下行到壓料器3行程的一半后,位置接觸傳感器傳給機床系統一個反向供氣的信號,在氣缸14推力作用下推動支撐滑塊18前進。在滑塊下行過程中,壓料器3與壓邊圈10之間的距離h1逐漸由小變大,在下止點前兩者之間的距離h1均小于支撐滑塊18的高度h,所以支撐滑塊18受到壓料器3凸臺阻擋,行程受到限制,此時氣缸14在機床供氣作用下一直充氣保壓,隨時等待高度空間需要而前移。當上模座1隨著滑塊下行達到下止點完成第二次拉深時,壓料器3與壓邊圈10之間的距離達到最大(h+0.1)mm,此時在氣缸14推力作用下將支撐滑塊18推到支撐點,如圖3所示。當滑塊開始上行時,由于機床不能在下止點將氣墊頂桿17鎖死,氣墊頂桿17隨著慣性將壓邊圈10頂起(此時壓料器3仍然壓住零件)。如果沒有支撐滑塊18支撐壓料器3,零件此時會隨著滑塊上行而損壞,由于設計了氣缸14推動的支撐滑塊18,在氣墊頂桿17作用下將壓料器3與壓邊圈10整體舉起,克服壓料器3的重力與壓料力,將壓邊圈10、零件、壓料器3一起托起,直到壓邊圈10行程完成,壓邊圈10、零件才停止向上運動。隨著滑塊不斷上行,壓料器3開始向下運動,待行程完成后停止,而后與上模座1一起向上運動,直到機床滑塊和上模座1運動到機床初始位置,此時狀態如圖3(b)所示,如此完成一個沖程,實現一次沖壓。
4 結束語
第二次拉深模的設計采用了延時機構,其設計合理,動作準確可靠,在不用延時氮氣彈簧的情況下也能起到延時作用,滿足生產需要,保證了零件成形質量,可以降低模具開發和后期維護的成本。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
