關于加氫裂化裝置摻煉催化裂化柴油的幾點思考
2021-02-21 03:16:52朱思華
新視線·建筑與電力 2021年7期
關鍵詞:催化裂化
朱思華
摘要:催化裂化(FCC)柴油性質較差,通常具有密度高、硫和氮等雜質含量高、烯烴和芳烴含量高、十六烷值低、膠質含量高、儲存安定性差等特點。在我國,催化裂化柴油主要用于柴油成品油的調和組分。基于此,本文對加氫裂化裝置摻煉催化裂化柴油進行了重點分析。
關鍵詞:加氫裂化裝置;摻煉;催化裂化;柴油
中國石油大港石化公司重油催化裂化裝置中的重柴油含有較多雜原子化合物、烯烴和芳烴,顏色較深,安定性較差,特別是十六烷值低。隨著重油催化裂化原料中重質組分的逐步提高,催化裂化重柴油的質量下降問題尤為突出。在煉化企業降低柴汽比的環境下,如何充分提高催化裂化柴油的附加值已成為煉化企業亟待解決的問題。當前常用的方法是將催化柴油與加氫裂化工藝摻煉,將催化柴油轉化為符合國家標準的燃料產品。
一、催化裂化概述
催化裂化是石油煉制過程之一,是在熱和催化劑作用下使重質油發生裂化反應,轉變為裂化氣、汽油和柴油等過程。催化裂化技術由法國E.J.胡德利研究成功,于1936年由美國索康尼真空油公司和太陽石油公司合作實現工業化,當時采用固定床反應器,反應和催化劑再生交替進行。由于高壓縮比的汽油發動機需較高辛烷值汽油,催化裂化向移動床及流化床方向發展。移動床催化裂化因設備復雜逐漸被淘汰;流化床催化裂化設備簡單、處理能力大、易操作,得到較大發展。60年代,出現分子篩催化劑,因其活性高,裂化反應改在一個管式反應器中進行,稱為提升管催化裂化。
與按自由基反應機理進行的熱裂化不同,催化裂化是按碳正離子機理進行,催化劑促進了裂化、異構化和芳構化反應,裂化產物比熱裂化具有更高經濟價值,氣體中C3和C4較多,異構物多;汽油中異構烴多,二烯烴少,芳烴多。其主要反應:①分解,使重質烴轉變為輕質烴;②異構化;③氫轉移;④芳構化;⑤縮合反應、生焦反應。異構化和芳構化使低辛烷值的直鏈烴轉變為高辛烷值的異構烴和芳烴。
二、加氫裂化裝置概況
某公司在加氫裂化裝置運行過程中,為了提高我國柴油質量,提升柴油純度,減少柴油使用中的污染排放,需對加氫裂化裝置工藝進行了不斷改進。加氫裂化裝置的技術特點是:該裝置由反應、分餾、吸收穩定、液化氣及低分氣脫硫等四部分組成;在反應部分,采用雙劑串聯一次通過、冷熱高低分加氫裂化工藝流程;分餾部分采用硫化氫汽提塔+常壓塔方案;吸收穩定部分采用重質石腦油作為吸收劑;脫硫部分采用甲基二乙醇胺(MDEA)作為脫硫劑,對液化氣及低分氣脫硫的方案。此外,該裝置是以減壓蠟油為基本原料設計并投產,目的是最大限度地提高柴油產量及質量。并且還可生產液化氣和尾油等,但生產和提煉仍以柴油為主。
三、加氫裂化摻煉劣質柴油的要點
根據一些研究人員的調查和生產人員的反應,大港原油雖是提取柴油的主要原料,在生產中占有重要地位,但卻具有氮含量高的特點。一些學者在該領域的研究中指出,進料結構組成將直接影響加氫裂化裝置的運行效果,若進料結構發生變化,如原料氮含量增加,則裂化過程中的溫度也需要提高到一定程度,溫度具體提高多少,取決于原料中氮含量的增加量。若氮含量增加較少,則裂化溫度的增加幅度也較小。若氮含量增加較多,則裂化溫度也需有更高的提升。但仍會有一個特定的溫度范圍值作為限制,以確保柴油的摻煉能順利進行,一般來說,該溫度范圍值設置為360~389℃,這樣能很好地保證摻煉工序的順利進行。
催重柴油中不飽和烴的加氫不僅受空氣動力學的影響,還受熱力學平衡的影響。因此,有必要在摻煉過程中積極尋找平衡點。此外,在加氫裂化條件下,由于生產需要或工藝制作技術的限制,部分催化重柴油會轉化為干氣和液化氣等,從而在一定程度上影響摻煉質量,這是生產人員在生產中需注意的地方,應合理考慮這一因素。
四、加氫裂化摻煉催重柴的具體情況
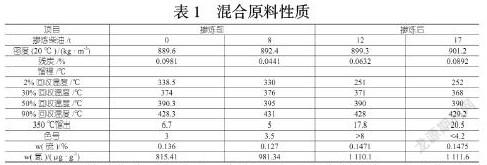
在柴油摻煉過程中,該公司需將加氫裂化裝置溫度控制在365℃進行具體工作,將溫度控制在合理范圍內,以免溫度過高,否則在生產過程中就會出現相應的問題。同樣,溫度不能太低,否則會影響正常的柴油摻煉。在整個生產過程中,應密切考察摻煉,并重點關注裝置運行是否正常、生產的產品質量是否合格等。另外,在生產過程中,生產人員需設置好參數,才能真正保證摻煉工作的正常開展。為規范生產人員正常生產,合理摻煉柴油,確保柴油質量合格,有效減少柴油使用后的排放污染,以下簡要介紹參數設置和摻煉中產品性能變化等內容。
從表1中硫含量、氮含量與原料持續增加的關系來看,隨著原料投入量的不斷增加,氮含量也會有一定程度的增加。為有效摻煉柴油,有必要提高加氫裂化摻煉柴油的溫度。
整個產品的分布發生了變化,例如,輕石腦油存在著一定變化,輕石腦油從99變為112,重石腦油從330變為327,含量有一定降低。從新氫角度來看,從55變為59,結合這些物料的構分變化,表明柴油組分在摻煉過程中不斷增加,致使大部分催重柴油在整個加氫裂化過程中都進行了加氫飽和反應,因此很好的發揮了該裝置作用,提高了柴油生產質量。從相應副產品來看,副反應轉化為相應的較輕產品,二者結合后,投入原料的收率也有一定程度的提高。
五、加氫裂化摻煉柴油要點
從加氫裂化摻煉柴油的全過程來看,加氫裂化裝置的溫度控制是一項重要內容,生產人員要積極控制裝置溫度,合理調控裝置溫度,只有做好溫度調控,才能進行下一階段的生產,才能有效保證裝置在生產過程中的安全性。
摻煉催重柴油后,由于催重柴油本身特性,裝置溫度會不斷升高,這會對裝置內部的處理彈性產生一定影響,這種影響往往是不利的,若不能有效解決這一問題,將直接影響整個工藝流程,尤其將直接加重摻煉裝置負擔。此外,原料中含有許多雜質,包括多環芳烴及氮化合物,這將影響整個摻煉過程,為提高柴油質量,生產人員在運用裝置摻煉柴油時必須去除雜質。
六、解決辦法
1、控制摻煉量。由于摻煉催柴后,混合原料的蒸餾過程變短,密度增加,硫、氮等雜質含量增加。若摻煉量過大,則不利于催化劑的長期運行,所以應控制摻煉量。
2、提高精制反應器溫度。摻煉催化柴油后,混合原料中烯烴、硫、氮等雜質含量增加。為了滿足產品的環保及質量要求,避免原料中的氮對裂化催化劑酸性活性中心的影響,應適當提高精制反應器的溫度,以脫除硫、氮等雜質。
3、提高裂化反應器溫度。摻煉催化柴油后,裂化反應溫升逐漸降低,單程轉化率降低,尾油和重石以上組分減少。為保證反應轉化率,需提高裂化段平均反應溫度,以滿足液相收率要求。
總之,隨著社會發展的需要,原油日益劣質化、重質化,環境污染越來越嚴重,清潔能源燃料越來越受到國家的重視。加氫裂化技術是原油深加工生產清潔燃料的重要途徑,因而加氫裂化技術在未來將越來越普遍。催化柴油性質較差,主要是硫氮和雜質含量高、烯烴和芳烴比例大、十六烷值低、儲存安定性差等。因此,加氫裂化摻煉催化柴油技術不但能為裝置適應未來原料的多樣化提供理論參考,而且能為煉廠降低柴汽比、生產符合市場趨勢的清潔燃料提供方向。
參考文獻:
[1]孔健.加氫裂化裝置摻煉催化裂化柴油的探討[J].石油化工技術與經濟,2015(05).
猜你喜歡
電子樂園·下旬刊(2022年5期)2022-05-13 20:42:21
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
石油瀝青(2018年2期)2018-05-19 02:13:23
石油化工建設(2018年6期)2018-04-22 03:16:40
石油化工建設(2017年4期)2017-12-23 06:35:13
當代化工研究(2016年6期)2016-03-20 16:21:37
化工進展(2015年6期)2015-11-13 00:26:37
化工進展(2015年3期)2015-11-11 09:19:35
石油化工應用(2014年2期)2014-03-11 17:38:59