Inconel625全螺旋堆焊管冷彎工藝及常見缺陷的分析及預防
2021-02-21 05:14:38張杰,高敏
工業加熱 2021年12期
張 杰,高 敏
(煙臺國冶冶金水冷設備有限公司,山東 煙臺 265500)
基于Inconel625全螺旋堆焊管在耐磨、抗高溫腐蝕等方面的優異性能,Inconel625全螺旋堆焊管逐步在轉爐煙道、垃圾焚燒余熱鍋爐等領域得到了推廣和應用。考慮到熱彎工藝會導致高溫下合金層接觸鋼制胎膜具致使合金堆焊層稀釋率加大,降低堆焊合金性能,我們采用了冷彎彎管工藝,從彎管設備的選擇,模具、夾塊的設計,以及彎管參數的選擇、回彈量等方面進行綜合考慮和工藝論證,并在我公司出口墨西哥全堆焊爐口段煙道上得到了全面的驗證和應用。
1 Inconel625全螺旋堆焊管在冷彎中存在的問題
Inconel625全螺旋堆焊管是在20 G鋼管表面堆焊一層Inconel625材料,以增加材料的耐高溫、耐磨性、耐腐蝕性等性能,結構形式如圖1所示。
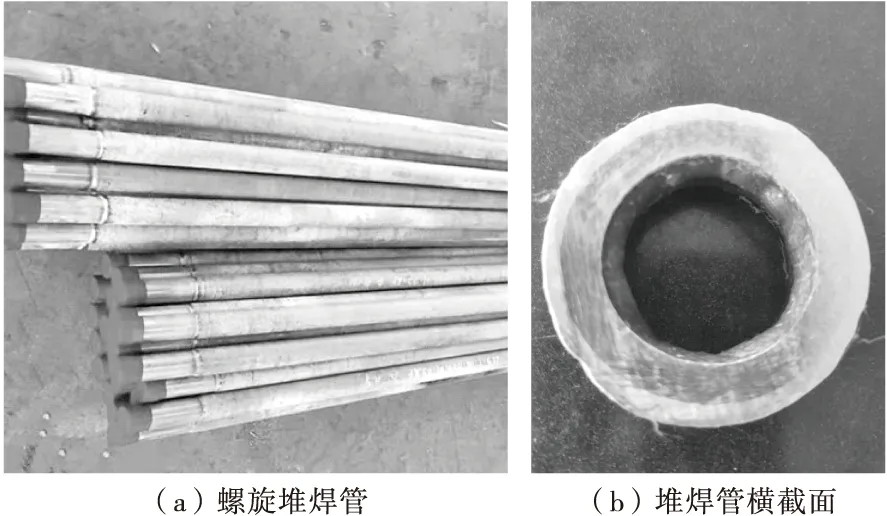
圖1 堆焊管實物圖
Inconel625材料屈服及抗拉強度比20G鋼管高,而隨著屈服強度的增大,材料延展性能會下降,因此螺旋堆焊管在屈強比、硬化指數等影響材料延性指標方面與20G鋼管存在較大差異。
依據TSG11-2020鍋爐安全技術規程以及GB/T16507.5—2013水管鍋爐制造,鍋爐管彎管主要技術指標有:橢圓率、壁厚減薄率、表面質量等。Inconel625螺旋堆焊管彎管中的缺陷主要表現為:圓弧處橢圓度超差;圓弧外側管壁減薄量過大;彎管處存在彎裂以及表面裂紋等。不同的彎曲半徑,缺陷表現的程度也不相同。
2 全螺旋堆焊管的冷彎管工藝
2.1 彎管設備
以Φ38×4.57-20G鋼管,Inconel625堆焊層1.8 mm為例。對比和論證后選用了63 mm頂推型小半徑液壓彎管機。該彎管如圖2所示,機設置了頂推油缸,頂推動作采用液壓位置伺服控制,速度和彎管速度同步,在管子彎曲的同時受軸向壓緊力的作用,可以有效解決應變中性層內移的問題;同時壓塊的壓緊力采用比例減壓閥控制,壓塊能跟隨彎管模的轉動而移動,有利于小彎曲半徑管的彎制。彎制需要的夾塊、模具、圓弧槽、滾輪等需要保證尺寸精度及表面粗糙度(見圖3)。
2.2 彎曲半徑的選擇
采用63 mm頂推型小半徑液壓彎管機,20G鋼管彎曲半徑一般不小于鋼管直徑的1.3~1.5倍;在滿足彎管橢圓率、減薄率及表面質量的前提下,Φ38×4.57-20G鋼管最小彎曲半徑可以達到50 mm。
全螺旋堆焊管由于在20 G鋼管表面堆焊一層1.8 mm厚的Inconel625材料,使材料的屈服強度、延展率等發生較大變化,Inconel625的屈強比、硬化指數均高于20G材料,隨著材料強度的增大,其延展率會減弱。
(1)不同彎曲半徑下彎管外側堆焊層、碳鋼管厚度變化以及碳鋼管的減薄率對比見表1~表3。

表3 70彎曲半徑下彎管外側堆焊層、碳鋼管厚度變化、碳鋼管的減薄率對比
彎曲試樣及厚度檢測方法(數顯游標卡尺、超聲波測厚儀)見圖4:

圖4 彎曲試樣及厚度檢測
(2)彎管外側最小厚度。
依據GB/T16507.5—2013水管鍋爐制造標準,彎管外側最小厚度應滿足:
式中:δa為彎頭外側壁厚,mm;R為平均彎曲半徑,mm;Do為管子公稱外徑,mm。
其中,δmin=δ1+C1
式中:δ1為直管的計算厚度,mm;C1為腐蝕裕量,mm。δ1、C1按GB/T 16507.4的規定取值。
經過計算:螺旋堆焊管彎管外側最小厚度應≥5.43 mm。
(3)不同彎曲半徑下彎管圓度對比。
管材彎曲時,由于中性層外側材料受切向拉應力,中性層內側材料受切向壓應力,且其合力近似指向管橫截面中心,使彎管橫截面圓周方向產生變形和位移,其結果導致彎曲平面內的管徑減小,垂直于彎曲平面的管徑增大,即產生橫截面的畸變,又稱作失圓,常用圓度來衡量截面畸變程度,圓度公式:
式中:Dmax為彎頭頂點上測得的最大外徑,mm;Dmin為在Dmax同一橫截面上測得最小外徑,mm。
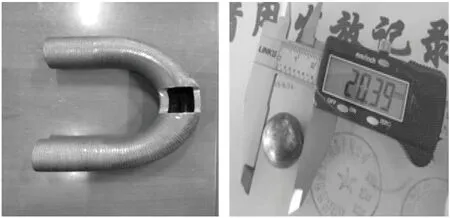
考核標準如下:①成排彎管子圓度≤12%;②其他管子:當R/Do≤1.4時,圓度≤14%;當1.4 不同彎曲半徑下彎管橢圓度對比見表4。 表4 不同彎曲半徑下彎管橢圓度對比 (4)通球實驗。 按照GB/T16307.6—2013水管鍋爐標準,彎管通球直徑按照表5計算,通球直徑為20.3 mm鋼球。彎曲半徑為50、60 mm時,鋼球無法通過測試,而彎曲半徑為70 mm時,鋼球可以順利通過測試。 表5 彎管通球直徑 綜上實驗結果,Φ38Inconel625堆焊管(堆焊層1.8 mm)最小彎曲半徑應大于等于70 mm,即彎曲半徑≥1.68D。這樣可以保證堆焊管彎管的圓度、減薄率、通球實驗等滿足TSG11—2020鍋爐安全技術規程以及GB/T16507—2013水管鍋爐標準要求。 圖5 彎管及通球直徑 管子彎制時,在外力作用下材料產生塑性變形,而材料本身具有一定的彈性,在彎制成型后產生回彈。回彈量將隨著材質、管子直徑、彎曲半徑、壁厚、彎制角度的不同而發生變化。一般情況下,材料屈服強度越大,回彈越大;壁厚越大、彎制角度越大,回彈越大(見表6)。由于Inconel625材料的屈服強度比20 G材料高,螺旋堆焊管的彎曲回彈大大高于20 G鋼管。 表6 彎管回彈角度 根據上述實驗結果,180°螺旋堆焊管彎曲回彈角度選用4.8°(見圖6)。 管子彎曲角度偏差≤±1°。如果彎管不在同一平面,空間夾角為90°時,角度偏差≤±1.5°;空間夾角不為90°時,角度偏差≤±2.0°。角度偏差可以用專用測量尺或平板上放角度樣板與彎管比較測量。 由于Inconel625與20G材料在屈服強度、抗拉強度、延展率等方面存在較大差異,彎制時不同材料之間的塑性變形量存在不同,相比單一材料而言,彎制過程中更易產生表面缺陷,主要表現為彎裂、表面裂紋等。 對50、60、70 mm三種彎曲半徑的試樣進行PT檢測,其中50彎曲半徑的試樣出現彎裂和表面裂紋,60 mm彎曲半徑的試樣出現少量表面裂紋沒有出現彎裂缺陷,70 mm彎曲半徑的試樣沒有發現表面裂紋及彎裂缺陷。 圖7是堆焊管彎制后部件及產品照片。 圖7 堆焊管彎制后成品 通過對Inconel625全螺旋堆焊管冷彎彎管工藝分析以及實驗,最終在產品的彎管工藝參數上選擇了70和80 mm彎曲半徑,并在模具、夾塊的設計上進行了改進和優化,彎管質量不僅達到了TSG11—2020鍋爐安全技術規程以及GB/T16507.5—2013水管鍋爐標準的要求,也滿足了國外客戶的技術要求。 該工藝方案已成功應用到出口墨西哥爐口煙道項目中,這也是世界上首臺套全螺旋堆焊管煙道,目前該煙道已順利安裝和運行,也為后續類似產品的制造提供了依據和參考。

2.3 全螺旋堆焊管彎曲后的回彈分析

2.4 彎曲角度控制
2.5 Inconel625堆焊管彎制后表面缺陷

3 結 論
