GMC-96B 型鋼軌打磨列車減速箱脫齒故障應急處置裝置
2021-02-22 02:38:28趙廣樂牛學信
科技創新與應用 2021年8期
關鍵詞:故障
趙廣樂,牛學信,全 君,易 丹
(1.株洲國創軌道科技有限公司,湖南 株洲412005;2.太原時代軌道工程機械有限公司北京分公司,北京100055)
1 概述
GMC-96B型鋼軌打磨列車(以下簡稱96 頭打磨車)可在運行中對線路上的鋼軌進行磨削,以消除因重載、高速運輸對鋼軌造成的損傷,延長鋼軌使用壽命,保證高速列車平穩安全運行[1]。列車具有區間高速運行和打磨作業運行兩種工作狀態[2]。區間高速運行工況下最高速度100km/h,采用液力傳動,見圖1,減速箱處于脫齒狀態,動力傳動方向為:柴油機→彈性聯軸器→萬向軸→液力傳動箱(充油)→萬向軸→車軸齒輪箱。打磨作業工況下運行速度為3~15km/h,采用液壓傳動,見圖2,動力傳動方向為:柴油機→彈性聯軸器→萬向軸→液力傳動箱(不充油)輸入軸→分動箱→走行泵→馬達→減速箱(合齒)→萬向軸→液力傳動箱(不充油)輸出軸→萬向軸→車軸齒輪箱。
2 96 頭打磨車減速箱脫齒故障簡介
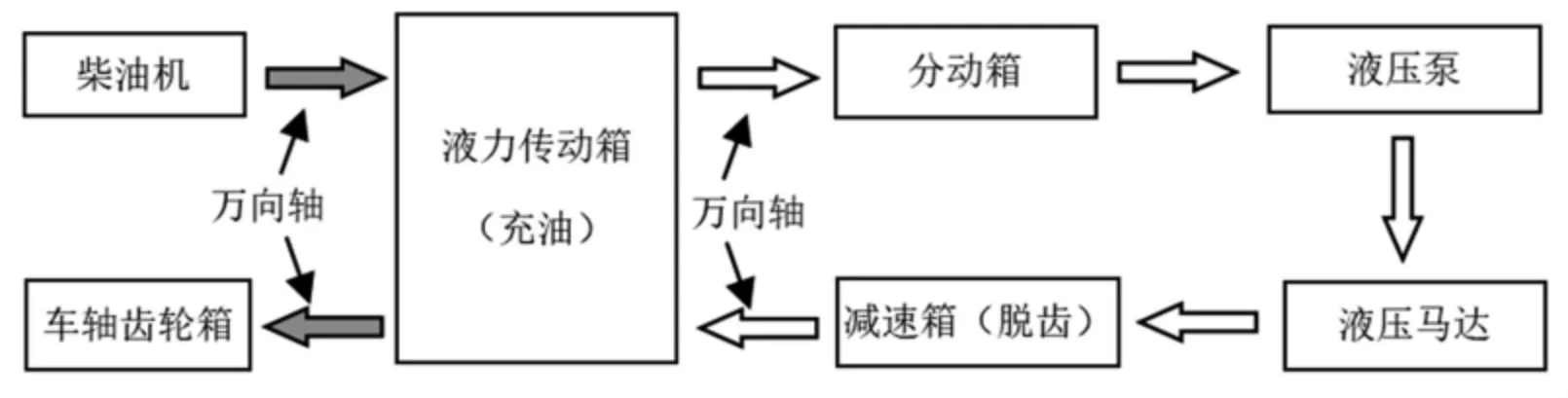
圖1 液力傳動系統(灰色箭頭為動力傳動方向)

圖2 液壓傳動系統(灰色箭頭為動力傳動方向)
GMC-96B型鋼軌打磨列車減速箱設置氣動齒式離合裝置控制減速箱脫合齒狀態。列車在進行減速箱脫齒操作時,由于電氣或機械故障可能會出現顯示屏顯示脫齒成功,但實際離合器未成功脫開的減速箱脫齒故障。此時如果啟動列車并進入自運行或連掛運行狀態,會導致馬達跟隨液力箱反轉。由于馬達的最高允許轉速較低,傳動箱拖動馬達旋轉轉速超過其最大轉速,將會造成馬達反拖損壞。為此,列車增加了報警功能,當列車處于高速運行工況下,馬達轉速超過設定值時將進行聲光報警,收到報警信號后,必須停車檢查。如果檢查確定發生減速箱機械脫齒故障,必須斷開減速箱-傳動箱間萬向軸,減速箱無輸入轉速即可防止馬達反拖。此處萬向軸位于列車下方,法蘭直徑為285mm,長度為1045mm,重量約180kg,將萬向軸拆卸并轉運至車上方可行車離開故障現場,耗時長、人工工作難度大、作業量大。為了便于拆卸萬向軸,斷開其與傳動箱法蘭的接觸,設計了應急工裝,便于操作,省時省力。
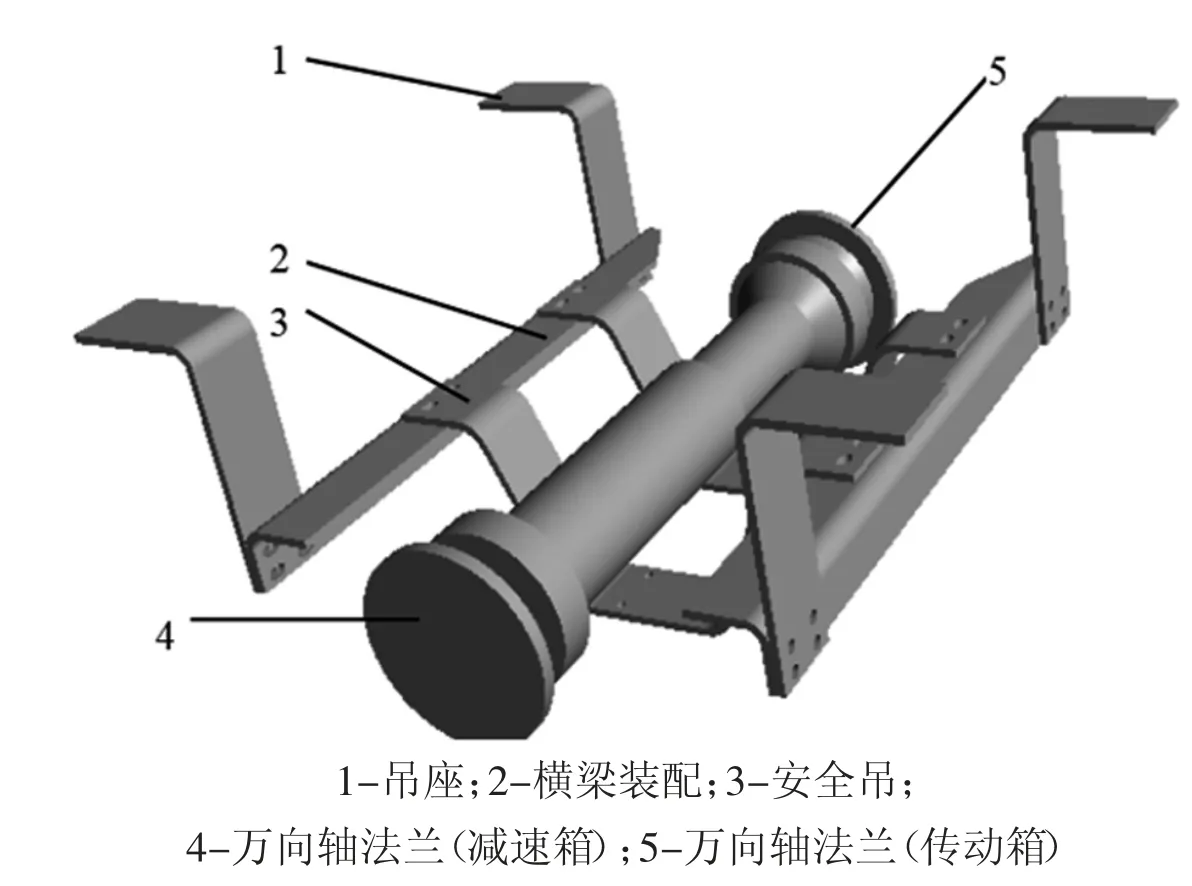
圖3 原列車車下結構

圖4 改造施工方案

圖5 一般脫齒故障

圖6 機械脫齒故障
3 減速箱脫齒故障應急處置裝置
3.1 既有列車車下結構
既有列車傳動箱-減速箱萬向軸附近安裝有萬向軸防護裝置,見圖3。本著成本低、改動小、易實現的原則,在現有結構的基礎上進行改造,用以支撐和固定萬向軸。
3.2 應急處置裝置結構
應急處置裝置結構改造施工方案如圖4 所示,其中4-法蘭固定板為中部帶有萬向軸法蘭形狀凹槽的厚鋼板,通過螺栓與3-連接板連接,3-連接板通過螺栓與2-吊板連接。在吊板與圖3 中的2-橫梁之間加裝調整墊,使用螺栓連接。連接完成后,應急工裝可以隨車一起運行,在出現緊急故障后通過調整連接板和法蘭固定板的安裝位置,固定萬向軸法蘭。
3.3 應急處置方法
3.3.1 脫齒故障判斷方法
96 頭打磨車由作業工況進入運行工況后,將司機控制器調速手輪調至非0,操作列車走行。列車啟動后,注意觀察蜂鳴器及牽引顯示屏故障欄狀態,如出現“馬達反拖”,應立即將調速手輪回零,待柴油機轉速至怠速后,停車檢查減速箱離合驅動裝置是否處于“脫齒”狀態。如果此時減速箱離合驅動裝置處于圖5 狀態(離合驅動機構作用桿未伸出,減速箱仍處于合齒狀態),可以初步判斷由于電氣故障造成脫齒失敗,通過車上加裝的脫齒安全鎖定裝置手動操作脫齒即可;如果處于圖6 狀態(離合驅動機構作用桿伸出,且出現“馬達反拖”報警),可以判斷減速箱內部損壞造成了機械脫齒故障,可以按下文所述方式處置。
3.3.2 脫齒故障應急處置
在減速箱出現脫齒故障后,為防止馬達跟隨轉動造成損壞,迅速撤離作業現場,必須切斷液壓馬達與傳動箱輸出軸的連接,具體操作如下,見圖7:
(1)操作人員進入車下(傳動箱與減速箱之間),拆下3-連接板,分離4-法蘭固定板備用,用千斤頂、木塊或其他工具墊在萬向軸與安全吊之間。

圖7 應急裝置使用
(2)松開并拆下傳動箱法蘭與萬向軸法蘭盤的連接螺栓,將萬向軸法蘭盤與傳動箱法蘭分離,并保證法蘭盤間距15~30mm。
(3)將3-連接板貼在萬向軸法蘭背面,用螺栓與2-吊板連接;將4-法蘭固定板與連接板用螺栓連接,并擰緊螺母,以固定萬向軸。撤去萬向軸與安全吊之間的支撐。
(4)檢查法蘭安裝架上的固定板端面與傳動箱法蘭面端面的距離,應不小于10mm,防止列車自運行走行過程中萬向軸法蘭盤與傳動箱法蘭發生接磨。
4 結束語
通過在現有GMC-96B型鋼軌打磨列車A車車下加裝應急處置裝置,當減速箱離合裝置出現機械故障后,無需進行拆卸萬向軸這一復雜操作,只需斷開萬向軸一側的法蘭連接,縮短萬向軸的長度并固定,便可防止萬向軸法蘭面與旋轉的驅動法蘭面接觸,操作簡單,省時省力,便于迅速撤離故障現場。在具有類似液壓-液力傳動系統且具有齒式離合器的大型養路工程機械中值得推廣和使用。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39