深水半潛式平臺(tái)舷外錨機(jī)操維平臺(tái)建造及錨機(jī)安裝工藝研究
2021-02-24 00:55:00汪春標(biāo)
海洋工程裝備與技術(shù) 2021年2期
汪春標(biāo)
(海洋石油工程(青島)有限公司,青島 266500)
0 引 言
陵水17-2深水半潛式平臺(tái)是我國(guó)獨(dú)立自主開發(fā)建造的大型深海油氣田,面對(duì)南海海域極端惡劣環(huán)境,為了保證平臺(tái)供氣需要,平臺(tái)有近乎苛刻的30年不回塢的使用要求[1-2]。陵水17-2深水半潛式平臺(tái)采用鏈?zhǔn)藉^機(jī)系統(tǒng)用于固定平臺(tái),該錨機(jī)系統(tǒng)包括錨機(jī)、制鏈器、錨鏈、錨鏈筒結(jié)構(gòu)[3-4]。錨機(jī)位于半潛式平臺(tái)頂部甲板59 m外伸懸臂的錨機(jī)操維平臺(tái)上,在錨機(jī)和錨機(jī)操維平臺(tái)之間有高精度機(jī)加工的錨機(jī)底座以保證錨機(jī)安裝精度滿足要求。錨機(jī)操維平臺(tái)建造安裝精度為錨機(jī)底座安裝提供了基礎(chǔ),錨機(jī)底座安裝采用環(huán)氧樹脂灌漿的方式保證了錨機(jī)底座有穩(wěn)固的設(shè)備基礎(chǔ)。陵水17-2項(xiàng)目錨機(jī)操維平臺(tái)建造及錨機(jī)安裝作為典型安裝案例,為其他類似半潛平臺(tái)提供了一種可借鑒的錨機(jī)操維平臺(tái)建造及錨機(jī)安裝的新工藝。
1 錨機(jī)操維平臺(tái)建造方法
傳統(tǒng)錨機(jī)操維平臺(tái)建造安裝,上下兩層甲板片分別單獨(dú)建造,下一層甲板片預(yù)制完工后安裝本層立柱拉筋,再安裝上一層甲板片。該方法存在分片數(shù)量多,高空吊裝多,高空組對(duì)焊接作業(yè)量,同時(shí)在平臺(tái)主甲板層高空組裝大量柔性單片會(huì)產(chǎn)生較多焊接變形,不僅總裝工作量增加,也對(duì)錨機(jī)操維平臺(tái)的尺寸控制有較大影響。
錨機(jī)操維平臺(tái)應(yīng)合理分段劃分,保證錨機(jī)安裝精度。錨機(jī)操維平臺(tái)建造精度滿足GB/T 34000—2016《中國(guó)造船質(zhì)量標(biāo)準(zhǔn)》[5]。以西北錨機(jī)操維平臺(tái)建造方法為例,將錨機(jī)操維平臺(tái)劃分為3個(gè)分段,上下兩層作為整體進(jìn)行分段建造。對(duì)于相鄰分段涉及單根斜拉筋作為散裝結(jié)構(gòu)處理(見圖1)。對(duì)于錨機(jī)操維平臺(tái)上的舾裝件,如格柵、欄桿、管線等結(jié)構(gòu),應(yīng)在操維平臺(tái)分段吊裝之前安裝完畢,對(duì)于頂層的舾裝件,需要考慮錨機(jī)就位時(shí)的吊裝干涉,對(duì)模型校核時(shí)存在干涉的結(jié)構(gòu)物應(yīng)作為散件后續(xù)安裝。

圖1 西北錨機(jī)操維平臺(tái)分段劃分圖Fig.1 Sectional division of northwest windlass maintenance platform
錨機(jī)操維平臺(tái)分段吊裝順序應(yīng)以中間錨機(jī)底座所在分段為第一分段,高空組對(duì)尺寸報(bào)檢合格后進(jìn)行局部焊接固定。然后吊裝兩側(cè)操維平臺(tái)分段,如圖2所示,在實(shí)際操維平臺(tái)分段安裝過程中,由于平臺(tái)分段結(jié)構(gòu)組對(duì)偏差和焊接變形等影響,平臺(tái)分段會(huì)存在一定精度偏差,對(duì)于出現(xiàn)部分分段尺寸偏差位置,進(jìn)行局部開刀尺寸調(diào)整,錨機(jī)操維平臺(tái)甲板面水平度滿足DNV GL-OS-C401的要求,基面水平度不大于±5 mm[6]。

圖2 錨機(jī)操作平臺(tái)尺寸控制圖Fig.2 Dimension control diagram of windlass operation platform
2 錨機(jī)底座安裝及調(diào)平方法
2.1 錨機(jī)底座設(shè)計(jì)
如圖3所示,錨機(jī)底座數(shù)量共計(jì)16個(gè),每4組位于一個(gè)錨機(jī)操維平臺(tái)上。錨機(jī)底座屬于框架式結(jié)構(gòu),內(nèi)部存在密閉空間,為了滿足筋板焊接要求,需要在距離底座檢修孔單邊250 mm處開設(shè)工藝孔,并計(jì)劃在內(nèi)部筋板焊接完成后錨機(jī)底座頂面板機(jī)加工前,采取單面焊雙面成形進(jìn)行封堵。

圖3 西北錨機(jī)底座示意圖Fig.3 Schematic diagram of northwest windlass base
2.2 錨機(jī)底座安裝調(diào)平方法
錨機(jī)底座需在錨機(jī)操維平臺(tái)全部焊接完成后準(zhǔn)備安裝,錨機(jī)底座所處位置的操維平臺(tái)上表面應(yīng)在底座就位前打磨光順,吊裝錨機(jī)底座至平臺(tái)設(shè)計(jì)位置并組對(duì)報(bào)檢。錨機(jī)操維平臺(tái)的建造水平度要求為10 mm,錨機(jī)底座安裝后,通常會(huì)在底座和操維平臺(tái)之間形成一定高差的間隙。
傳統(tǒng)錨機(jī)底座調(diào)平方法,從上述錨機(jī)底座結(jié)構(gòu)形式分析上可知,錨機(jī)底座頂部是由精密機(jī)加工設(shè)備完成。錨機(jī)底座安裝質(zhì)量不僅在于頂部安裝面光滑度,還在于錨機(jī)具有足夠的耐用性。錨機(jī)底座與錨機(jī)操維平臺(tái)甲板面之間的接觸固化方法顯得更加重要。傳統(tǒng)錨機(jī)底座調(diào)平方法是使用預(yù)裁的1~5 mm薄鋼板填充在錨機(jī)操維平臺(tái)和錨地底座之間,但由于該方法在錨機(jī)長(zhǎng)期服役中容易產(chǎn)生疲勞效應(yīng),會(huì)造成錨機(jī)底座下沉進(jìn)而影響錨機(jī)使用壽命。
本文采取環(huán)氧樹脂灌漿方式進(jìn)行錨機(jī)底座調(diào)平[7],進(jìn)而介紹了錨機(jī)底座頂面機(jī)加工方法和配鉆方法,相比傳統(tǒng)錨機(jī)底座調(diào)平方法,本文的錨機(jī)底座安裝方法能夠增加底座和操維平臺(tái)粘接強(qiáng)度,延長(zhǎng)錨機(jī)底座的使用壽命,進(jìn)而增加錨機(jī)設(shè)備的耐用性。
錨機(jī)底座環(huán)氧樹脂灌漿調(diào)平操作步驟如下:
(1) 對(duì)底座與操維平臺(tái)間隙進(jìn)行吹掃清洗,以確保待注漿區(qū)域無雜質(zhì)、無異物。
(2) 嚴(yán)格按照廠家提供的環(huán)氧樹脂配比說明,并在專業(yè)人員指導(dǎo)下進(jìn)行攪拌。
(3) 嚴(yán)格按照廠家提供的底座樹脂灌漿操作方案對(duì)不同工況進(jìn)行模板搭設(shè)。
(4) 在模板指定位置預(yù)留可供灌漿的小孔,注射已經(jīng)完成配比的環(huán)氧膠。
(5) 應(yīng)嚴(yán)格參照使用說明書對(duì)環(huán)氧樹脂進(jìn)行固化,維持固化溫度。
(6) 拆模,注膠完成48小時(shí)后固化有效后,方可進(jìn)行拆模作業(yè)。
(7) 補(bǔ)膠,拆模后對(duì)作業(yè)位置進(jìn)行打磨,如有遺漏處可使用專用工具進(jìn)行二次注膠,檢驗(yàn)合格后,收集材料工機(jī)具,清潔施工。
(8) 檢測(cè),對(duì)于環(huán)氧樹脂灌漿方式,應(yīng)注重過程檢查,重點(diǎn)包括混合比、攪拌效果、模板安裝、樹脂灌漿情況、密封效果、固化溫度和時(shí)間、施工清潔,并由獨(dú)立的第三方檢測(cè)機(jī)構(gòu)出具檢測(cè)報(bào)告[8]。
2.3 錨機(jī)底座上面板機(jī)加工
機(jī)加工要求: 錨機(jī)底座上表面鋼板板厚設(shè)計(jì)為50 mm,對(duì)4組錨地底座上表面進(jìn)行統(tǒng)一平面度精度管理,要求上表面厚度在機(jī)加工后滿足整體1 mm加工要求,同時(shí)要保證上表面厚度不得小于40 mm。
機(jī)加工方法: 上文提到錨機(jī)底座各有一處工藝孔,在加工前應(yīng)先將工藝孔進(jìn)行封堵,并將焊腳余高打磨光順。錨機(jī)底座上表面具備加工條件后,先進(jìn)行統(tǒng)一尺寸測(cè)量,以便記錄鋼板需銑平厚度。機(jī)加工作業(yè)時(shí),采用銑刀機(jī)對(duì)錨機(jī)底座上臺(tái)面進(jìn)行銑平,為了加快進(jìn)度,可同時(shí)使用2臺(tái)銑刀機(jī),以交錯(cuò)施工方式進(jìn)行機(jī)加工。4個(gè)底座臺(tái)面加工完成,再次組織統(tǒng)一測(cè)量上表面水平度并局部補(bǔ)刀,保證最終臺(tái)面平整度達(dá)到1 mm。
2.4 錨機(jī)底座螺栓孔配鉆
每個(gè)錨機(jī)底座共有12個(gè)螺栓孔,如圖4所示,設(shè)備基座的螺栓孔應(yīng)根據(jù)設(shè)備安裝圖和廠家提供的安裝模板在機(jī)加工完成后現(xiàn)場(chǎng)配鉆。鉆孔時(shí)機(jī)現(xiàn)場(chǎng)在保證位置準(zhǔn)確的前提下,可以根據(jù)實(shí)際條件適當(dāng)調(diào)整。安裝螺栓應(yīng)為M48 8.8級(jí)熱鍍鋅,安裝時(shí)需涂抹MOLYKOTE 1000道康寧防卡劑,擰緊力矩不小于4 100 N·m。

圖4 螺栓孔鉆孔模板Fig.4 Template for drilling of bolt holes
3 錨機(jī)安裝方法
傳統(tǒng)錨機(jī)安裝方法屬于直接吊裝方法,即直接吊裝錨機(jī)設(shè)備固有吊耳進(jìn)行高空就位安裝,再通過吊繩或者千斤頂調(diào)整精就位。本文介紹了一種新的錨機(jī)安裝方法,即兩次錨機(jī)安裝,通過一次錨機(jī)姿態(tài)調(diào)整,先調(diào)平錨機(jī)下平面,然后通過錨機(jī)頂絲調(diào)節(jié)方法,搭配使用止推墊和楔塊等工具完成錨機(jī)二次精準(zhǔn)就位,優(yōu)點(diǎn)是節(jié)省錨機(jī)在高空調(diào)整姿態(tài)時(shí)間,錨機(jī)安裝就位精度更高。
錨機(jī)設(shè)備由外運(yùn)至建造場(chǎng)地后,在錨機(jī)安裝前,錨機(jī)設(shè)備和框架是由螺栓連接的,將螺栓擰掉,解除錨機(jī)與錨機(jī)框架連接。如圖5所示,根據(jù)錨機(jī)框架結(jié)構(gòu)形式,配備臨時(shí)索具,將錨機(jī)固定到一個(gè)具有承載錨機(jī)設(shè)備強(qiáng)度的板凳結(jié)構(gòu)上,以此來調(diào)整錨機(jī)主體水平狀態(tài),以備后期錨機(jī)安裝時(shí)保證錨機(jī)下平面與錨機(jī)基座上平面精準(zhǔn)對(duì)位。

圖5 錨機(jī)臨時(shí)放置圖Fig.5 Temporary placement of windlass
錨機(jī)重量約為20 t,為了保證錨機(jī)安裝時(shí)的靈活度,應(yīng)采取兩臺(tái)吊機(jī)合吊的方式進(jìn)行錨機(jī)安裝。吊索具配置推薦使用2組撐桿,配備8根鋼絲繩,使用錨機(jī)設(shè)備自身吊耳。注意鋼絲繩長(zhǎng)度應(yīng)不小于10 m,避免發(fā)生鋼絲繩碰撞結(jié)構(gòu)物情況發(fā)生。錨機(jī)設(shè)備安裝步驟如下:
(1) 錨機(jī)安裝前,首先應(yīng)再次檢查確認(rèn)錨機(jī)底座上表面機(jī)加工精度滿足平面度1 mm,以及基座上面板水平度3 mm/m,在廠家的指導(dǎo)下對(duì)錨機(jī)底座上表面進(jìn)行防腐處理。
(2) 根據(jù)錨機(jī)安裝圖對(duì)錨機(jī)底座進(jìn)行劃線,標(biāo)記基準(zhǔn)線和結(jié)構(gòu)對(duì)位線,將螺栓孔鉆孔模板吊裝到錨機(jī)底座上,對(duì)錨機(jī)底座進(jìn)行現(xiàn)場(chǎng)鉆孔處理。
(3) 根據(jù)錨機(jī)吊裝方案,起吊錨機(jī)到擬就位位置上方,將錨機(jī)緩慢下放進(jìn)行初次就位,通過事先準(zhǔn)備好的頂絲板和頂絲以及導(dǎo)向馬板等調(diào)節(jié)裝置,調(diào)整錨機(jī)公共基座外邊緣,逐步靠近基座對(duì)位線。
(4) 如圖6所示,采用錨機(jī)頂絲調(diào)節(jié)方法,可以對(duì)稱布置幾組頂絲調(diào)節(jié)裝置。該裝置原理簡(jiǎn)單,由墊板和螺栓組成,使用方法為在錨機(jī)基座外200 mm左右焊接一個(gè)頂絲調(diào)節(jié)墊板,在與錨機(jī)公共基座底板中心線齊平的位置給頂絲調(diào)節(jié)墊板開始一個(gè)螺栓孔,插入一個(gè)頂絲調(diào)節(jié)螺栓頂住錨機(jī)公共基座微調(diào)以保證錨機(jī)精準(zhǔn)定位。

圖6 錨機(jī)頂絲結(jié)構(gòu)Fig.6 Screw structure at the top of windlass
(5) 止推墊安裝,止推墊通常安裝在待止動(dòng)的錨機(jī)設(shè)備底座側(cè)面,止推墊與錨機(jī)底座機(jī)已經(jīng)加工40 mm厚的上面板高度相同。如圖7所示,根據(jù)錨機(jī)安裝圖,每個(gè)錨機(jī)底座上設(shè)置有6組止推墊。止推墊的安裝時(shí)間應(yīng)在錨機(jī)底座安裝完成后進(jìn)行定位焊接固定,以免后期焊接余熱對(duì)錨機(jī)設(shè)備電氣系統(tǒng)產(chǎn)生影響。
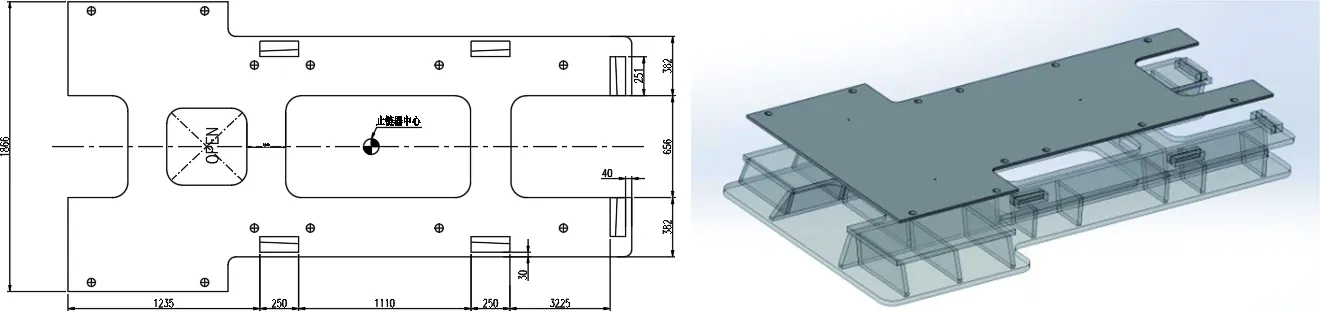
圖7 止推墊布置圖Fig.7 Layout of pad
(6) 楔塊安裝,楔塊與止推墊配合使用,通常是在錨機(jī)設(shè)備安裝完成后,需要現(xiàn)場(chǎng)測(cè)量錨機(jī)設(shè)備公共基座與止推墊間隙,并現(xiàn)場(chǎng)加工楔塊。楔塊留有約5 mm加工余量可現(xiàn)場(chǎng)根據(jù)測(cè)量值進(jìn)行加工。使用超薄的塞尺進(jìn)行檢測(cè)楔塊和止推墊之間聯(lián)動(dòng)間隙,塞尺最大可深入10 mm。當(dāng)楔塊與止推墊之間接觸面積大于60%時(shí),可判定滿足使用要求。安裝合格后,將止推墊與錨機(jī)底座滿焊固定,楔塊與止推墊間需要間斷焊定位,以防止出現(xiàn)錯(cuò)位[9]。
(7) 重復(fù)以上錨機(jī)安裝步驟,完成其他15個(gè)錨機(jī)設(shè)備精準(zhǔn)定位安裝以及止推墊的固定。
(8) 檢驗(yàn),錨機(jī)軸系與錨機(jī)底座應(yīng)保持水平,錨機(jī)設(shè)備中心線應(yīng)與錨機(jī)底座中心線對(duì)齊,左右間距應(yīng)相等。錨機(jī)安裝后應(yīng)測(cè)試錨機(jī)聯(lián)軸器操作是否靈活,所有錨機(jī)設(shè)備與錨機(jī)底座螺栓力矩滿足安裝技術(shù)要求。
4 結(jié) 語
首先,本文針對(duì)錨機(jī)操維平臺(tái)建造及尺寸控制進(jìn)行了分析研究,可通過優(yōu)化柔性錨機(jī)操維平臺(tái)分片,二層整體成片而非傳統(tǒng)的一層片再裝立柱拉筋再裝二層片的方法,減少了高空焊接變形,為錨機(jī)安裝打下了較好尺寸控制的平臺(tái)基礎(chǔ)。
其次,本文對(duì)錨機(jī)底座設(shè)計(jì)形式進(jìn)行了深入分析研究,從錨機(jī)底座的結(jié)構(gòu)設(shè)計(jì)形式,機(jī)加工特點(diǎn)展開研究,相比傳統(tǒng)設(shè)備底座簡(jiǎn)單的填充鋼墊片的形式,創(chuàng)新性地使用了環(huán)氧樹脂灌漿的基座調(diào)平方法,同時(shí)對(duì)錨機(jī)底座加工和精度要求以及螺栓開孔要求進(jìn)行了規(guī)范,對(duì)于提高錨機(jī)底座加工精度起到了關(guān)鍵作用。
最后,本文進(jìn)一步對(duì)鏈?zhǔn)藉^機(jī)設(shè)備框架設(shè)計(jì)和吊裝方法進(jìn)行分析研究,對(duì)于錨機(jī)機(jī)安裝過程中的頂絲調(diào)節(jié)方法以及錨機(jī)止推墊和楔塊安裝,錨機(jī)安裝檢驗(yàn)方法進(jìn)行了詳細(xì)描述。通過上述一整套錨機(jī)安裝精度控制方法,在半潛式平臺(tái)建造期間有效保證了錨機(jī)高質(zhì)量安裝,也為類似海洋石油平臺(tái)設(shè)備類安裝工藝提供了建造安裝標(biāo)準(zhǔn)參照。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00

- 海洋工程裝備與技術(shù)的其它文章
- 海洋石油平臺(tái)建造過程中電儀專業(yè)設(shè)計(jì)施工優(yōu)化探討
- 深水半潛式生產(chǎn)平臺(tái)整體傾斜試驗(yàn)技術(shù)研究及驗(yàn)證
- 半潛式生產(chǎn)平臺(tái)船體立管系統(tǒng)的建造安裝技術(shù)
- 浮體生產(chǎn)裝置重量控制建造系數(shù)的量化統(tǒng)計(jì)方法
- 深水半潛式生產(chǎn)儲(chǔ)油平臺(tái)液壓式浸沒泵系統(tǒng)安裝技術(shù)應(yīng)用
- 深水半潛式生產(chǎn)平臺(tái)建造期間的SCR立管安裝技術(shù)應(yīng)用