數(shù)控技術(shù)在壓力容器制造中的應(yīng)用
2021-03-01 07:01:56李福棟煙臺(tái)市特種設(shè)備檢驗(yàn)研究院山東煙臺(tái)264000
化工管理 2021年2期
關(guān)鍵詞:數(shù)控技術(shù)筒體
李福棟(煙臺(tái)市特種設(shè)備檢驗(yàn)研究院,山東 煙臺(tái) 264000)
0 引言
壓力容器制造業(yè)涉及冶金、金屬材料、焊接等多種行業(yè)。其制造技術(shù)也囊括了機(jī)械加工、焊接等技術(shù)。數(shù)控技術(shù)作為必不可少的環(huán)節(jié),發(fā)揮了越來(lái)越重要的作用。但隨著石化、核電科技的發(fā)展,新產(chǎn)品、新工藝、新構(gòu)造不斷出現(xiàn),常規(guī)技術(shù)設(shè)備已不能滿足效率、形狀及位置公差等方面的要求.因此高精度、大型化的數(shù)控技術(shù)設(shè)備逐漸融入到現(xiàn)代壓力容器制造行業(yè)中,使容器制造中大型零部件加工、復(fù)雜零部件加工、不規(guī)則曲面加工、產(chǎn)出效率低等難題得以解決.
1 研究現(xiàn)狀
在目前的壓力容器制造業(yè)中,數(shù)控技術(shù)的發(fā)展就代表著壓力容器制造業(yè)的發(fā)展。在國(guó)外先進(jìn)壓力容器制造企業(yè)中,數(shù)控技術(shù)在壓力容器制造中的應(yīng)用已不可或缺,且他們的數(shù)控技術(shù)更為先進(jìn)。完整的壓力容器制造工序大體包括:對(duì)原材料進(jìn)行下料切割;對(duì)切割后的材料進(jìn)行卷板等處理;進(jìn)行焊接成型;對(duì)焊接后的容器進(jìn)行無(wú)損探傷;進(jìn)行耐壓及氣密性試驗(yàn);對(duì)罐體進(jìn)行噴砂、防腐。在整個(gè)壓力容器制造過(guò)程中,從一開(kāi)始的下料切割到最后的噴砂防腐,每一道工序都可由數(shù)控技術(shù)來(lái)完成[1]。使企業(yè)生產(chǎn)進(jìn)入到自動(dòng)化時(shí)代,從根本上提高了生產(chǎn)效率,降低了企業(yè)的投入成本。
1.1 在各個(gè)綜合方面的應(yīng)用
完整的壓力容器制造過(guò)程包括下料、成型、焊接、無(wú)損檢測(cè)、熱處理、耐壓試驗(yàn)等工序。在各個(gè)工序都可用到數(shù)控技術(shù),且都可以恰到好處地完成制造要求。下料切割是容器制造最基礎(chǔ)也是最重要的步驟,切割不好,會(huì)使鋼板不能完好的對(duì)接焊接,或者制造出的容器尺寸不能完全符合設(shè)計(jì)圖樣。傳統(tǒng)加工工藝需要耗費(fèi)大量人力物力,切割精度不夠,速度慢。化工行業(yè)的發(fā)展使容器的形狀尺寸變得各式各異,下料切割的難度、精細(xì)度大大增加。數(shù)控切割機(jī)的應(yīng)用恰好能夠滿足發(fā)展的需求,切割誤差可以控制在1 mm以?xún)?nèi)。管板是換熱型壓力容器重要組成部分,起到連接和過(guò)渡作用。它的質(zhì)量好壞直接影響到整個(gè)換熱器的性能與質(zhì)量。具有管孔數(shù)量多、分布密集、孔徑小、深度大、精度高等特點(diǎn),如圖1所示。管板的制造要求主要在于管孔的尺寸精度、間隔距離精度等方面。大型換熱容器管板上管孔的數(shù)量可以達(dá)到數(shù)百個(gè)。傳統(tǒng)加工工藝從劃線、打樣沖點(diǎn)、鉆孔、倒角的工藝路線存在精度低,周期長(zhǎng),加工質(zhì)量差,尺寸與間隔距離不夠精確等問(wèn)題。為滿足加工質(zhì)量及周期要求,采用先進(jìn)的數(shù)控刀具及先進(jìn)的編程軟件,制造出來(lái)的產(chǎn)品各項(xiàng)參數(shù)均大幅優(yōu)于傳統(tǒng)工藝加工的產(chǎn)品,且加工速度快、效率高。

圖1 管板實(shí)物圖
壓力容器接管與筒體連接的焊縫形狀為馬鞍型,為插入式全焊透結(jié)構(gòu)。接管直徑越大,則馬鞍落差越大。焊縫厚度大,剛性大,焊接結(jié)構(gòu)應(yīng)力與殘余應(yīng)力大。坡口的加工精確度能夠有效減小焊接的結(jié)構(gòu)應(yīng)力與參與應(yīng)力。馬鞍形焊接接頭在壓力容器結(jié)構(gòu)連接中普遍存在,隨著馬鞍形坡口焊機(jī)的應(yīng)用,對(duì)馬鞍形坡口的加工質(zhì)量提出了更高的要求。傳統(tǒng)的手工氣割修磨方式已無(wú)法滿足馬鞍形坡口焊機(jī)的焊接要求。大直徑偏心馬鞍形坡口的軌跡為空間三維曲線,手工操作設(shè)備根本無(wú)法滿足精度要求。數(shù)控機(jī)床的應(yīng)用成功解決這一難題,坡口表面質(zhì)量良好,形狀精確。為焊機(jī)的成功施焊打下良好基礎(chǔ)。在壓力容器的焊接作業(yè)中,各種焊接方法都有其優(yōu)勢(shì)與劣勢(shì)。大部分焊接方法都需手工操作焊接。而在形狀規(guī)則的大型壓力容器焊接中,自動(dòng)埋弧焊焊接已經(jīng)成為首選焊接方式,埋弧自動(dòng)焊接時(shí),所有焊接工作都有機(jī)械來(lái)完成。相對(duì)于手工電弧焊,埋弧自動(dòng)焊具有生產(chǎn)效率高、焊縫質(zhì)量高、美觀等優(yōu)勢(shì)。除了減輕收工操作的勞動(dòng)強(qiáng)度外,電弧弧光埋在焊劑層下,沒(méi)有弧光輻射,勞動(dòng)條件好。無(wú)損檢測(cè)中,近些年發(fā)展起來(lái)的DR射線檢測(cè)、相控陣超聲檢測(cè)探傷技術(shù),都屬于數(shù)控范圍。在此不一一列舉。
2 在具體部件制造中的應(yīng)用
2.1 大型氣瓶旋壓成套設(shè)備
2014年,四川某公司研制出的大型數(shù)控滾輪式氣瓶旋壓成套設(shè)備,填補(bǔ)了國(guó)內(nèi)大型無(wú)縫高壓鋼瓶旋壓成套設(shè)備的空白,處于世界領(lǐng)先位置。該套設(shè)備的主要應(yīng)用是加工高強(qiáng)度大容器的熱旋壓加工,它的加工能力極限是14000 mm×900 mm、鋼瓶壓力大于等于40 MPa的大容積鋼瓶;特點(diǎn)是一次加熱、一次旋壓成型,生產(chǎn)效率高、縮短了加工時(shí)間,且旋壓成型質(zhì)量可以得到保證;能夠廣泛應(yīng)用于工業(yè)氣體鋼瓶、站用天然氣瓶組、運(yùn)輸用高壓鋼瓶的制造。以及海軍潛艇用高壓氣瓶、航空航天發(fā)射器、導(dǎo)彈殼體的熱旋壓制造。
2.2 反應(yīng)堆壓力容器的數(shù)控加工
反應(yīng)堆壓力容器是核電站的重要設(shè)備[2],介質(zhì)為反應(yīng)堆堆芯,且壓力很高。是核電站里放射性物質(zhì)的第二道保護(hù)屏障。由于其重要作用及核電站的特殊要求,反應(yīng)堆壓力容器屬于不可更換設(shè)備。所以,反應(yīng)堆壓力容器在材料、設(shè)計(jì)、制造、檢驗(yàn)等方面的要求遠(yuǎn)高于常規(guī)壓力容器。反應(yīng)堆壓力容器在制造過(guò)程中需要進(jìn)行大量的切削加工,對(duì)加工精度的要求很高。且所用原材料成本高,制造難度大,任何小的瑕疵都會(huì)對(duì)制造質(zhì)量和進(jìn)度造成很大的影響。因此,數(shù)控加工在反應(yīng)堆壓力容器制造中起著很重要的作用。反應(yīng)堆壓力容器球形封頭與筒體連接的焊接接頭要求高強(qiáng)度與高穩(wěn)定性,所以焊縫的坡口需要加工成“J”型。“J”型坡口是個(gè)立體相貫曲面,不同位置的坡口,其深度與曲面形狀各不相同。加工難度極高,工藝復(fù)雜且數(shù)量較多。數(shù)控加工時(shí),采用型腔銑和固定輪廓銑進(jìn)行粗加工、半精加工和精加工。通孔加工完成后,再采用立銑刀進(jìn)行開(kāi)粗加工,用球頭銑刀進(jìn)行半精加工和精加工。
2.3 整體式接管補(bǔ)強(qiáng)制造的數(shù)控加工
材料在交變載荷的作用下,容易產(chǎn)生疲勞失效。即材料在遠(yuǎn)低于抗拉強(qiáng)度極限的情況下突然破壞,沒(méi)有任何先兆。具有較大的破壞性。接管與壓力容器殼體連接的對(duì)接接頭是疲勞失效的薄弱環(huán)節(jié)之一。補(bǔ)強(qiáng)板可以看作壓力容器殼體的一部分,所以疲勞分析設(shè)計(jì)的壓力容器中它的表面質(zhì)量的好壞直接影響到容器的抗疲勞強(qiáng)度。整體式接管補(bǔ)強(qiáng)大多用在疲勞分析設(shè)計(jì)壓力容器上,它與容器殼體的相貫面是一個(gè)三維曲面,采用傳統(tǒng)機(jī)械加工方式難以實(shí)現(xiàn)。通過(guò)建立數(shù)學(xué)模型,進(jìn)行數(shù)學(xué)分析,編制數(shù)控加工程序的方式可以實(shí)現(xiàn)曲面的數(shù)控加工。整體式接管補(bǔ)強(qiáng)采用數(shù)控技術(shù)進(jìn)行加工后具有較好的表面質(zhì)量、均勻的壁厚以及較高的尺寸精度。能夠很好地解決傳統(tǒng)機(jī)械加工方式難以解決的三維曲面精加工。并且數(shù)控加工通過(guò)參數(shù)控制程序,通過(guò)程序中相應(yīng)的參數(shù)即可加工不同規(guī)格尺寸的整體補(bǔ)強(qiáng),十分方便。
2.4 鋼制球形壓力容器殼板胚料數(shù)控切割
球形儲(chǔ)罐是將鋼板壓成球瓣?duì)睿缓髮⑶驓ぐ迤唇雍附佣傻那蛐螇毫θ萜鳎诠I(yè)生產(chǎn)中用途廣泛。球殼板的加工是制造球罐的重要工序,傳統(tǒng)工藝一般由工人手工下料、劃線切割,工藝落后,切割誤差大。拼焊時(shí)需要對(duì)其進(jìn)行打磨修正。即耗時(shí)又費(fèi)材,大大降低了生產(chǎn)效率。在現(xiàn)代生產(chǎn)工藝方法中,依據(jù)球殼板曲線展開(kāi)原理,推導(dǎo)出球殼板展開(kāi)曲線的方程,使用Auto Lisp語(yǔ)言編制程序控制數(shù)控切割機(jī)切割下料,能夠使球殼板尺寸精確,提高生產(chǎn)效益。
2.5 高壓氣瓶專(zhuān)用螺紋數(shù)控機(jī)床
專(zhuān)用數(shù)控機(jī)床是特種設(shè)備制造業(yè)的裝備基礎(chǔ),是現(xiàn)代化制造加工業(yè)產(chǎn)業(yè)化的必須條件。發(fā)達(dá)國(guó)家一直將此技術(shù)對(duì)中國(guó)封鎖和限制,因此,研制具有自主知識(shí)產(chǎn)權(quán)的專(zhuān)用數(shù)控機(jī)床迫不及待,能夠有效加快中國(guó)制造業(yè)的發(fā)展。傳統(tǒng)氣瓶瓶嘴螺紋加工采用絲錐攻絲的方式,此種方式落后且效率低下,無(wú)法滿足現(xiàn)代化制造業(yè)發(fā)展需求。氣瓶專(zhuān)用數(shù)控機(jī)床的研制成功解決這一難題。氣瓶專(zhuān)用數(shù)控機(jī)床主要用于錐孔、錐螺紋的高精高效加工。一般分為兩種形式,一種是工件旋轉(zhuǎn),進(jìn)給軸車(chē)削加工。另一種是工件靜置,動(dòng)力軸旋轉(zhuǎn)銑削加工。其中工件旋轉(zhuǎn)方式更適合氣瓶瓶嘴的加工,具體有以下幾點(diǎn)優(yōu)勢(shì):加工效率更高;較少的電氣配置,故障率低,易于維修;對(duì)操作者技術(shù)水平要去相對(duì)工件靜置方式較低;設(shè)備投資相對(duì)較低。
2.6 三軸聯(lián)動(dòng)數(shù)控鏜銑床加工嵌入式接管
嵌入式接管(圖2)是壓力容器主要受壓元件。加工成型的精確度高才能保證整個(gè)壓力容器制造質(zhì)量。
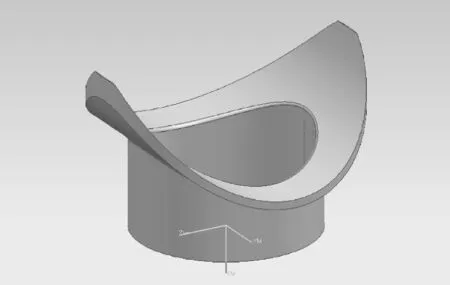
圖2 嵌入式接管的立體模型示圖
如圖2所示,嵌入式接管可分為兩部分,上部分是與筒體對(duì)接焊接的筒面,需與筒體進(jìn)行對(duì)接焊接成為一部分筒體。下部分是接管部分,此部分較為簡(jiǎn)單,可用普通立式車(chē)床加工。而筒面部分其形狀比較復(fù)雜,屬于三維立體曲面,需要與壓力容器筒體曲面相吻合。普通立式機(jī)床無(wú)法加工此類(lèi)工件,此時(shí)需要用到三軸聯(lián)動(dòng)數(shù)控鏜銑床[3]。
3 結(jié)語(yǔ)
經(jīng)過(guò)社會(huì)與技術(shù)水平的發(fā)展,壓力容器也在向高精尖方向發(fā)展,具有多種技術(shù)、工藝結(jié)合的特點(diǎn)。數(shù)控技術(shù)近幾年的長(zhǎng)足進(jìn)步剛好能夠滿足壓力容器制造的發(fā)展需求。通過(guò)數(shù)控技術(shù),傳統(tǒng)的壓力容器制造工藝有了本質(zhì)性的變化,由分散單一變?yōu)榭煽鼗kS著數(shù)控技術(shù)的發(fā)展,定會(huì)在其他領(lǐng)域產(chǎn)生巨大推動(dòng)力。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
湖北農(nóng)機(jī)化(2020年4期)2020-07-24 09:07:16
湖北農(nóng)機(jī)化(2020年4期)2020-07-24 09:07:14
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年22期)2016-08-23 11:55:36
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
設(shè)備管理與維修(2015年11期)2015-03-16 05:57:40
河南科技(2014年12期)2014-02-27 14:10:42
