在役油氣管道超聲導波腐蝕檢測技術應用
2021-03-01 09:53:48薛建虹杰2邱浩楠
石油化工腐蝕與防護 2021年1期
薛建虹,黎 宇,孫 杰2,邱浩楠
(1.廣東省特種設備檢測研究院惠州檢測院,廣東 惠州 516003;2.廣東省特種設備檢測研究院,廣東 佛山 528251)
由于油氣管道本體缺陷容易引發管道泄漏甚至爆炸事故,因此快速及時地對管道進行全面檢測,找到管道本體缺陷,對于提高油氣管道事故搶修效率意義重大。目前應用較多的油氣管道無損檢測技術主要有電磁超聲、脈沖渦流和超聲導波等[1-3]。電磁超聲技術主要用于管道在線單點測厚,無法做到管道本體全覆蓋檢測;脈沖渦流檢測技術的主要優勢在于可以在管道不停車和不拆保溫,提離距離為100 mm的條件下對管道表面的腐蝕缺陷進行在線檢測,但是其掃查方式仍然以單點測量為主,且易受周邊的金屬構件干擾,故在檢測應用上受到限制;超聲導波檢測技術在理想條件下對表面狀況良好的直管段可實現約200 m(探頭兩側各100 m)的全面掃查,針對站場管道或者石化裝置管廊中設置的管線的在役檢測,往往優先考慮采用超聲導波技術進行檢測。采用磁致伸縮低頻超聲導波系統,對某石化區內的油氣管道進行腐蝕檢測,結合電磁超聲檢測進行驗證,檢測效果良好。
1 超聲導波檢測技術
1.1 超聲導波檢測基本原理
超聲導波是一種在有限介質內平行于邊界面傳播的機械波,波的傳輸受介質的幾何邊界導向,其形態會受到介質的幾何形狀影響。假設將超聲導波探頭置于被檢構件某處,由探頭進行導波激發,當導波沿著構件完整處進行傳播時,其相速度將與群速度保持一致[4]。當導波經過孔蝕、局部減薄、裂紋和變形等不連續截面時,將會產生大量因截面變化而返回的反射波,通過觀察反射回波幅值大小及結合被檢構件自身結構特征進行綜合分析,即可判斷被檢構件自身可能存在的缺陷[5]。檢測原理見圖1。
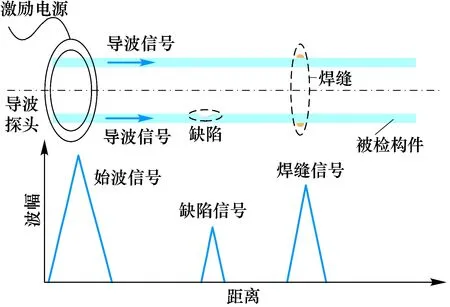
圖1 超聲導波檢測基本原理
1.2 磁致伸縮超聲導波檢測技術
磁致伸縮超聲導波檢測技術是一種基于磁致伸縮效應的無損檢測新技術,與壓電式超聲導波檢測技術不同,磁致伸縮超聲導波由鐵磁性構件自身激勵導波,可直接作用于構件本體產生縱波、扭力波、彎曲波和蘭姆波等多模態的激勵信號。采用適宜的激發模式及發射頻率,并設定好傳播方向,超聲導波即可對構件進行全覆蓋掃查[6]。同時,磁致伸縮超聲導波檢測系統采用鐵鈷帶進行導波激發,并采用專用的高溫耦合劑對高溫構件進行檢測,幾乎不受管道外徑尺寸影響,與壓電導波檢測儀器相比,其使用更加便捷。因此,針對在役油氣管道的全面掃查,應優先采用磁致伸縮低頻超聲導波檢測技術,并選用扭力波激發模態[7-8],即T(0,1)模態,以便獲得較高的分辨率。
2 檢測儀器、管道及過程
現場檢測采用MsSR3030R長距離磁致伸縮超聲導波檢測系統(見圖2),其檢測靈敏度為管道橫截面積損失量的2%,單方向檢測直管段有效長度約為100 mm。分別采用頻率為64 kHz和128 kHz的專用探頭進行檢測,探頭由金屬鐵鈷帶及勵磁線圈組成,檢測作業時,需采用專用的耦合劑將探頭固定在管道上。

圖2 超聲導波檢測系統
待檢管道為:某吸收塔塔頂出口油氣管道(φ159 mm×10.00 mm),材質為20號鋼;某高壓空冷器入口油氣管道(φ159 mm×11.13 mm,φ219 mm×10.00 mm),材質為825合金。
首先依據管道尺寸裁剪一段金屬鐵鈷帶,采用專用耦合劑將其固定在管道上,然后反復磁化鐵鈷帶,再加線圈緊貼鐵鈷帶,使兩者完全重合,確保管道與線圈產生的交變磁場能夠形成T(0,1)模態導波。最后通過數據線連接適配器與主機,設置參數后即可開始檢測[9]。
3 檢測結果
3.1 塔頂出口油氣管道檢測結果
對某吸收塔塔頂出口油氣管道進行超聲導波檢測,檢測部位見圖3。分別選用64 kHz和128 kHz的T(0,1)模態探頭,對整條管道進行全面掃查,探頭安裝在直管段部位。檢測結果見圖4,數據說明見表1和表2。根據采集到的檢測數據進行分析,管道中未發現嚴重的金屬損傷缺陷。
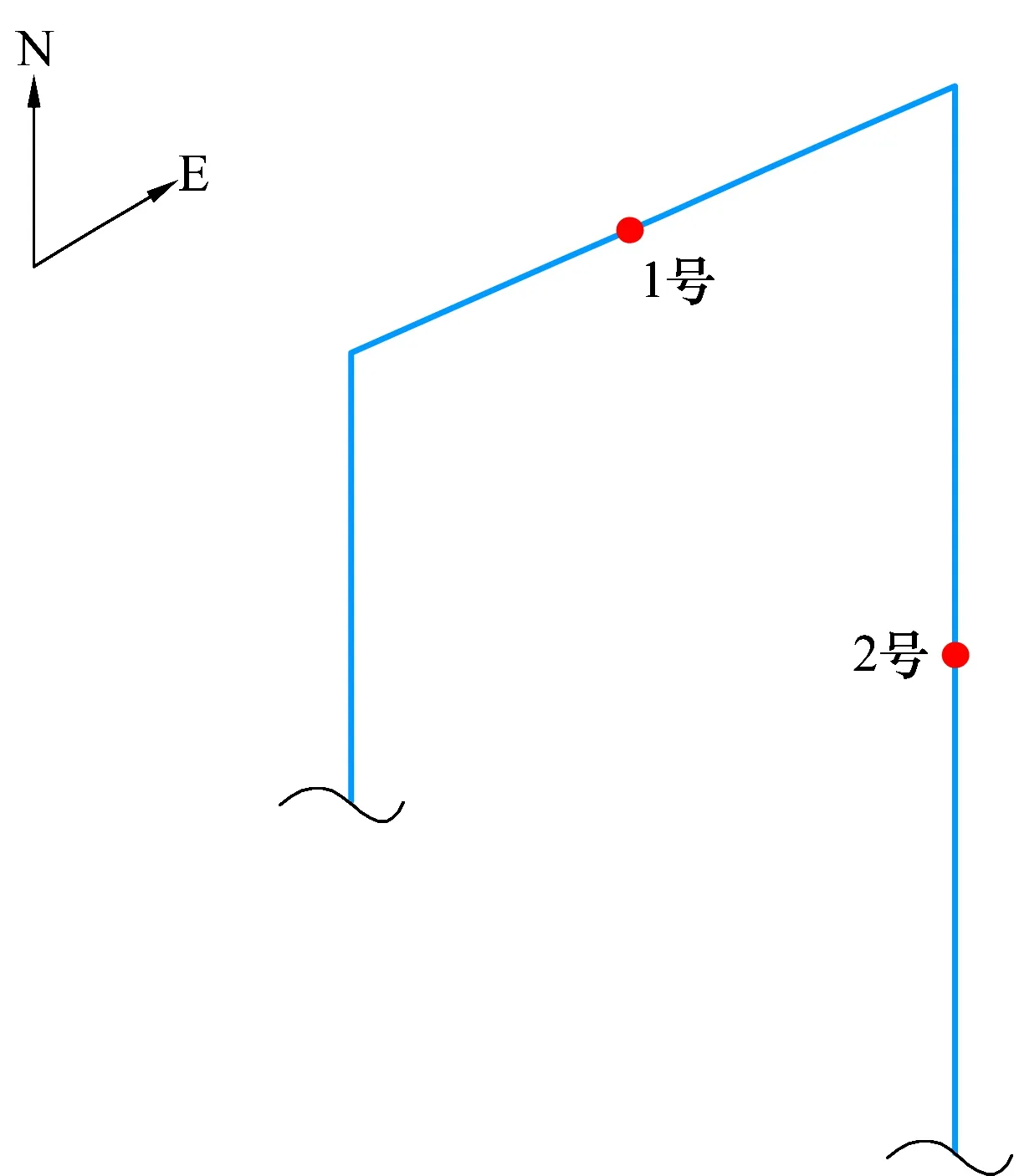
圖3 吸收塔塔頂出口油氣管道檢測部位
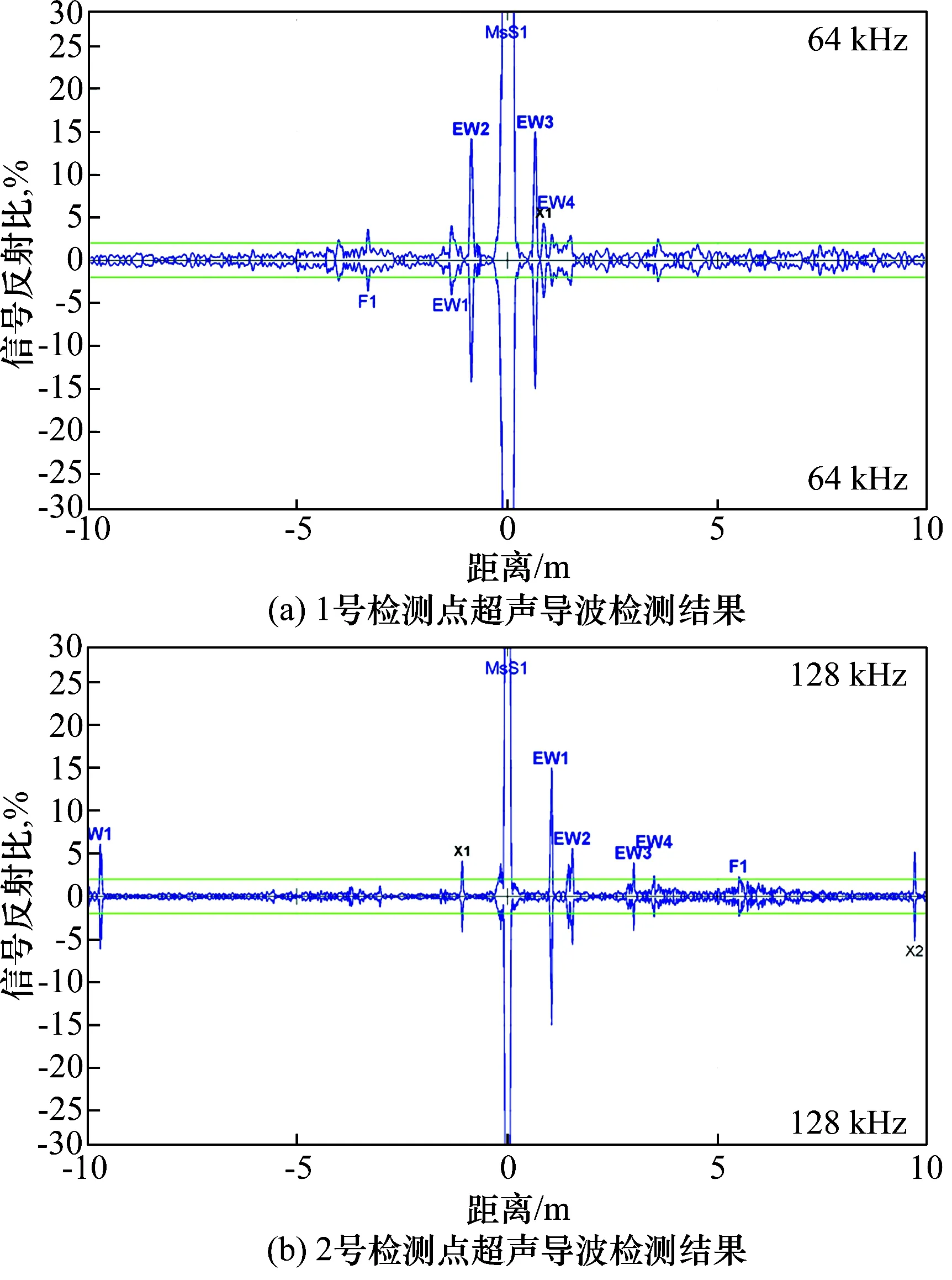
圖4 吸收塔塔頂出口油氣管道檢測結果
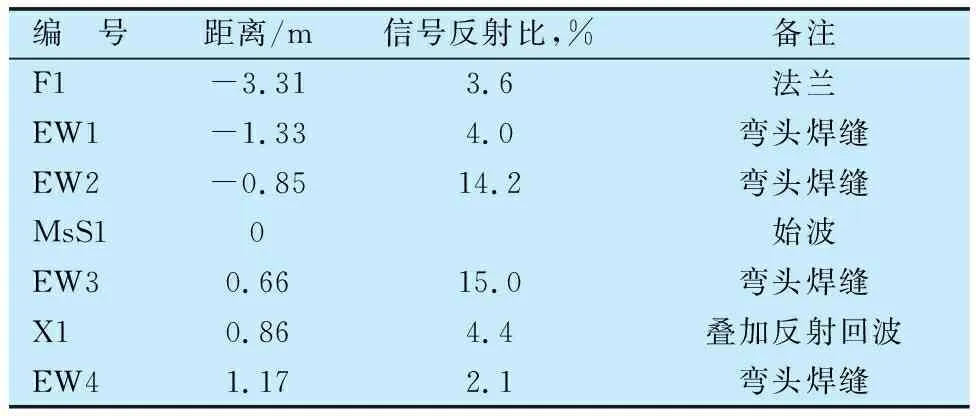
表1 1號檢測點數據說明
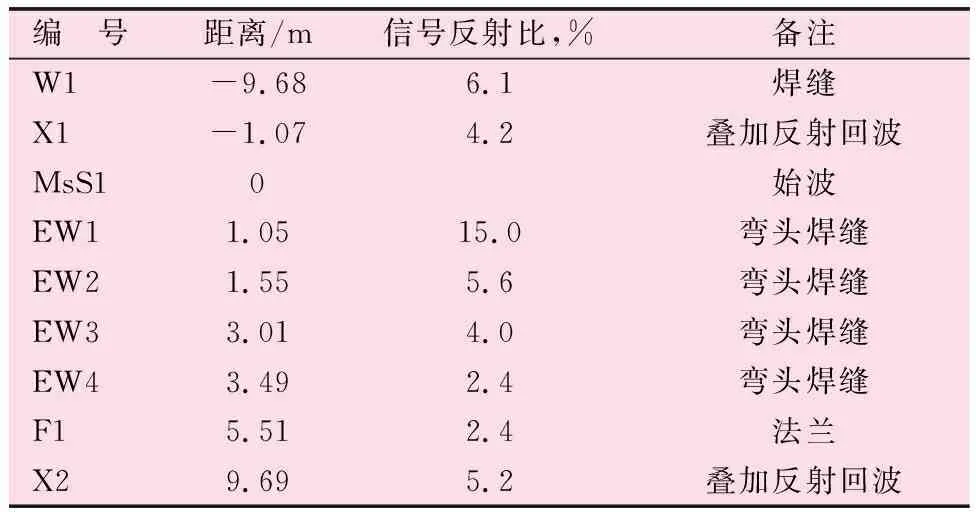
表2 2號檢測點數據說明
3.2 高壓空冷器入口油氣管道檢測結果
3.2.1 超聲導波檢測結果
對某高壓空冷器的入口油氣管道進行超聲導波檢測。分別抽取規格為φ159 mm×11.13 mm及φ219 mm×10.00 mm的油氣管道各一條,采用激發頻率為64 kHz的探頭進行超聲導波檢測,檢測結果如圖5所示,數據說明見表3和表4。
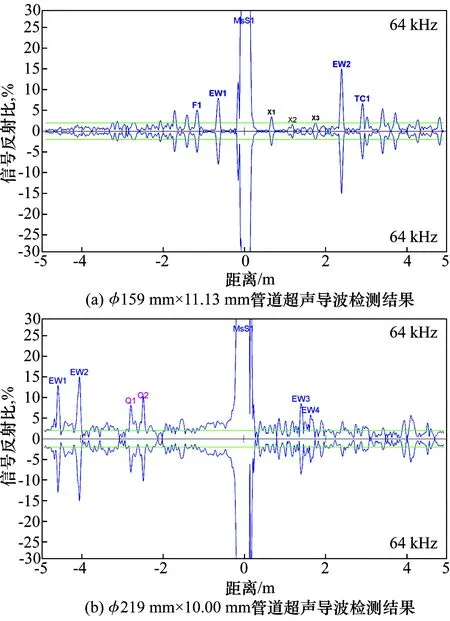
圖5 高壓空冷器入口油氣管道檢測結果
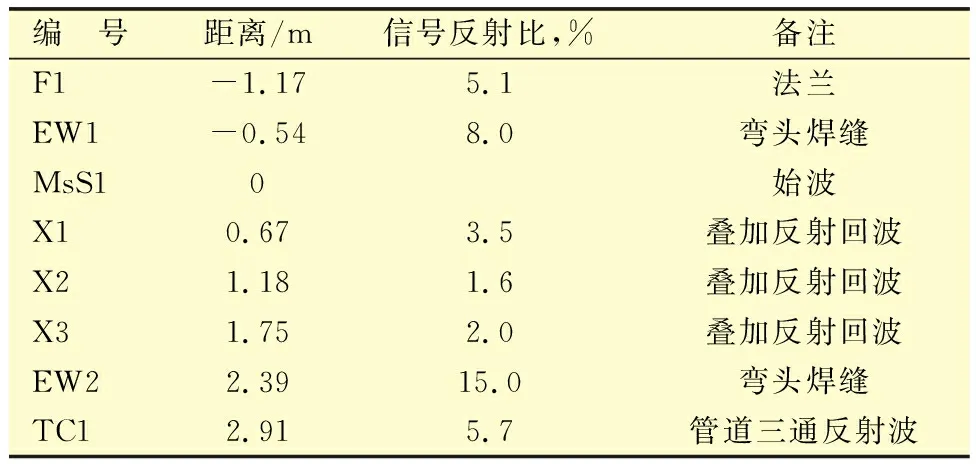
表3 φ159 mm×11.13 mm管道檢測數據說明
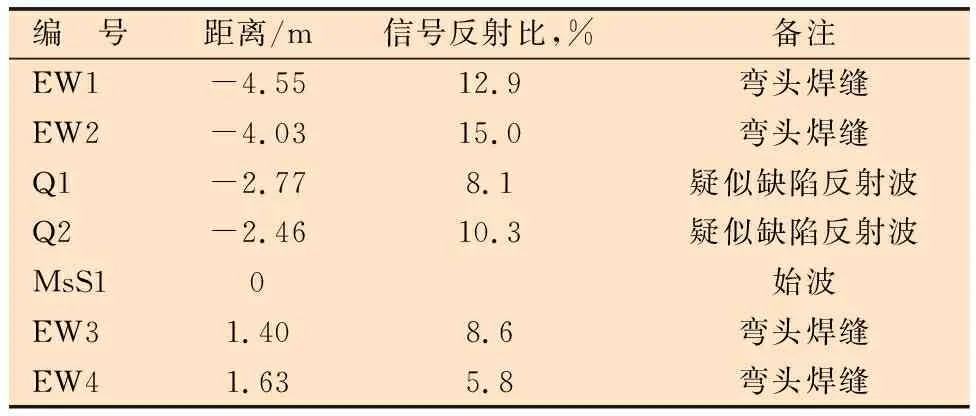
表4 φ219 mm×10.00 mm管道檢測數據說明
從圖5(a)可見,檢測信號中出現大量回波,宏觀檢查發現,管道上連接了彎頭、三通及閥門等較為復雜的管件,因此造成不相關的回波信號較多,通過人工排查,該條管道未發現金屬缺陷。從圖5(b)可見,距離檢測探頭負方向2.46 m及 2.77 m位置存在兩處明顯的異常信號,結合管道結構特征可以判定在異常信號部位可能存在金屬截面突變,但由于管道外壁完好,因此對缺陷的定性檢測還需要采取其他檢測手段加以確認。
3.2.2 電磁超聲測厚復驗
考慮到高壓空冷器入口油氣管道所連接的典型管件數量較多,采用電磁超聲測厚對不相關的回波信號部位及異常信號部位都進行了復驗,見圖6。檢測發現φ159 mm×11.13 mm的管道整體壁厚均處于正常范圍之內;而對于φ219 mm×10.00 mm的管道,在異常信號處顯示最小壁厚為8.14 mm,其余部位正常,管道壁厚為10.61 mm,因此管道內壁存在明顯的局部減薄。

圖6 φ219 mm×10.00 mm管道電磁超聲測厚
4 結 論
(1)對在役油氣管道進行磁致伸縮超聲導波檢測,可以有效地判定管道本身存在的宏觀缺陷,并能夠確定缺陷在管道軸向上的具體部位。
(2)管道本身存在過多的典型管件,如支撐、三通和彎頭等,將會對超聲導波檢測結果造成一定的影響。
(3)目前磁致伸縮超聲導波檢測在實際應用中主要作為一種先導檢測手段,對于缺陷的定性檢測,還需要結合其他無損檢測手段輔助完成。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
海峽科技與產業(2016年3期)2016-05-17 04:32:12
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
航空學報(2015年4期)2015-05-07 06:43:35
上海電機學院學報(2015年4期)2015-02-28 14:30:00