帶極埋弧堆焊在異種金屬接頭中的應用研究
2021-03-01 07:52:32
金屬加工(熱加工) 2021年2期
東方電氣集團東方鍋爐股份有限公司 四川德陽 618000
1 序言
采用堆焊過渡一直是解決異種金屬接頭焊接難題的最主要工藝手段,但此工藝主要用于小管焊接、鋼板焊接等小型結構,堆焊方法以鎢極氬弧焊和焊條電弧焊為主。
隨著石化燃料的枯竭以及國際社會對電廠排放限制的增強,目前能源行業正在向兩個方向發展,一是傳統火電行業向高參數、大容量、低污染及低排放方向發展;二是清潔能源行業向高參數、大容量方向發展,于是二次再熱火電機組和超高參數核電機組逐漸成為目前各大能源企業和電站設備廠家研制的重點。在這些能源設備的結構設計中產生了大量的異種金屬筒體對接,但傳統的手工堆焊過渡層的方式已經無法滿足生產需求。因此本文分別以0#輔機中的SA-336F91鋼筒身與13MnNiMo5-4鋼筒身環縫、核電蒸發器中的S32168鋼筒身與20MnNiMoⅣ鍛件管板環縫為例,對帶極堆焊在異種金屬接頭中的應用進行了研究,探討帶極堆焊在異種金屬接頭中應用的可行性。
2 母材性能
(1)SA-336F91鋼與13MnNiMo5-4鋼主要性能 SA-336F91為馬氏體鋼,顯微組織為回火索氏體,供貨狀態為正火+回火,具有良好的常溫力學性能及高溫力學性能,管材形式的S A-336F91鋼被廣泛用于高參數鍋爐受熱面。S A-336F91鋼在焊接時具有淬硬傾向,冷裂紋敏感性強;但因其又含C、Nb等元素而具有一定的熱裂紋傾向。SA-336F91鋼的化學成分及力學性能見表1、表2。
13MnNiMo5-4為珠光體鋼,顯微組織為回火索氏體+上貝氏體,供貨狀態為正火+回火,其冷裂紋敏感性和熱裂紋敏感性均低于SA-336F91鋼,焊接工藝性相對較好。13MnNiMo5-4鋼化學成分及力學性能見表3、表4。
ASME規定,SA-336F91鋼焊后熱處理溫度最低為705℃[1]。按照相關標準要求并結合材料本身特性,13MnNiMo5-4鋼焊后熱處理溫度為600~650℃。但由于該材料回火溫度通常為650℃左右,所以13MnNiMo5-4鋼最佳焊后熱處理溫度為600~620℃。兩種材質焊后熱處理溫度差異過大,無重疊區間,按照常規手段,熱處理溫度需按照較高的執行,這將導致13MnNiMo5-4鋼強度大幅下降。

表1 SA-336F91鋼化學成分(質量分數) (%)

表2 SA-336F91鋼力學性能(室溫)

表3 13MnNiMo5-4鋼化學成分(質量分數) (%)

表4 13MnNiMo5-4鋼力學性能(沖擊環境溫度為0℃,其余室溫)
(2)S32168鋼與20MnNiMoⅣ鋼主要性能 S32168為含鈦型奧氏體不銹鋼,供貨狀態為固溶處理,由于其是在304不銹鋼的基礎上增加了Ti元素,所以耐腐蝕性能優良,焊接工藝性較好。S32168鋼的化學成分及力學性能見表5。
20MnNiMoⅣ為珠光體鋼,顯微組織為回火索氏體+上貝氏體+鐵素體,供貨狀態為淬火+回火。其大量應用在核電一回路設備,具有優良的綜合力學性能。但是由于該鋼種碳當量較高,具有較大的淬硬傾向,裂紋敏感性強,所以對焊接工藝要求較高。20MnNiMoⅣ鋼的化學成分及力學性能見表6、表7。
S32168鋼與20MnNiMoⅣ鍛件之間的焊接屬于典型的異種金屬間的焊接,若直接進行對接焊接,焊接操作難度大,焊接殘余應力大,運行中接頭易發生蠕變破壞。

表5 S32168鋼化學成分及力學性能

表6 20MnNiMoⅣ鋼化學成分(質量分數) (%)

表7 20MnNiMoⅣ鋼力學性能(沖擊環境溫度為-20℃,其余室溫)
3 焊接工藝
對于異種鋼對接,行業內通常有兩種方法:一種為直接采用合適的焊材焊接成形,例如奧氏體不銹鋼+低合金鋼的異種鋼對接,大部分情況下可直接采用鎳基焊材或不銹鋼焊材焊接完成;第二種是在其中一側母材堆焊隔離層,最終實現隔離層與另外一種母材的焊接,此種情況主要針對焊接應力較大或運行工況比較惡劣的接頭。
由于SA-336F91鋼+13MnNiMo5-4鋼之間的焊接難點是如何保證焊后熱處理的接頭性能,故第一種方法不適用于該接頭。若采用第二種方法,只能在SA-336F91側先堆焊隔離層,然后將隔離層和SA-336F91鋼一起進行730℃以上的消應力熱處理,最后再焊接隔離層和13MnNiMo5-4鋼,并進行620℃左右的消應力熱處理。這就要求該隔離層在標準規定范圍內既不需要熱處理或熱處理溫度較低(620℃左右),又能經受730℃左右的熱處理而力學性能仍可滿足要求,滿足此條件的隔離層只能是奧氏體不銹鋼或鎳基合金。若采用奧氏體不銹鋼或鎳基合金過渡,不僅13MnNiMo5-4鋼直接焊接難度和工作量非常大,而且焊接殘余應力也較大,故焊接質量很難保證。為此在項目執行過程中,我公司提出了一種新的焊接和熱處理方案,即在SA-336F91鋼和13MnNiMo5-4鋼兩種材料的坡口側分別堆焊隔離層,堆焊后按照各自的熱處理工藝進行熱處理,然后再焊接兩側隔離層,隔離層與基材之間的焊接質量靠堆焊工藝保證,隔離層之間的環縫為同種材料焊接,這樣使焊接難度大大降低。采用此方案,既解決了熱處理問題,也解決了焊接難度大的問題[2]。
S32168鋼與20MnNiMoⅣ鋼之間的焊接可直接采用第二種方法,即先在20MnNiMoⅣ側堆焊347材質,經620℃左右熱處理后,再將S32168鋼與347堆焊層焊接。
(1)SA-336F91鋼筒體與13MnNiMo5-4鋼筒體環縫焊接工藝 其流程如下。
1)在SA-336F91鋼筒身端部堆焊EQNiCrMo-3焊帶,堆焊厚度>35mm,然后粗車堆焊層,對堆焊層進行PT、UT檢測。檢測合格后將SA-336F91鋼筒身與堆焊層一起進行760℃的焊后熱處理。最后精加工堆焊層,并在堆焊層上機加工環縫坡口。
2)在13MnNiMo5-4 鋼筒體端部堆焊EQNiCrMo-3焊帶,堆焊厚度>35mm,然后粗車堆焊層,對堆焊層進行PT、UT檢測。檢測合格后將13MnNiMo5-4鋼筒體與堆焊層一起進行620℃的焊后熱處理。最后精加工堆焊層,并在堆焊層上機加工環縫坡口。
3)環縫為鎳基堆焊層之間的對接,可采用熱絲TIG焊或手工焊。為提高焊接效率,可采用埋弧焊+焊條電弧焊焊接,焊絲為ERNiCrMo-3,焊條為ENiCrMo-3。焊后對環縫及環縫兩側的堆焊層一起進行100%的PT和RT檢測。最終接頭形式如圖1所示。

圖1 SA-336F91+13MnNiMo5-4接頭結構
(2)S32168鋼筒體與20MnNiMoⅣ鋼管板環縫焊接工藝 其流程如下。
1)在20MnNiMoⅣ管板端部堆焊EQ347焊帶,堆焊厚度>35mm,然后粗車堆焊層,對堆焊層進行PT、UT檢測。檢測合格后將20MnNiMoⅣ鋼管板與堆焊層一起進行620℃的焊后熱處理。最后精加工堆焊層,并在堆焊層上機加環縫坡口。
2)采用埋弧焊或焊條電弧焊焊接S32168鋼與347鋼環縫,焊絲ER347,焊條E347-15。焊后對環縫及環縫兩側的堆焊層一起進行100%的PT和RT檢測。
4 力學性能評定
(1)SA-336F91鋼與13MnNiMo5-4鋼接頭評定評定采用SA-336F91鋼試板和13MnNiMo5-4鋼試板各一塊,試板規格均為500mm×160mm×60mm。
1)在兩塊試板的60mm厚度側分別進行帶極埋弧堆焊鎳基材料,堆焊厚度35mm,焊帶EQNiCrMo-3,焊劑GXN-S600。13MnNiMo5-4鋼側焊前預熱100~150℃,SA-336F91鋼側焊前預熱200~250℃,焊接過程中層溫控制在200~260℃。
2)將堆焊好的試板進行PT、UT檢測,UT檢測采用自制檢測對比試塊的方法,試板均一次檢測合格,然后分別進行620℃×2h和760℃×7h的消應力熱處理。
3)在兩塊試板的堆焊層上分別加工窄間隙坡口,并將兩塊試板采用焊條電弧焊+埋弧焊焊接,焊條ENiCrMo-3、φ4.0mm,焊絲ERNiCrMo-3、φ2.4mm,焊劑GXN-600,焊接過程中層溫控制要<260℃。
4)對整個接頭進行RT、UT及PT檢測,一次檢測合格,然后對試樣進行力學性能試驗。其中接頭拉伸2組,側彎12個,兩側熱影響區沖擊各1組,各區域硬度檢測42點。側彎試樣的彎曲中心依次為13MnNiMo5-4鋼側堆焊層中心、埋弧焊焊縫中心、SA-336F91鋼側堆焊層中心,側彎試驗全部無開口缺陷。其余力學性能檢測結果見表8~表10。
由以上試驗結果可以看出,試驗結果滿足現有標準要求,但部分區域整體硬度偏高,這與采用的堆焊層材料和焊接參數有關,可通過采用強度更低的EQNiCr-3鎳基焊材和控制焊接熱輸入方法來控制[3]。
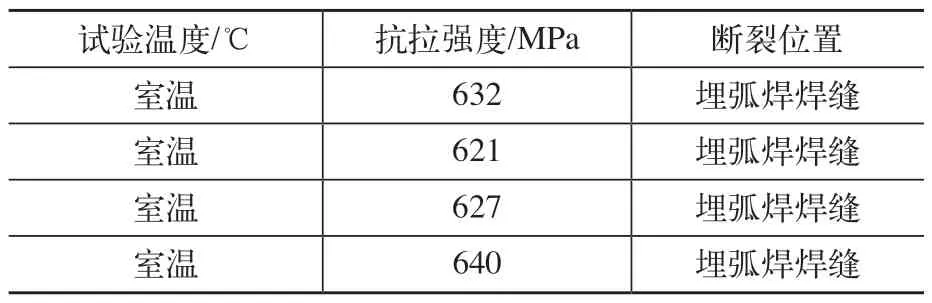
表8 拉伸試驗結果
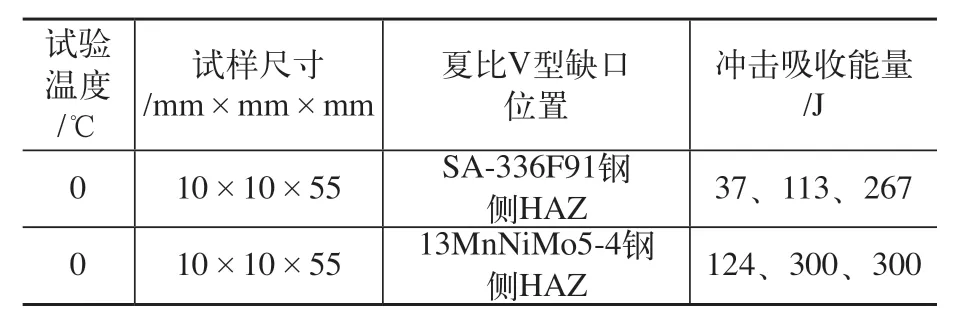
表9 沖擊試驗結果
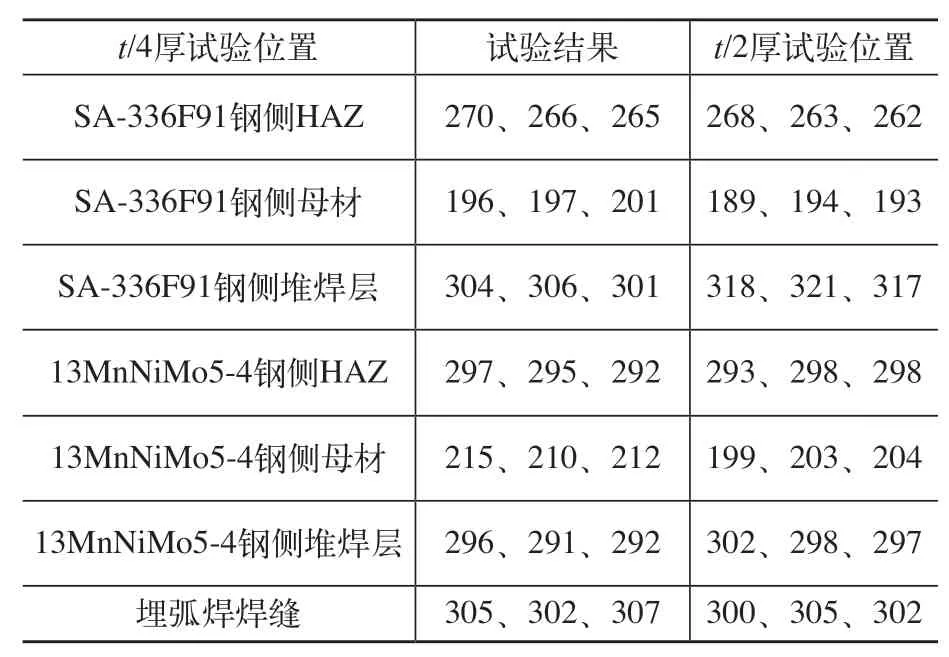
表10 HV10(室溫)硬度試驗結果 (HV)
(2)S32168鋼與20MnNiMoⅣ鋼接頭評定 評定采用S32168鋼試板和20MnNiMoⅣ鋼試板各一塊,試板規格均為500mm×160mm×40mm。
1)在20MnNiMoⅣ鋼試板的40mm厚度側進行帶極埋弧堆焊不銹鋼材料,堆焊厚度40mm,第一層堆焊焊帶EQ309L,焊劑SMJ34,剩余層堆焊焊帶EQ347,焊劑SMJ34。第一層焊前預熱100~150℃,焊接過程中層溫控制在200~260℃。
2)將堆焊好的試板進行PT、UT檢測,結果合格,然后進行620℃×5h的消應力熱處理。
3)在兩塊試板的堆焊層上分別加工窄間隙坡口,并將兩塊試板采用焊條電弧焊焊接,焊條A137R,φ4.0mm,焊接過程中層溫控制要<260℃。
4)對整個接頭進行RT、UT及PT檢測,結果合格,然后對試樣進行力學性能試驗。其中接頭拉伸2組,側彎8個,20MnNiMoⅣ側熱影響區沖擊1組,各區域硬度檢測36點。側彎試樣的彎曲中心依次為20MnNiMoⅣ鋼側堆焊層中心、焊條電弧焊焊縫中心,側彎試驗全部無開口缺陷。其余力學性能檢測結果見表11~表13。
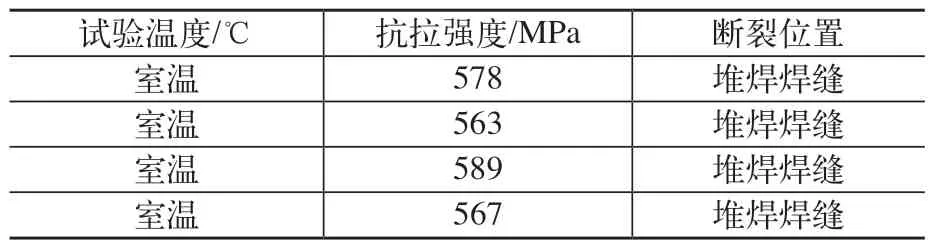
表11 拉伸試驗結果
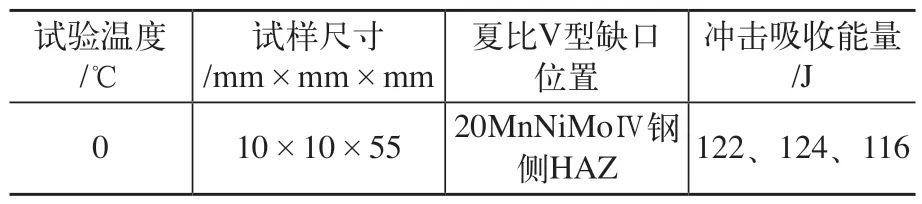
表12 沖擊試驗結果

表13 HV10(室溫)硬度試驗結果 (HV)
5 結束語
以上兩種方案均在具體產品中進行了應用,至今運行均已超過4年,焊接接頭均未發生失效狀況,故可以得出以下結論。
1)采用堆焊鎳基隔離層的方法,可以解決兩種材料熱處理溫度差異較大焊接和熱處理問題。
2)采用堆焊奧氏體不銹鋼隔離層的方法,可以解決低合金鋼與奧氏體不銹鋼兩種材料的焊接問題。
3)帶極埋弧堆焊方法可以應用于隔離層焊接,且接頭力學性能可滿足標準及產品運行要求。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
海峽科技與產業(2016年3期)2016-05-17 04:32:12
焊接(2015年9期)2015-07-18 11:03:53