鋼結構吊橋腐蝕問題的焊接加固改造研究
2021-03-01 07:52:40
金屬加工(熱加工) 2021年2期
中國電建集團華東勘測設計研究院有限公司 浙江杭州 311122
1 序言
因為鋼結構吊橋一般安裝在河流之上,所以其周圍的環境一般都比較潮濕,如果不加保護將會被腐蝕。這種腐蝕可以是一般均勻的厚度損失,或是集中點蝕的形式,最終取決于暴露在何種環境下和前期的防腐蝕工作。腐蝕嚴重的鋼結構會破壞橋梁的完整性功能,是影響橋梁運行安全的關鍵因素,因此出現腐蝕問題必須高度重視,應定期對橋梁進行必要的修繕[1]。
2 鋼結構吊橋存在的主要問題
中國電建集團華東勘測設計研究院有限公司設計的某客運站鋼結構吊橋建成后已運行14年,在維護時發現面板下方縱向及橫向工字鋼腐蝕較為嚴重,腐蝕嚴重部位均是被潮水經常淹沒,初步原因分析為海水干濕交替環境以及歷年來維護不到位所致。
全面的安全檢測結果為:①鋼吊橋面板輕度腐蝕,平均腐蝕約7%。②鋼吊橋主梁上面板基本無腐蝕,下翼緣板腐蝕 2%~6%,腹板腐蝕約19%,主梁整體腐蝕約23%。③鋼吊橋縱向工字鋼梁腐蝕較為嚴重,基本呈現工字鋼下翼緣板銹穿現象,平均腐蝕約44%,如圖1所示。④鋼吊橋橫向小梁腹板局部腐蝕較為嚴重,平均腐蝕約23%,如圖2所示。⑤鋼吊橋主梁桁架結構基本無腐蝕。
鋼吊橋的主梁、縱向小梁、橫向小梁及面板均有不同程度的銹蝕及銹損(爛),根據腐蝕檢測數據,經復核主梁承載能力已不能滿足原通車要求,鋼吊橋結構的運行已存在嚴重安全風險。

圖1 縱向小梁腐蝕情況

圖2 橫向小梁腐蝕情況
3 橋面及小梁系統更新改造方案
(1)方案描述 原鋼吊橋整體均存在不同程度的腐蝕情況,主梁、橋面腐蝕較為嚴重,小梁系統等腐蝕嚴重,鋼吊橋整體更新改造可使鋼吊橋各性能恢復到原設計參數。整體更新改造將按照原鋼橋所有接口及配合尺寸,對鋼吊橋進行重新設計制造,鋼吊橋設計按GB 50017—2003《鋼結構設計規范》和JTG D64—2015《公路鋼結構橋梁規范》重新設計。鋼吊橋承載能力按照JTG D60—2004《公路橋涵設計通用規范》中公路-1級標準設計。
鋼吊橋主梁采用箱型梁加桁架結構;縱向小梁采用工字鋼形式,橫向小梁采用倒T字形,鋼吊橋主體材料采用Q355D。鋼吊橋整體由工廠制作,分節運輸至現場后焊接成整體。
(2)橋面及小梁系統更新改造主要參數 詳見表1。

表1 橋面及小梁系統更新改造主要參數
4 橋梁改造焊接工藝研究
4.1 焊接工藝制定思路
該橋鋼結構焊接工藝方案制定主要前提原則是通過對設計圖樣審查和研究,在保證焊接接頭全覆蓋和經濟性的要求下,制定出一套切實可靠的焊接工藝評定方案。焊接要求以國內外常用的AASHTO/AWSD1.1《鋼結構焊接規范》、AASHTO/AWSD1.5《橋梁焊接規范》來綜合從嚴進行焊接工藝評定的試驗。
鋼材的焊接性主要包括工藝焊接性和使用焊接性。工藝焊接性是指在一定焊接工藝條件下,能否獲得致密、無缺陷焊接接頭的能力。它又分為熱焊接性和冶金焊接性,主要包括組織性能和氣孔、夾渣、裂紋等缺陷。使用焊接性是焊接接頭的工作條件和設計上提出的具體要求,包括常規力學性能、低溫韌度、屈服強度等,所有這些重要的因素都要在焊接工藝評定中實現并符合要求。
4.2 焊接工藝方案制定
該橋的主體鋼結構采用Q355D橋梁鋼,接頭形式為對接、角接兩種,焊縫情況為全焊透和非全焊透。焊接方法選用埋弧焊、氣體保護焊和焊條電弧焊。
焊接材料應選用熔敷金屬含氫量低,以及焊接工藝性能和冶金性能好的焊條、焊劑和焊絲。焊接時,焊縫成分和性能主要是由焊絲和焊劑共同決定的。埋弧焊焊接電流大,熔深大,母材熔合比高,母材成分的影響也大;CO2氣體保護焊時,電弧的熱作用使CO2氣體中分解出原子氧,其具有強烈的氧化性能;藥芯焊絲氣體保護焊時,粉芯里有大量的穩弧劑,在焊接時具有造渣少、效率高、飛濺少等特點。埋弧焊選用H08MnA和H08Mn2E焊絲,SJ101q焊劑;氣體保護焊實芯焊絲采用ER50-6,藥芯焊絲采用YJ502Q;焊條電弧焊選用E5015焊條。
根據以往項目經驗和相關資料數據研究,本著在保證質量的前提下,盡量節約成本并提高焊接效率的原則,針對本項目Q355D橋梁鋼平焊縫位置焊接難度較低的情況,可主要采用埋弧焊焊接,焊接生產效率高,焊縫質量好、焊接成本低;在仰對接、仰角接焊縫等難焊的位置,雖然采用藥芯焊絲價格比實芯焊絲貴,但其性能較好;焊條電弧焊由于對焊工的操作技術要求高,要頻繁更換焊條和清理焊道熔渣,生產效率低,本項目維修周期要求盡量短,故不采用焊條電弧焊方式。
4.3 焊前技術措施
該橋的焊接工藝評定采取如下技術措施:
(1)焊前準備 焊接坡口面及其兩側母材表面的油污、鐵銹、氧化皮和其他影響焊接質量的雜質,必須清理干凈。
(2)焊接參數的確定 預熱具有降低焊接熱影響區的冷卻速度,避免淬硬組織的形成,防止冷裂紋并改善熱影響區的塑性等優點。延長焊接區在100℃以上溫度的停留時間,有利于焊縫金屬中擴散氫的逸出,降低氫致裂紋形成的危險。該橋根據規范要求當材料厚度≥40mm時,應采取預熱措施,預熱溫度為100~150℃。
4.4 焊接參數
選擇合適的焊接參數,對提高焊接質量和生產效率十分重要,本試驗施焊過程中的焊接參數見表2。
4.5 焊接殘余應力處理
目前國內鋼結構消除焊接殘余應力的方法主要有:整體高溫回火處理、局部高溫回火處理、機械拉伸法(過載法)、溫差拉伸法及超聲波沖擊法(振動)[1]。本次焊接應力消除采用超聲波沖擊法。
對于橋梁腐蝕較為嚴重的位置進行焊接返修后,針對Q355D工字鋼、T形鋼的焊接,分別在每條焊縫上設置3個焊接應力測點,超聲波沖擊前后的應力測試結果見表3。表3中拉應力為正,壓應力為負;σ x(X向殘余應力)為測點垂直焊縫長度方向的應力;σ y(Y向殘余應力)為測點平行焊縫長度方向的應力。
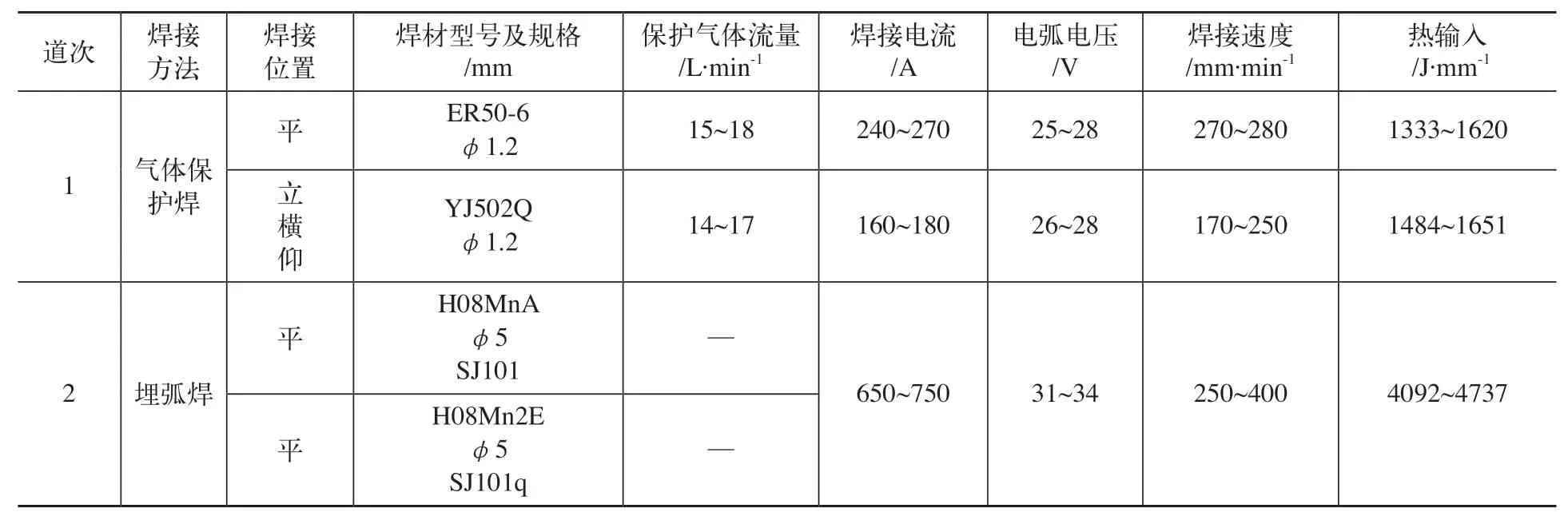
表2 施焊過程中的焊接參數
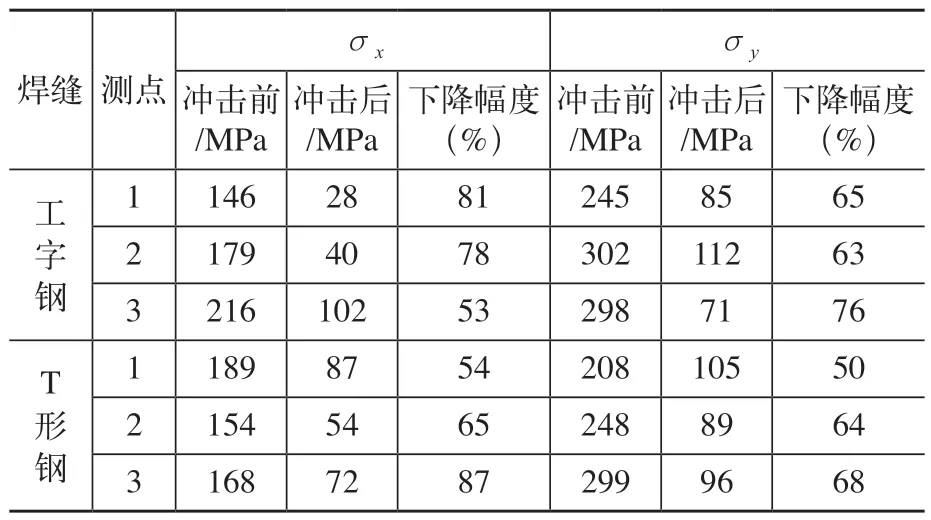
表3 超聲波沖擊前后焊縫的殘余應力
超聲波沖擊前,焊縫存在著相當大的焊接殘余應力,σ y大部分在 300MPa 以上,遠大于σ x;經過超聲波沖擊后,殘余應力均大幅下降達到50%以上。殘余拉應力的減少和消除使焊縫能更好地發揮其承載能力,這證明了超聲波沖擊能在一定程度上均化焊接殘余應力,明顯改善了焊縫區域的受力狀態,基本上不需要采用高溫回火來改善局部焊接應力集中的狀況,在該橋長期疲勞受力的基礎上,能夠保持持久的運營狀態。
5 橋梁改造焊接工作
5.1 焊前準備
1)焊工在焊前應首先熟悉圖樣、焊接工藝文件,施焊前領取施工任務單,明確各自擔任的焊接工作的施焊方法、技術要求和驗收標準,作好焊前技術準備。
2)焊工在焊前應復查組裝質量、構件的組裝尺寸、定位焊質量和焊接區的處理情況,如不符合要求,應修整合格后方可施焊。
3)施焊前,清除焊接區域內的氧化皮、油污、鐵銹和漆皮等雜質,使焊件露出金屬光澤。同時根據施工圖樣要求檢查坡口角度和平整度,對受損和不符要求的部位進行打磨和修補處理。
4)焊工在施焊前,應在試板上按規定調整好焊接電流,不得直接在焊件上操作。
5.2 焊接過程
(1)預熱 本次焊件材料為Q355D工字鋼、T形鋼,當厚度≥40mm時,焊前預熱溫度≥100℃,預熱區域為焊縫每側距焊縫中心≥2t(t為板厚),且≥50mm;當厚度<40mm時,不需要預熱。
(2)焊接實施 氣體保護焊使用SOONREE焊機,將氣體流量調試好,送氣30s,把輸氣管內的空氣排放干凈;在焊件上施焊,打底焊層高度不超過4mm,填充焊層高度3~5mm;蓋面焊時,焊接熔池邊緣超過坡口棱邊0.5~1.5mm,防止咬邊。埋弧焊焊件兩端放置引弧板和引出板,焊件表面焊劑保持必要的高度;焊件厚度≤8mm,焊絲伸出長度20~25mm,焊劑層厚度25~30mm;焊件厚度為8~16mm,焊絲伸出長度25~30mm,焊劑層厚度30~35mm;焊接時焊絲與焊縫中心在整個過程中都保持一致,按照焊接參數施焊,盡可能保證每條焊縫一次焊完。
(3)焊后處理 焊后將焊縫表面的熔渣、飛濺等雜質清除干凈;變形的焊件用機械或在嚴格控制溫度下加熱的方法矯正;焊后消除應力可按照JB/T 6046—1992的規定進行。
5.3 焊后檢查
焊接完畢,焊工應清理焊縫區的熔渣和飛濺物,并檢查焊縫外表質量。
1)外觀檢查:在焊接完成24h后進行100%外觀檢查。用肉眼、低倍放大鏡、檢測量具檢查所有焊縫表面有無裂紋、夾渣、焊瘤、燒穿和針狀氣孔等缺陷,并檢查焊縫幾何尺寸以及成形情況是否符合JB/T 5943—2018中的有關規定。
2)內部檢查:外觀檢查合格后應由專職檢查人員做內部檢查,以檢查焊縫內部質量。
3)檢驗標準:按照設計要求和規范要求檢查驗收。
5.4 焊接注意事項及要求
1)凡遇有大風或雨時,要采取有效防護措施。風力>5級應設防風措施,否則不得施焊。
2)嚴禁在焊縫以外的母材上引弧,必要時設置專項引弧板和引出板。
3)焊接工作完畢后,焊工應清除熔渣并進行自檢。
5.5 安全注意事項
1)在鋼結構施焊過程中應始終貫徹執行“安全第一、預防為主”的方針。
2)施焊場地應無易燃易爆物品,并配備消防器材。
3)使用的焊機應一機一閘,并配備漏電保護安全接地等,使用焊機閘刀應側面操作。
4)施焊的焊工應具有勞動部門頒發的安全操作許可證。
6 結束語
綜上所述,需要結合項目實際工況,制定合理的鋼吊橋返修方案,焊接鋼結構橋梁做好施工前期準備工作,擬定具體焊接工藝方案。在實際施工過程中,施工人員應掌握其焊接及安裝要點,嚴格遵循施工流程,以保證橋梁的整體質量。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
湖南教育·A版(2019年4期)2019-05-10 03:31:44
小學生學習指導(低年級)(2019年4期)2019-04-22 03:28:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:04
設備管理與維修(2015年12期)2015-04-09 06:57:24