冷軋激光焊接DP780高鋁雙相帶鋼表面印跡產生原因
2021-03-01 08:59:30周朝剛汪云輝王書桓艾立群王海龍
機械工程材料 2021年2期
關鍵詞:焊縫
劉 穎,周朝剛,汪云輝,王書桓,艾立群,王海龍
(1.唐山科技職業技術學院,唐山 063009;2.華北理工大學冶金與能源學院,唐山 063009;3.唐山市特種冶金及材料制備重點實驗室,唐山 063009;4.河鋼集團唐鋼公司技術中心,唐山 063016)
0 引 言
輕量化和節能降耗是近年來汽車行業發展的主要趨勢。780 MPa級高強雙相鋼具有高強度和高塑性,能夠滿足輕質高強的要求,因此逐漸成為汽車用主要鋼種之一[1-2]。高強雙相鋼的顯微組織主要由鐵素體和馬氏體組成,為了滿足高強度和兩相組織要求,在成分設計時常添加錳、鉻、鋁、硅、鉬和鈮等合金元素。鋁元素在煉鋼過程中起到脫氧作用,其在常規雙相鋼中的質量分數一般在0.05%以內;硅元素主要在退火過程中起到凈化鐵素體的作用,其質量分數在1.0%左右。高硅含量雙相鋼的成本較低,但是在熱軋過程中其帶鋼表面會形成鐵橄欖石,增大酸洗難度[3],因此在成分設計時一般會以鋁代硅,并且鋁含量的提高還能夠起到延遲滲碳體形成、提高奧氏體中碳含量、增強奧氏體穩定性從而提高帶鋼強度的作用。盧淋等[4]通過以鋁代硅成功開發出1 000 MPa級高鋁熱鍍鋅雙相鋼。鄧照軍等[5]研究了退火溫度對高鋁雙相鋼顯微組織的影響;王輝等[6]研究了鋁對冷軋雙相鋼高溫熱塑性的影響,并制定了相應的連鑄生產工藝;涂英明等[7]、秦昊等[8]、董丹陽等[9]研究了不同強度等級雙相鋼激光焊接接頭的組織與性能。由此可見,高強度等級高鋁雙相鋼是研究熱點之一。
某公司進行了鋁質量分數在0.55%0.70%的DP780高鋁雙相鋼的試制工作,生產工藝流程為轉爐熔煉→精煉→連鑄→熱軋→頭尾焊接→酸軋(酸洗+冷軋)→連退(鍍鋅)。該雙相鋼經熱軋后的鋼卷厚度一般在2.55.0 mm。為了滿足高速冷軋節奏,在酸軋入口采用米巴赫HSL17型激光焊機對鋼卷頭尾進行焊接,焊接熱輸入控制在95140 J·mm-1之間,焊接速度在4.0~9.6 m·min-1,激光功率在3.6~12.0 kW,焊接過程中采用氦氣雙面保護,氦氣流量為40~70 L·min-1。焊接完成后帶鋼經活套進入4個酸洗槽進行酸洗,通過鹽酸清除表面氧化鐵皮。1#,2#,3#,4#酸洗槽中鹽酸的質量濃度分別不低于25,55,85,125 g·L-1,4個酸洗槽溫度均控制在70~85 ℃之間。帶鋼清洗干凈后進入冷軋機組進行冷軋,整體壓下率為50%~70%,軋至厚度為0.8~2.0 mm后進行卷取。不同厚度熱軋帶鋼在冷軋后表面均出現垂直于長度方向的橫向印跡,該印跡經后道連退工藝后無法消除,加工成汽車零部件后表面出現色差,影響產品質量。為此,作者詳細分析了橫向印跡產生的原因,并進行了工藝改進。
1 理化檢驗及結果
1.1 化學成分及顯微組織
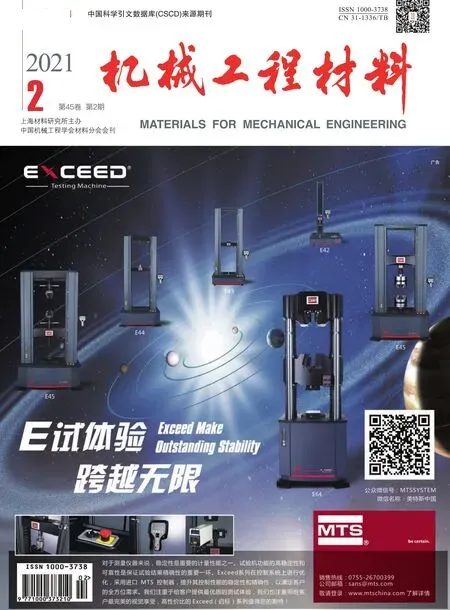
在連退后的DP780帶鋼上取樣,采用ARL4460型直讀光譜儀測定化學成分。由表1可知,試制的DP780帶鋼含有錳、鉻、鋁、鉬和鈮等合金元素,鋁元素含量較高,在0.55%~0.70%(質量分數,下同)之間。在連退后的DP780帶鋼上取金相試樣,經砂紙逐級打磨,拋光,用體積分數4%硝酸酒精溶液腐蝕后,分別采用Axiovert 40MAT型光學顯微鏡(OM)和SIGMA-HD型掃描電鏡(SEM)觀察帶鋼顯微組織。由圖1可以看出,該試驗鋼為典型的鐵素體+馬氏體雙相組織。

表1 試制DP780雙相鋼的化學成分(質量分數)
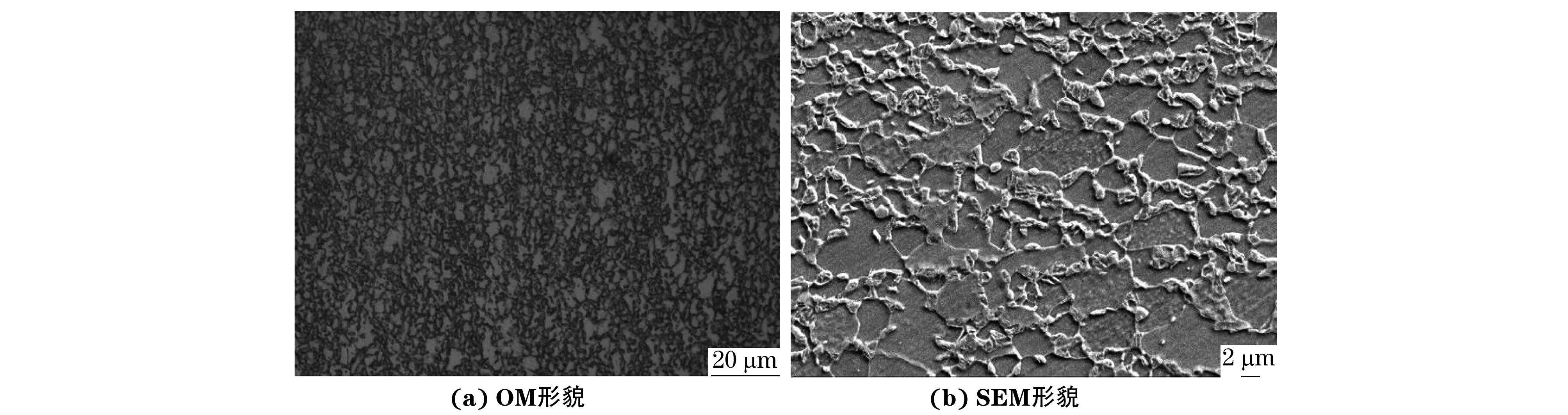
圖1 連退后DP780雙相帶鋼的顯微組織
1.2 表面形貌
不同厚度熱軋DP780帶鋼經冷軋后,其表面均出現垂直于軋制方向的橫向印跡,其典型形貌如圖2(a)所示;橫向印跡周期性分布在帶鋼表面,與帶鋼焊縫經軋制后出現的黑色印跡形貌相似,且印跡隨著距焊縫距離的增大逐漸變淡。高鋁帶鋼焊縫冷軋后的形貌見圖2(b)。
對同期生產的DP980帶鋼進行表面形貌觀察,發現冷軋后其表面未出現周期性印跡,表面質量良好,無缺陷,如圖3(a)所示,其焊縫表面也未出現黑色印跡,如圖3(b)所示。DP980雙相鋼的化學成分見表2。對比發現,其與DP780雙相鋼在化學成分上的區別主要在于鋁含量。DP980雙相鋼中的鋁質量分數在0.035%~0.055%,低于DP780雙相鋼的。
1.3 焊縫硬度
采用MHT-10型顯微硬度計測定冷軋后DP780和DP980雙相鋼焊縫的顯微硬度,載荷為1.96 N,保載時間15 s,每隔100 μm取點測試。由圖4可以看出,2種鋼焊縫的硬度均高于母材的,并且DP980雙相鋼焊縫和母材的硬度均高于DP780雙相鋼的。DP980雙相鋼冷軋后表面未出現印跡,因此初步判斷DP780雙相鋼表面的印跡與焊縫硬度無相關性。
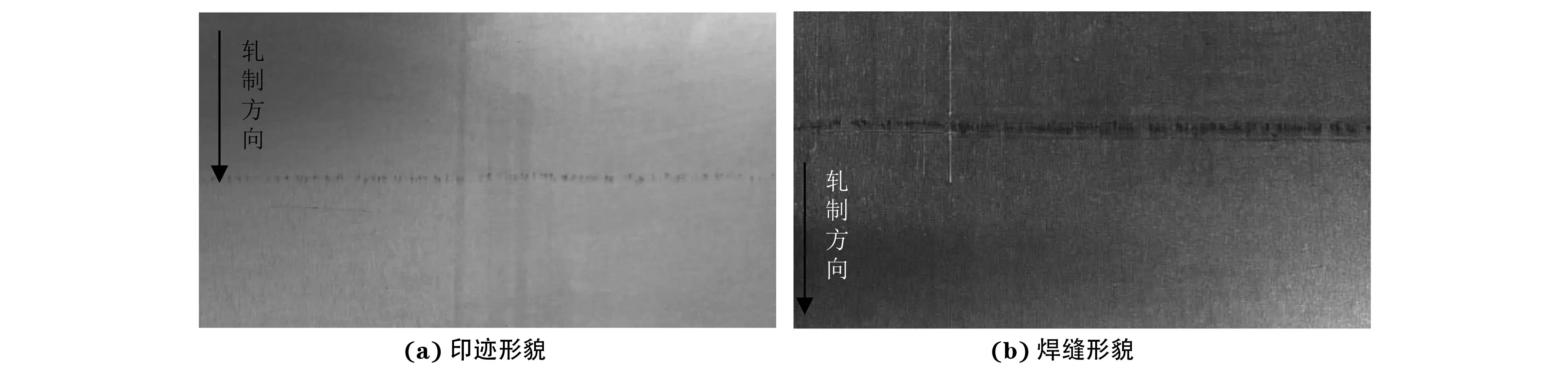
圖2 冷軋后DP780帶鋼表面印跡與焊縫形貌
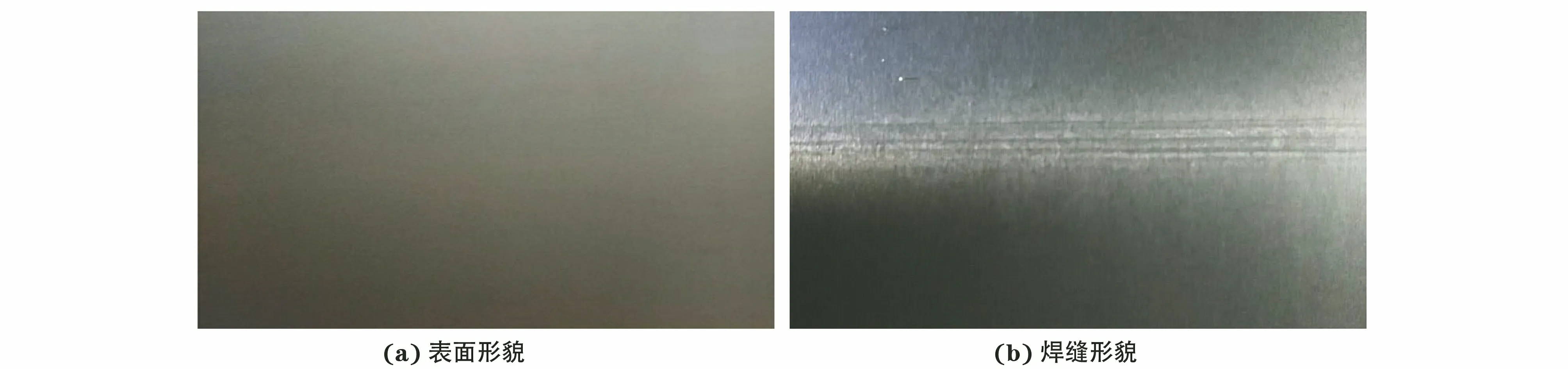
圖3 冷軋后DP980帶鋼表面形貌與焊縫形貌

表2 DP980雙相鋼的化學成分(質量分數)
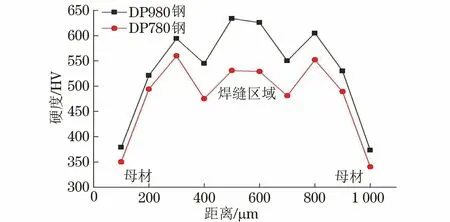
圖4 冷軋后DP780和DP980帶鋼焊縫和母材的硬度分布
1.4 焊縫微區成分
在冷軋后DP780帶鋼焊縫區取樣,采用質量分數1%的稀鹽酸和超聲波進行清洗,在SIGMA-HD型掃描電鏡上觀察微觀形貌,使用附帶的X-maxN型能譜儀(EDS)進行微區成分分析。由圖5可以看出:焊縫區存在凹陷的黑色區域,黑色區域中位置1處主要由氧和鋁元素組成,且氧與鋁均富集在黑色區域,說明鋁發生氧化形成了氧化鋁。
將圖5(a)中的黑色區域放大觀察,發現該區域表面存在破碎現象,EDS檢測發現該區域主要含有氧和鋁元素,如圖6所示。
2 表面印跡形成原因及解決措施
2.1 形成原因
由理化檢驗結果可知:試制試驗鋼中的鋁含量在0.55%0.70%,硅含量不高于0.1%,組織為鐵素體+馬氏體雙相組織;經激光焊接、酸洗并冷軋后,試驗鋼焊縫硬度高于母材的,但與未產生印跡的硬度更高的DP980雙相鋼對比可知,焊縫的高硬度并不是試驗鋼冷軋后表面形成印跡的原因;通過掃描電鏡觀察發現,試驗鋼焊縫表面存在氧化鋁,且氧化鋁發生破碎。
在激光焊接過程中,當激光功率密度大于106W·cm-2時,表面金屬發生熔化和蒸發,在金屬蒸氣壓力的作用下形成小孔;在穩定的小孔效應作用下,焊縫溫度急劇升高,其中心峰值溫度達到2 450 ℃以上[10]。在試驗鋼焊接過程中,激光頭的移動速度一般在100140 mm·s-1,保護氣體噴嘴同步同速移動,這使得仍處于高溫狀態的焊縫金屬逐漸暴露于空氣中發生固態氧化[11]。由于DP780雙相鋼中的鋁含量較高,而高溫狀態下鋁存在優先氧化行為[12-13],因此焊縫金屬表面形成氧化鋁顆粒;并且粗糙的焊縫表面加劇了顆粒狀氧化鋁的不均勻聚集程度。在后續酸洗過程中,表面聚集較多的氧化鋁未能全部去除,在冷軋過程中發生破碎;破碎的硬質氧化鋁造成軋輥表面損傷,在軋制過程中使得帶鋼表面產生印跡。
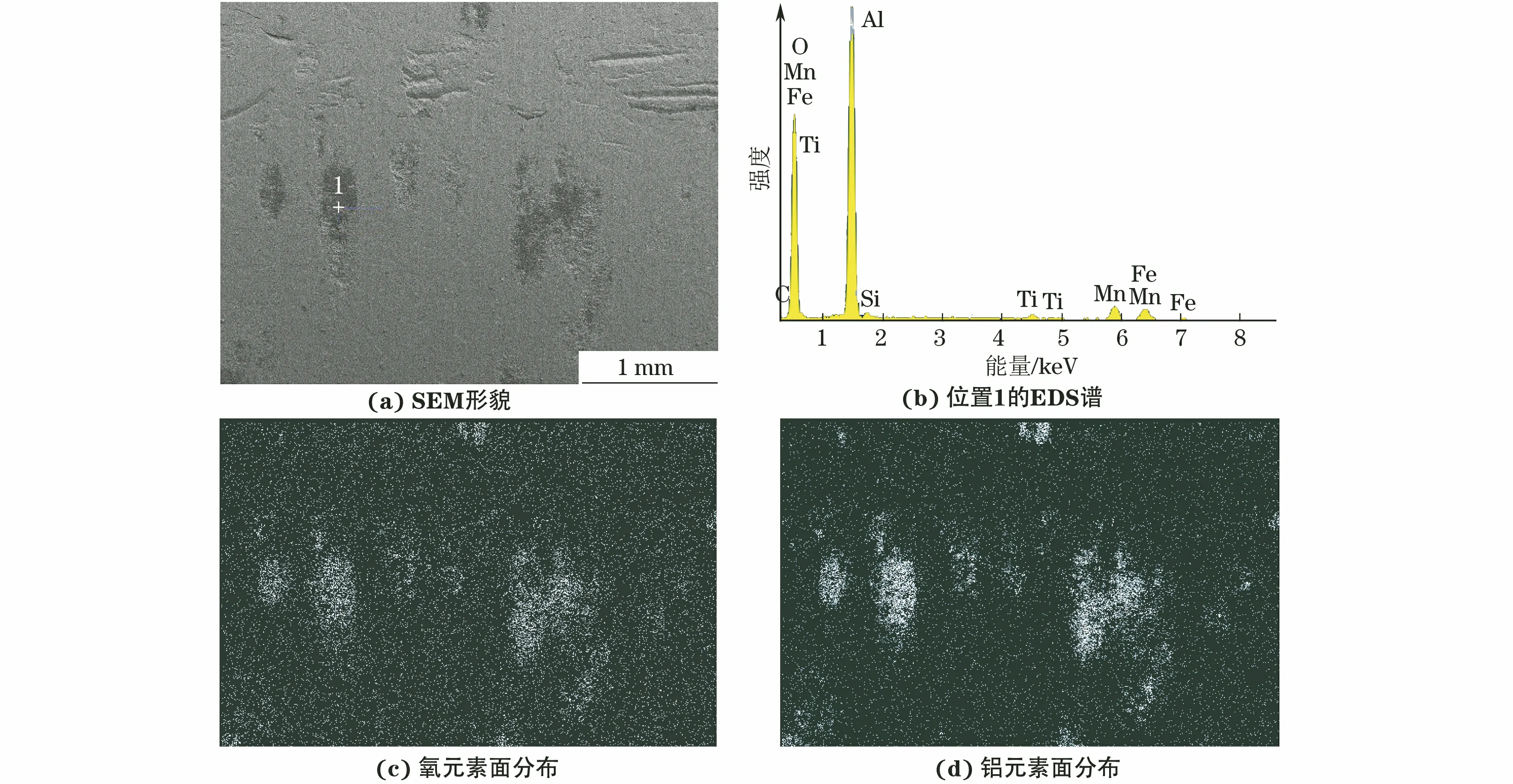
圖5 冷軋后DP780雙相鋼焊縫表面SEM形貌與EDS分析結果
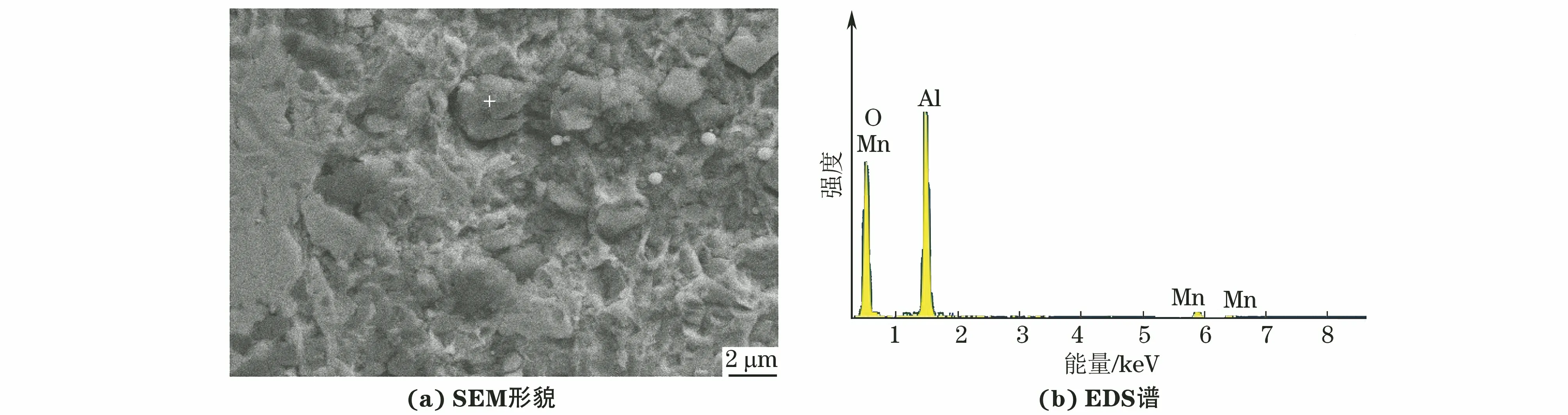
圖6 冷軋后DP780雙相鋼焊縫表面黑色區域的SEM形貌和EDS譜
2.2 解決措施
焊縫區氧化鋁的形成除了與母材的化學成分和氦氣保護設備有關以外,與焊接工藝參數的設定也密切相關。在生產中選取厚度為4.0 mm的熱軋DP780帶鋼,分別在3種焊接速度(2.4,4.8,7.2 m·min-1)下焊接并酸洗后,采用SIGMA-HD型掃描電鏡附帶的能譜儀分析微區成分。由圖7可以看出,隨著焊接速度的提高,酸洗后焊縫表面的氧化鋁含量減少,當焊接速度提高到7.2 m·min-1時,酸洗后焊縫表面大部分氧化鋁已清除。
酸洗工藝對氧化鋁清除程度影響較大。將3#和4#酸洗槽溫度由75 ℃提高到85 ℃、鹽酸質量濃度提高到50 g·L-1后,對在焊接速度7.2 m·min-1下激光焊接的厚度4.0 mm的熱軋DP780帶鋼進行酸洗和冷軋。分別在酸洗后焊縫和冷軋后帶鋼表面取樣,經酒精清洗后,采用SIGMA-HD型掃描電鏡觀察表面形貌。由圖8可以看出,酸洗完全清除了焊縫表面的氧化鋁,冷軋后帶鋼的表面質量良好,未出現印跡。
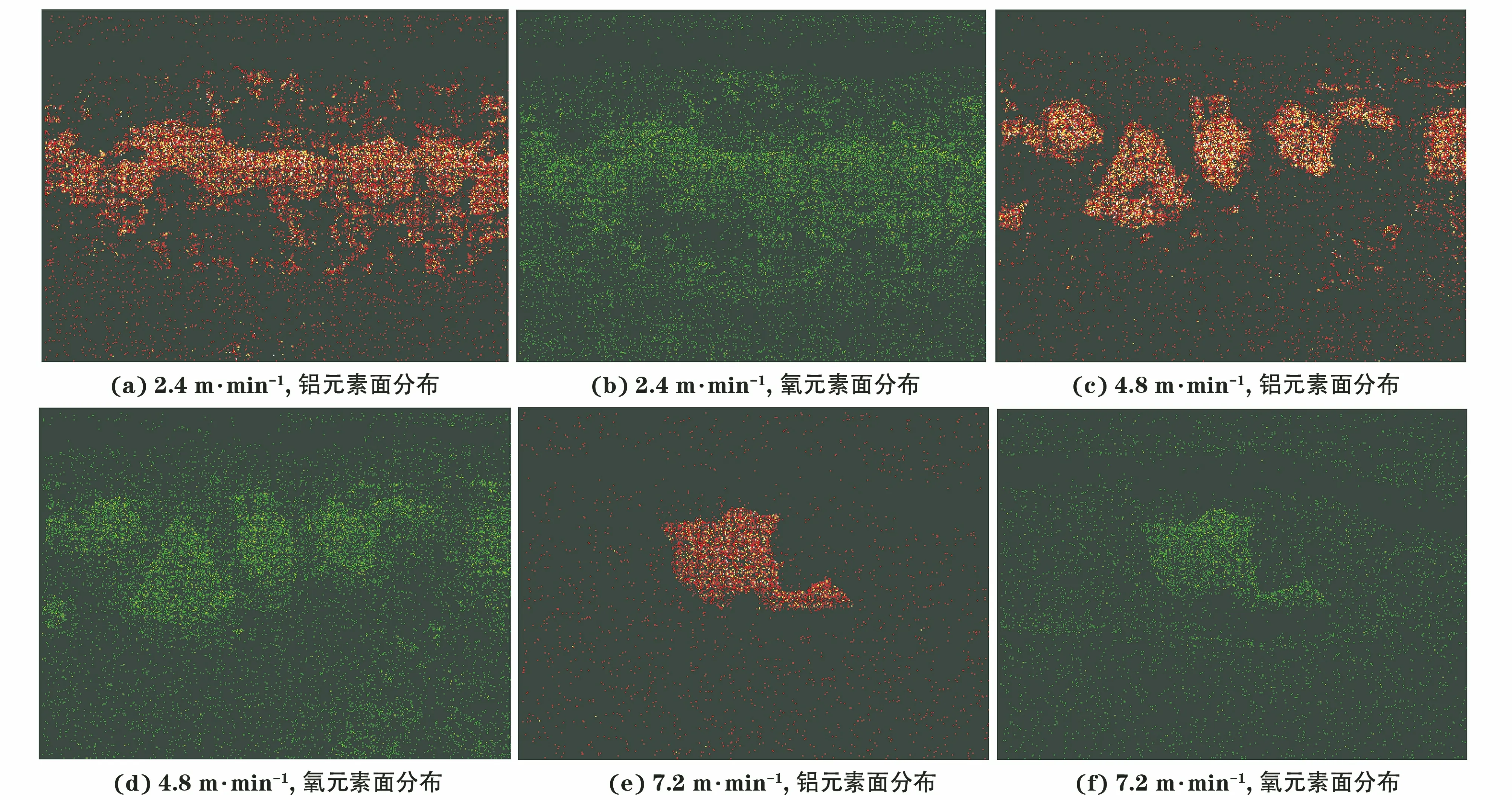
圖7 不同焊接速度激光焊接DP780帶鋼經酸洗后焊縫表面元素面分布
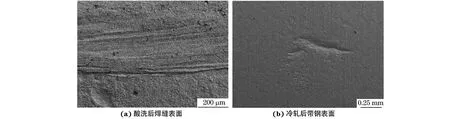
圖8 調整工藝焊接并酸洗后焊縫的表面形貌和冷軋后帶鋼的表面形貌
3 結 論
(1) 熱軋DP780高鋁帶鋼在激光焊接過程中,焊縫表面鋁元素優先氧化形成氧化鋁,在其后酸洗過程中,表面氧化鋁未能完全去除并在冷軋過程中發生破碎;破碎的氧化鋁導致輥面損傷,使得帶鋼表面形成周期性印跡。
(2) 酸洗工藝不變的情況下,焊縫表面氧化鋁含量隨著焊接速度的提高而減少,對于厚度在4.0 mm的熱軋DP780帶鋼,當激光焊接速度由4.8 m·min-1提高到7.2 m·min-1時,酸洗后焊縫表面氧化鋁基本得到清除;在焊接速度7.2 m·min-1條件下,提高酸洗溫度和酸液濃度后,焊縫表面氧化鋁完全清除,帶鋼表面印跡消失。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07