高溫氣冷堆控制棒圓環鏈提升裝置設計與分析
2021-03-02 08:44:42,,,
機械與電子 2021年2期
關鍵詞:振動
,,,
(1.華能山東石島灣核電有限公司,山東 榮成 264312;2.中核武漢核電運行技術股份有限公司,湖北 武漢 430223)
0 引言
高溫氣冷堆是以石墨為慢化劑、氦氣為冷卻劑的高溫反應堆,是一種固有安全性好、發電效率高的先進核反應堆[1-3]。在反應堆運行過程中,控制棒系統用以進行反應性控制,實現各種運行模式[4]。圓環鏈實現控制棒驅動機構與控制棒的連接,控制驅動機構帶動圓環鏈上下運動,從而實現控制棒在堆芯內的上下運動。控制棒驅動機構位于壓力容器頂蓋上方,共有24組,每4組為1個單元,每個單元包括2組直通式控制棒驅動機構和2組外置式控制棒驅動機構。
在長期運行過程中,因控制棒驅動機構可能會出現故障,故存在對控制棒驅動機構解體維修的需求。在控制棒驅動機構拆卸過程中,由于操作空間狹小,結構干涉可能性較大,且控制棒懸掛長度較長,由此需有專用裝置輔助快速處理圓環鏈,安全可靠地實現控制棒驅動機構與控制棒的快速拆卸分離。在此過程中,應保證控制棒、圓環鏈、驅動機構及專用裝備均與周圍結構不產生干涉,且圓環鏈提升控制棒過程中不能產生較大擺動。當故障嚴重,無法使用提升裝置時,需要剪斷圓環鏈,無法再回收,只能作為最后的處理措施。
本文針對高溫氣冷堆控制棒驅動系統解體維修處理需求,設計研發了一種圓環鏈提升裝置,使其滿足功能性、通用性、安全性和可操作性等各方面要求,并通過ADAMS多體動力學仿真軟件,對環鏈提升過程中圓環鏈橫向振動情況進行模擬。
1 控制棒檢修提升裝置設計要求
高溫氣冷堆控制棒驅動機構殼體是一回路壓力邊界的一部分,一旦拆除驅動機構,就破壞了一回路壓力邊界,導致原有的氦氣氣氛被破壞。故控制棒驅動系統解體維修時,首先需要建立氣氛隔離系統,然后使用氣氛隔離系統中的起吊裝置拆除并提升驅動機構,在保證一回路內氣氛不外泄的前提下,氣氛隔離系統內部固定安裝專用的圓環鏈提升裝置,實現控制棒提升,最終進行控制棒與驅動機構之間快速拆卸,完成控制棒驅動機構的解體維修。
當直通式控制棒驅動機構需要檢修時,可由環鏈提升裝置配合氣氛隔離裝置直接將其豎直提升。當外置式控制棒驅動機構需要檢修時,由于其上方存在直通式控制棒驅動機構的法蘭結構,其豎直提升高度的極限為205 mm,圓環鏈處理裝置需要能在高度為205 mm、寬度為390 mm的狹窄通道內完成所有操作輔助快速提升圓環鏈。
因此,圓環鏈處理裝置主要用于控制棒驅動機構拆裝過程中輔助快速提升圓環鏈,實現控制棒驅動機構與控制棒的快速拆卸分離,使控制棒驅動機構能夠離線維修,避免維修人員長時間面對放射性風險。在有限的空間中,環鏈處理裝置必須滿足以下要求:
a.功能要求。在控制棒驅動系統無法正常工作并需解體維修時,圓環鏈提升裝置需具備自主提升圓環鏈的功能,使控制棒升至高溫氣冷堆頂蓋開孔處。
b.通用要求。圓環鏈提升裝置需滿足直通式控制棒驅動機構和外置式控制棒驅動機構2種控制棒解體維修需求,具備通用性。
c.空間要求。控制棒驅動機構布置極其緊湊,尤其是外置式控制棒驅動機構,由于其上方存在直通式控制棒驅動機構的法蘭結構,其提升高度受限,故圓環鏈提升裝置設計和操作邊界值僅為205 mm,如圖1所示。
d.安全要求。控制棒通過504節φ10×30圓環鏈與控制機構相連,圓環鏈與控制棒組件質量為262.5 kg,為防止控制棒提升過程中出現動力故障等安全事故,圓環鏈提升裝置需考慮機械自鎖。
2 環鏈提升裝置結構組成
圓環鏈提升裝置由運載單元、卷鏈單元和升降單元3個部分組成。圓環鏈提升裝置整體寬度為380 mm,在工作過程中其長度可達1 107 mm,最大高度為201 mm,整體模型如圖2所示。
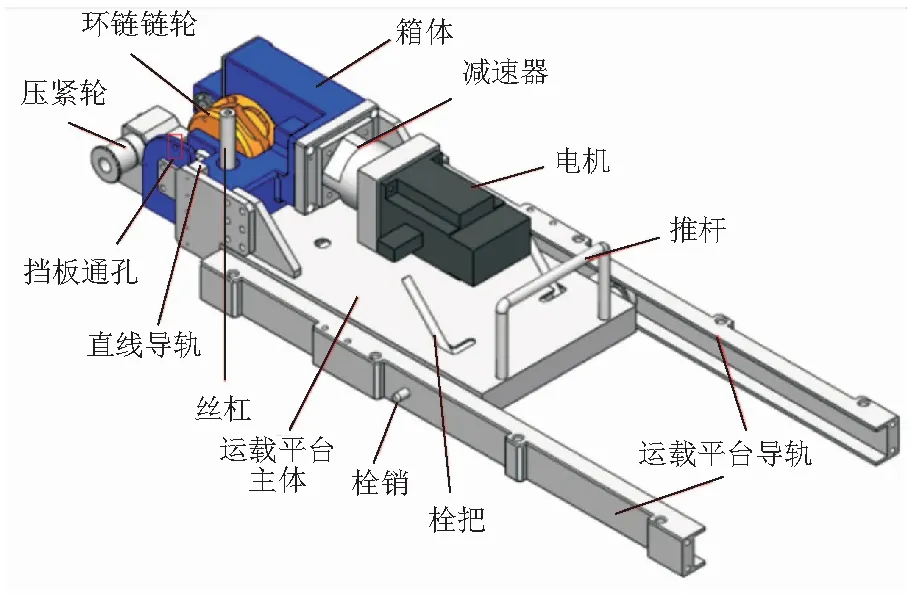
圖2 圓環鏈提升裝置整體模型
2.1 運載單元
運載單元主要由運載平臺、鎖定機構和導軌組成,如圖3所示。導軌固定在氣氛隔離裝置內部,為運載平臺運動提供行走軌道并導向。鎖定機構安裝在運載平臺上,當運載平臺到達指定位置時,通過該機構可實現整個裝置的固定支撐。運載平臺主體呈平板狀,其尾部裝有2塊推板,便于工作人員在氣氛隔離裝置外部推動小車,其頭部裝有2塊豎板,用于安裝直線導軌,使卷鏈單元可相對運載單元垂直運動。
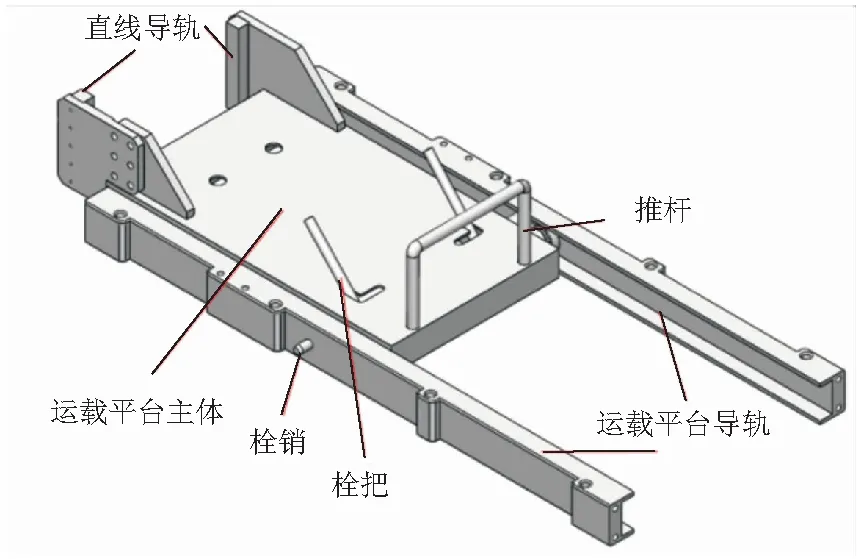
圖3 運載單元模型
2.2 卷鏈單元
卷鏈單元通過直線導軌與運載單元連接,由驅動電機+減速器+蝸輪蝸桿+鏈輪傳動鏈路,實現環鏈的提升,其中蝸輪蝸桿傳動可實現反向運動自鎖。由于圓環鏈的提升是通過鏈輪與環鏈間的嚙合實現,需保證鏈輪卷鏈時不發生跳鏈,并使圓環鏈在鏈輪上具有足夠的嚙合包角,因此卷鏈機構上還設有2個輔助壓緊輪,如圖4所示。
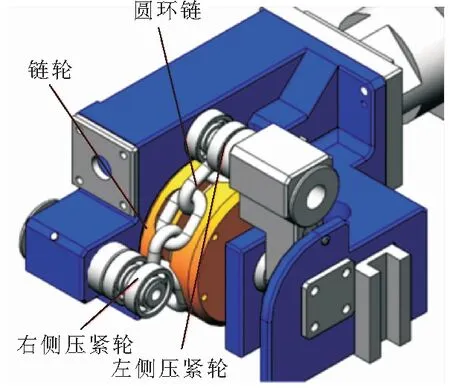
圖4 輔助壓緊輪示意
壓緊輪主要由壓緊輪軸及安裝在壓緊輪軸末端的2個軸承組成,兩軸承之間有1個軸套。圓環鏈卷繞過程,始終與兩軸承及軸套所形成的環槽面接觸配合,從而防止圓環鏈橫向擺動或跳鏈。卷鏈提升初期,由操作人員手動壓入左側壓緊輪,該壓緊輪設置1個插銷鎖定機構,可在鏈輪帶動下轉動90°,之后鎖定機構在預緊彈簧作用下與鏈輪斷開連接,左側壓緊輪不再隨鏈輪轉動,此后由操作人員再壓入右側壓緊輪,從而保證圓環鏈在鏈輪上具有90°以上的轉動包角。
2.3 升降單元
當環鏈提升達到指定長度時,為便于控制棒與圓環鏈之間拆卸分離后進行插銷固定,必須使控制棒的插銷孔從高溫氣冷堆頂蓋開孔處露出足夠的高度,因此需通過升降單元將卷鏈單元整體提升。
升降單元主要由絲杠螺母和2條直線導軌組成,其中絲杠螺母安裝在卷鏈機構內部,直線導軌安裝在運載單元和卷鏈單元之間,保證兩者相互連接且卷鏈單元可相對運載單元上下運動。操作人員在氣氛隔離裝置外部可使用棘輪扳手驅動升降單元絲杠螺母機構,使卷鏈單元整體提升100 mm,以輔助完成控制棒的插銷任務,如圖5所示。

圖5 輔助壓緊輪示意
3 操縱穩定性仿真分析及模擬實驗
根據設計需要,為了增加提升鏈輪和圓環鏈的包角,環鏈鏈輪需抵靠垂直圓環鏈[5]。在環鏈鏈輪和圓環鏈接觸的瞬間,環鏈鏈輪會對圓環鏈產生一定大小的瞬時沖擊力,引起圓環鏈及其懸掛的控制棒橫向振動。同時,在圓環鏈的提升過程中,由于鏈傳動多邊形效應,控制棒也會有一定的橫向振動。為了避免圓環鏈及控制棒橫向振動振幅過大,在堆芯中發生碰撞,保證控制棒的安全以及環鏈的順利提升,需要對圓環鏈和控制棒的振幅大小和振動規律進行研究。因此,本文通過ADAMS多體動力學軟件,對以下2個問題進行模擬研究:
a.圓環鏈提升裝置的卷繞鏈輪在接觸圓環鏈瞬間,圓環鏈及其懸掛的控制棒橫向振動情況。
b.圓環鏈在鏈輪卷繞提升過程中,由于鏈傳動多邊形效應,圓環鏈及其懸掛的控制棒橫向振動情況。
3.1 鏈輪接觸瞬間對圓環鏈橫向振動影響仿真
3.1.1 模型建立
分析對象由504節圓環鏈組成,為了保證仿真結果的可靠性,同時適當減小仿真計算量,本文選擇40個圓環鏈組成的圓環鏈。在CATIA中建立圓環鏈仿真模型,并導入ADAMS仿真軟件中,默認重力的存在。
3.1.2 參數和邊界條件設置
選擇ADAMS軟件中已有的材料類型“steel”,對每個環鏈定義材料屬性。選擇創建圓柱體,其中圓柱體頂端在第40個圓環鏈的中心上,作為控制棒模型。計算控制棒的質量,以及控制棒相對于第40個圓環鏈的慣性矩,并將這些參數輸入到控制棒的屬性中。
圓環鏈之間的連接處建立空間鉸,首先選擇相鄰2個圓環鏈實體,再輸入相鄰2個環鏈接觸點的坐標,作為空間鉸所在位置。依次對相鄰的2個環鏈創建空間鉸。
空間鉸上添加摩擦力,根據鋼與鋼之間的常見摩擦系數,靜摩擦系數設置為0.15,動摩擦系數設置為0.1。
第1個圓環鏈和地面創建固定副,第40個圓環鏈和控制棒創建固定副,并對圓環鏈上端鏈輪與環鏈初始接觸位置,施加如圖6所示橫向脈沖力,保守計算,該力大小為100 N。
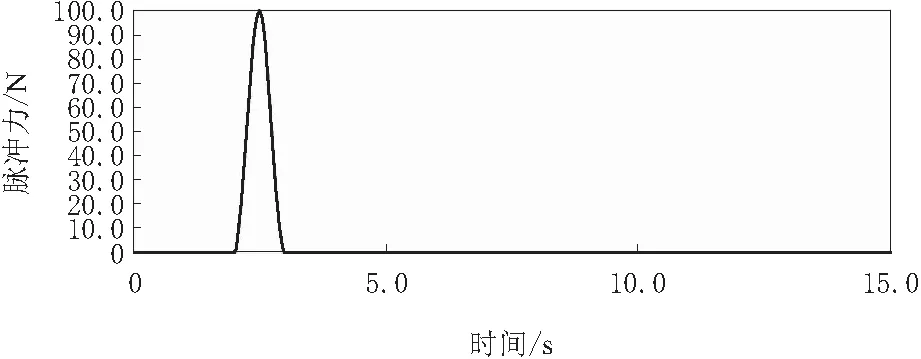
圖6 橫向脈沖力
3.1.3 計算結果
步長設置為0.01,仿真時間為150 s,進行仿真計算,得出計算結果,分別如圖7~圖9所示。
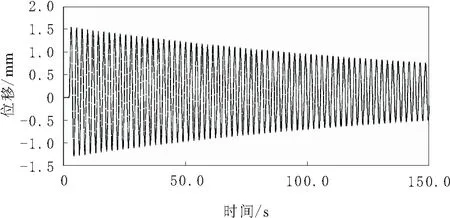
圖7 控制棒振動位移
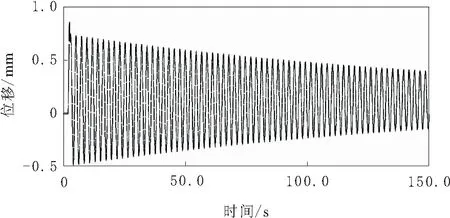
圖8 圓環鏈20振動位移
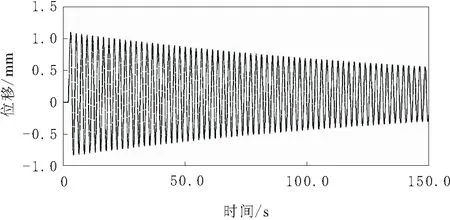
圖9 圓環鏈30振動位移
由仿真結果可知:
a.振動幅度較小。由于控制棒以及總體環鏈的慣性較大,所以脈沖力引起的振幅較小,振幅在安全范圍之內。
b.振動呈衰減趨勢。由于摩擦等因素造成了能量的消耗,使控制棒的振動呈現衰減的趨勢,與工程實際相符。
3.2 提升過程中環鏈橫向振動仿真
3.2.1 模型建立
鏈輪卷鏈提升仿真需要較大的計算量,為了保證仿真結果的可靠性,同時適當減小仿真計算量,此處選擇20個圓環鏈組成的鏈條。在CATIA中建立鏈條仿真模型,嚴格保證各個圓環鏈之間沒有干涉,并導入ADAMS仿真軟件中,默認重力的存在。
3.2.2 參數和邊界條件設置
在ADAMS仿真軟件中,選擇ADAMS軟件中已有的材料類型“steel”,對鏈輪和每個圓環鏈定義材料屬性。選擇創建圓柱體,其中圓柱體頂端在第20個圓環鏈的中心上,作為控制棒模型,并在第20個圓環鏈和控制棒之間創建固定副。將控制棒的質量以及控制棒相對于第20個圓環鏈的慣性矩輸入到控制棒的屬性中。
在圓環鏈同鏈輪之間創建接觸力避免穿透。為了保證仿真計算能簡化并穩步進行,只在平鏈與鏈輪之間設置接觸[6-7],選擇接觸碰撞模型。在ADAMS軟件中,利用step函數提供接觸碰撞模型的計算公式為
(1)

最后在環鏈鏈輪和地面之間創建轉動副,并對鏈輪添加驅動使其勻速轉動。
3.2.3 計算結果
步長設置為0.001,仿真時間為8 s,進行仿真計算,得出計算結果,分別如圖10和圖11所示。
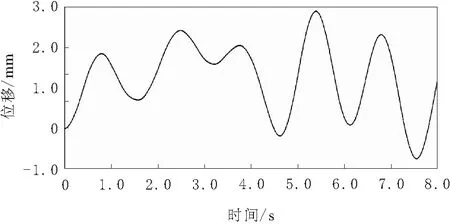
圖10 控制棒振動位移
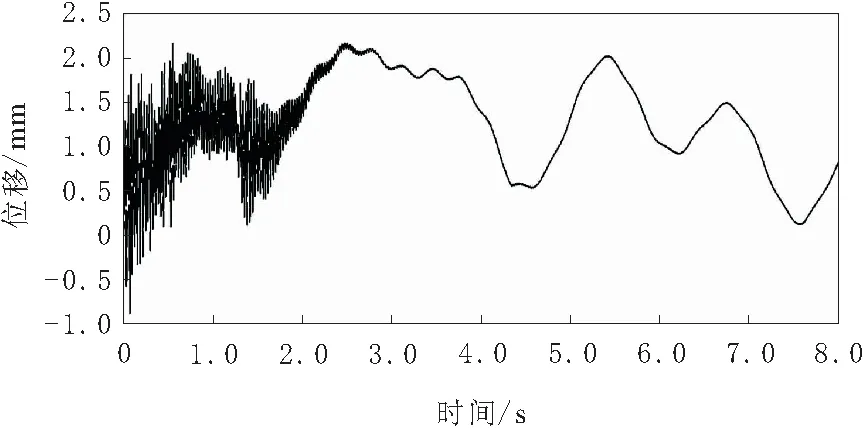
圖11 圓環鏈12振動位移
由圖10和圖11可知,由于多邊形效應,控制棒和圓環鏈會產生一定的橫向振動,但由于控制棒慣性較大,振動幅度較小,故滿足工程要求。
3.3 模擬實驗
制造樣機進行模擬實驗,樣機及實驗布置如圖12所示。實驗樣機布置在距地面6.0 m高處,通過圓環鏈對50 kg的重物進行提升,將重物從距提升裝置5.5 m處提升4.0 m,提升過程中使用激光測距儀對重物的橫向位移進行測量。
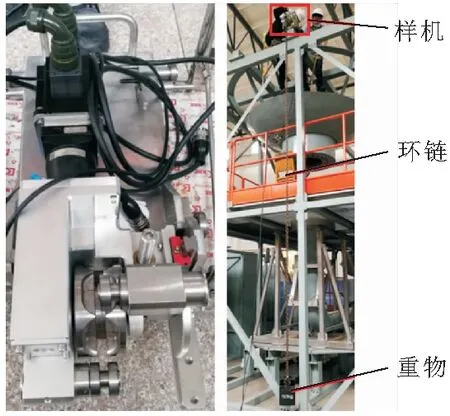
圖12 樣機及實驗布置
實驗過程如圖13所示。通過激光測距儀測量發現,隨著提升裝置與重物的距離拉近,重物的橫向位移逐漸增大,橫向位移的最大值為10 mm。產生該現象的原因主要是隨著重物的提升,懸掛部分環鏈及重物的重心越來越靠近提升裝置,受到鏈輪多邊形效應的影響越來越大。通過實驗數據與仿真結果對比,發現提升過程中重物橫向擺動的規律一致,說明仿真結果的準確性,同時說明提升裝置能夠安全完成圓環鏈提升,滿足工程實際要求。
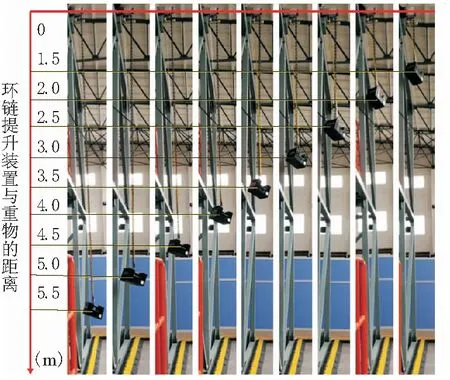
圖13 實驗過程
4 結束語
對高溫氣冷堆核電站示范工程的控制棒系統進行了研究,設計了快速處理圓環鏈的專用裝置。圓環鏈處理裝置由運載單元、卷鏈單元和升降單元3個部分組成,能夠安全可靠地實現堆芯內剩余圓環鏈的提升,無需人員進入氦氣氛圍,即可快速拆除控制棒驅動機構。
在圓環鏈的提升過程中,由于環鏈鏈輪和圓環鏈接觸以及鏈傳動多邊形效應,控制棒也會產生橫向振動。對圓環鏈、控制棒的提升過程做了動力學仿真,對圓環鏈和控制棒的振幅大小和振動規律進行研究。物理實驗和仿真結果表明,控制棒和圓環鏈的振動幅度較小,滿足提升過程中的安全性要求。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00