鋁合金點焊接頭疲勞性能研究及壽命分析
2021-03-03 08:04:42寇宏濱王得天
汽車工藝與材料 2021年2期
寇宏濱 王得天
(泛亞汽車技術(shù)中心有限公司,上海 201208)
1 前言
為了實現(xiàn)汽車節(jié)能減排,減少環(huán)境污染和能源消耗問題,汽車制造商一直尋求在保證汽車整體剛強度性能的前提下,通過輕量化結(jié)構(gòu)設(shè)計、輕量化材料使用等手段實現(xiàn)車輛整體減重。鋁合金具有較高的比強度和比剛度,是一種優(yōu)良的輕合金材料[1-3]。目前,車用鋁合金板材以鋁-鎂合金(5XXX 系列)以及鋁-鎂-硅合金(6XXX 系列)為主,已被廣泛應(yīng)用于汽車車身、車門等構(gòu)件中。
車身零部件鋁合金連接的工藝有電阻點焊、弧焊、激光焊、拉鉚、自沖鉚接、熱熔自攻螺絲連接和結(jié)構(gòu)膠接等,其中,電阻點焊是車身制造中使用最廣泛的裝配連接工藝。鋁合金具有較高的電導(dǎo)率和熱導(dǎo)率,點焊焊接過程所需焊接電流和電極壓力分別是傳統(tǒng)鋼板點焊的3 倍和2 倍,導(dǎo)致電極壽命銳減,電極燒損[4-6]等問題,對鋁合金電阻點焊的廣泛應(yīng)用提出嚴峻挑戰(zhàn)。
通用汽車公司的Siger 等人通過改變電極帽的形貌,降低電極磨損,提升點焊過程中電極帽的使用壽命[7-9]。該多環(huán)形表面電極帽能在鋁材表面產(chǎn)生不同的應(yīng)力區(qū),有效擊穿鋁材表面的氧化膜以得到可控制的接觸電阻,從而降低了電極和鋁板接觸處的產(chǎn)熱,抑制了鋁板和銅電極的反應(yīng),提升了電極壽命,減少了焊點熔核尺寸波動、飛濺、縮孔等缺陷,保證了鋁點焊過程的穩(wěn)定性。由于該鋁點焊技術(shù)優(yōu)異的性能表現(xiàn),已廣泛應(yīng)用在我公司的白車身,白車門,前后蓋等子系統(tǒng)的設(shè)計制造中。
目前,國內(nèi)外已經(jīng)對低碳鋼、高強鋼的焊點連接性能進行了大量的研究[10-11],對鋁合金焊點的強度、疲勞性能研究,也有一些文獻報導(dǎo)[12-14],但對多環(huán)形紋路表面電極帽式鋁合金焊點的力學(xué)性能,特別是疲勞性能的研究,國內(nèi)還十分少見。
為了更好地支持車輛正向設(shè)計開發(fā),開展了多環(huán)形紋路表面電極帽式鋁合金點焊接頭的拉伸—剪切疲勞性能試驗研究,獲得了點焊接頭的載荷—壽命對應(yīng)關(guān)系,分析討論了點焊接頭的疲勞破壞模式和影響因素。在此基礎(chǔ)上,基于Rupp 焊點疲勞壽命預(yù)測方法,建立了鋁合金點焊接頭的疲勞應(yīng)力—壽命曲線(S-N曲線),完善了鋁合金點焊接頭的疲勞壽命預(yù)測方法,為車用鋁合金點焊接頭的抗疲勞設(shè)計做好了充分的準備。
2 試驗方法
2.1 材料與樣件
鋁合金點焊接頭的疲勞試驗選用點焊剪切試樣(Tensile Shear Specimen,TS)和點焊拉伸試樣(Coach Peel Specimen,CP),具體幾何尺寸見圖1。
試驗樣件選擇AL-S5000 和Al-S6000 兩種鋁合金牌號作為點焊連接母材。結(jié)合實際設(shè)計情況、制造工藝情況,設(shè)計鋁合金牌號及對應(yīng)的厚度組合,建立鋁合金點焊疲勞性能研究樣件矩陣,其中包括4 種TS 類樣件,4 種CP 類樣件,詳見表1。
鋁合金點焊接頭試驗樣件由帶有GM 專利電極帽(多環(huán)形紋路表面)的焊槍加工制作,多環(huán)形紋路表面電極帽和焊接后的焊點外觀見圖2。
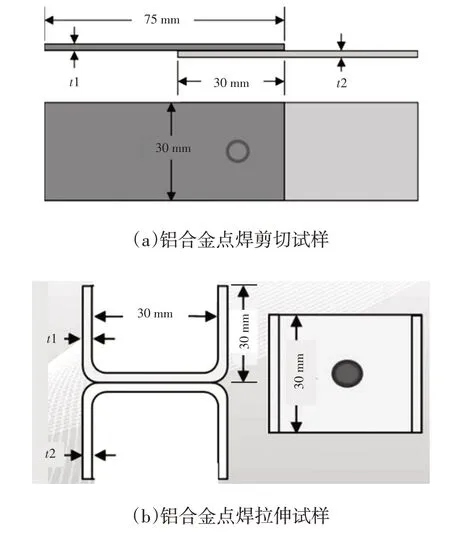
圖1 鋁合金點焊疲勞試樣幾何尺寸

表1 鋁合金點焊性能研究試驗樣件矩陣
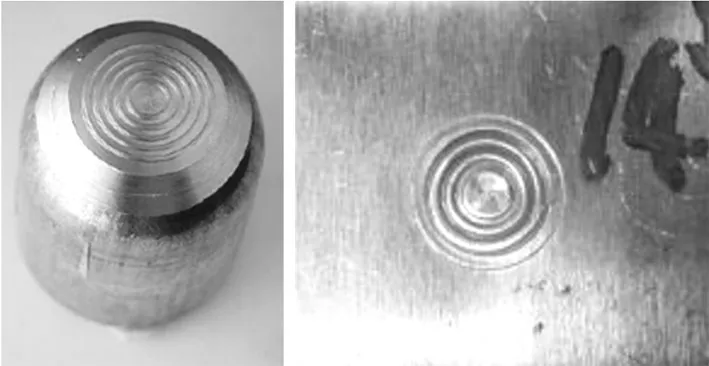
圖2 電極帽外觀和焊點外觀示意
2.2 試驗測試
疲勞試驗采用美國MTS 材料疲勞試驗機。TS型試樣兩端同時使用與鋁板厚度相同的墊片,消除初始彎矩,保證夾持后外力通過焊點中心;CP 型試樣連接段打孔,采用螺栓將其連接到夾具上。整個試驗過程采用載荷控制方式,施加恒幅正弦載荷,載荷比R=0.1,加載頻率20 Hz。樣件出現(xiàn)焊點分離時,判定為疲勞失效,以此時的循環(huán)次數(shù)記為焊點的疲勞失效壽命。
疲勞載荷的大小通過點焊樣件的靜強度進行確定,比如靜強度的40%,60%等,并根據(jù)試驗結(jié)果調(diào)整載荷等級。每個載荷等級需5 個有效樣本點,最終得到完整的鋁合金點焊接頭的載荷-壽命關(guān)系圖。
3 鋁合金點焊接頭疲勞試驗結(jié)果及討論
3.1 點焊接頭拉伸/剪切疲勞試驗結(jié)果
圖3 所示為8 種標準點焊樣件的疲勞試驗結(jié)果(載荷F-壽命N關(guān)系圖),實心圖標表示TS 型樣件,空心圖標表示CP 型樣件,對于每一種母材和厚度組合,分別采用不同形狀的圖標加以區(qū)分。

圖3 鋁合金點焊試樣拉伸/剪切疲勞性能
從圖3 可以看出,TS 型樣件的疲勞數(shù)據(jù)明顯高于CP 型樣件的疲勞數(shù)據(jù),說明載荷方向?qū)︿X合金焊點疲勞壽命有很大的影響。
從圖3 也可以發(fā)現(xiàn),被連接母材的厚度對鋁合金點焊接頭的疲勞性能有很大影響。TS 型樣件中,樣件1 與樣件3 雖然材料牌號不同,但母材厚度組合比較相似,兩者的耐久性能實際表現(xiàn)基本一致;樣件2 的薄板厚度與樣件1 相同,厚板厚度約是樣件1 的2 倍,耐久性能優(yōu)于樣件1 和樣件3;樣件4 的薄板厚度是4 種樣件中最厚的,其耐久性能明顯高于其他3 種樣件。同樣的現(xiàn)象也出現(xiàn)在CP 型樣件間的比較中,樣件5~7 的薄板厚度均為1.0 mm,耐久性能實際表現(xiàn)基本一致;樣件8 的最薄板厚增加到2.5 mm,其耐久性能明顯高于其他3種CP 型樣件,并已落入TS 型樣件的耐久性能區(qū)間。可以認為鋁合金點焊接頭的疲勞性能與被連接母材牌號關(guān)系不大,但與母材厚度強相關(guān),母材越厚,鋁合金點焊接頭的耐久性能越好。
3.2 點焊接頭疲勞失效模式
鋁合金點焊接頭疲勞試驗中主要觀測到兩種失效模式。圖4a 所示為薄板厚度1.0 mm 的TS 型和CP 型樣件的失效模式:在循環(huán)載荷下,疲勞裂紋在焊點熱影響區(qū)萌生,并沿薄板側(cè)熱影響區(qū)擴展,最終貫穿薄板,焊點完整保留在厚板一側(cè)。圖4b 為薄板厚度2.5 mm 的TS 型和CP 型樣件的失效模式:疲勞裂紋在焊點熱影響區(qū)萌生,逐漸擴展到焊核本體并最終貫穿焊核本體。試驗過程中母材本體完整,無破壞。
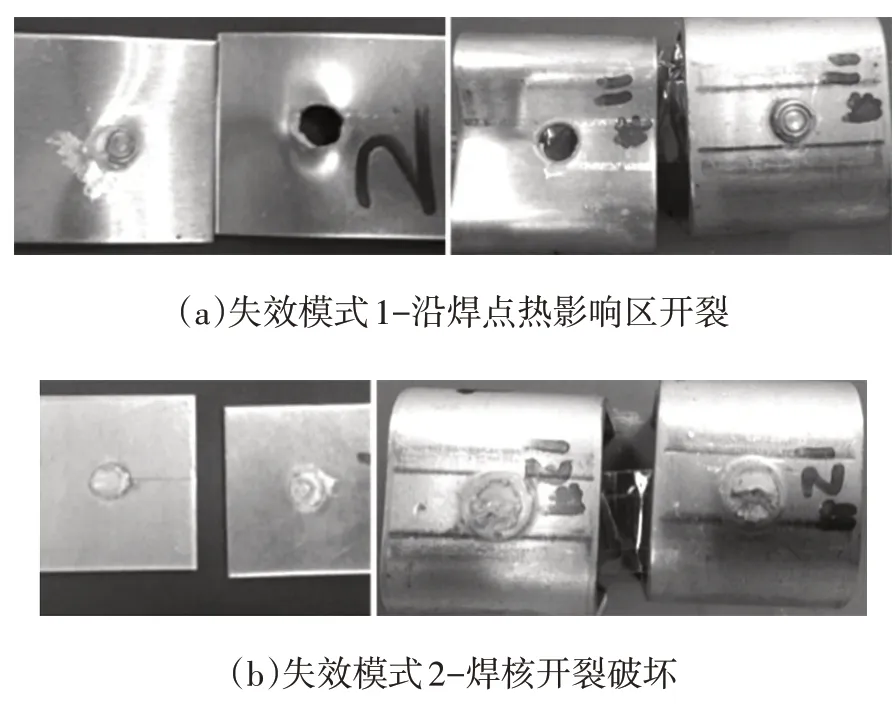
圖4 鋁合金點焊接頭疲勞失效模式
從圖4 可以分析得出,被連接母材的厚度對點焊接頭的失效模式同樣有很大影響。當母材厚度較薄時,出現(xiàn)沿焊點熱影響區(qū)的開裂擴展;當母材厚度較厚時,出現(xiàn)焊核本體的疲勞開裂破壞。
雖然2 種失效形式的宏觀表現(xiàn)不同,但從破壞機理來看,初始裂紋均萌生于焊點熱影響區(qū),產(chǎn)生機理為焊接熱加工過程引起的熱影響區(qū)材質(zhì)性能突變。因此,在后續(xù)的鋁合金點焊接頭耐久性預(yù)測方法研究中,可以將2 種失效形式合并考慮。
4 鋁合金點焊接頭疲勞壽命分析
4.1 點焊接頭疲勞預(yù)測方法
點焊接頭疲勞壽命的分析方法一直是汽車行業(yè)從業(yè)人員研究的熱點,基于有限元法的Rupp 方法是目前行業(yè)內(nèi)的主流,并已集成到疲勞分析軟件nCode 中[15]。
Rupp 方法的疲勞評估基本過程如下(圖5)。
a.4 節(jié)點四邊形殼單元模擬被連接母材,CBAR或者ACM 單元模擬焊點。
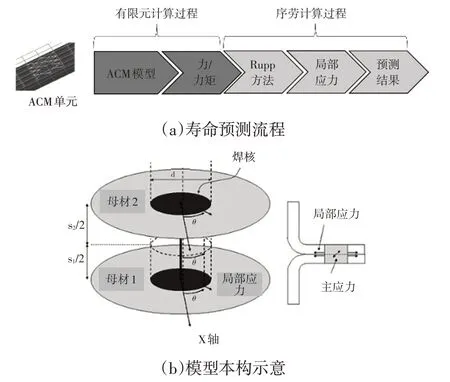
圖5 鋁點焊疲勞壽命預(yù)測流程及模型本構(gòu)示意
b.外加載荷作用下,讀取通過焊點單元的力和力矩,利用Rupp 方法計算出熱影響區(qū)附近的等效局部結(jié)構(gòu)應(yīng)力歷程。
c.將“結(jié)構(gòu)應(yīng)力歷程”作為疲勞分析的輸入,結(jié)合專門為鋁合金點焊接頭構(gòu)建的應(yīng)力-壽命曲線(S-N 曲線,已考慮殘余應(yīng)力,焊接缺陷對焊點疲勞性能的影響),預(yù)測出焊點的疲勞壽命。
基于圖5 所示模型本構(gòu)的熱影響區(qū)等效局部應(yīng)力計算過程如下。

式中,F(xiàn)X,FY,FZ,MX,MY為經(jīng)過ACM 單元的力和力矩;s1為焊接母材料厚度;d為焊點單元直徑;θ為焊點平面內(nèi)角度;SFFXY,SFMXY,SFFZ,DEFXY,DEMXY,DEFZ,TEFXY,TEMXY,TEFZ為Rupp 本構(gòu)模型參數(shù)。
此方法的優(yōu)點在于,采用簡化后的穩(wěn)定焊點“結(jié)構(gòu)應(yīng)力”代替復(fù)雜的,不可測準的焊點局部高應(yīng)力。將焊接殘余應(yīng)力,焊接缺陷的影響,統(tǒng)一考慮到對應(yīng)的S/N 曲線中,簡化了焊點建模過程,節(jié)省了建模時間。
4.2 鋁合金點焊接頭疲勞S-N曲線構(gòu)建
在Rupp方法中,精準的焊點S-N曲線是進行焊點疲勞壽命預(yù)測的基礎(chǔ)。基于8種鋁合金點焊樣件的疲勞試驗結(jié)果,構(gòu)建了對應(yīng)的焊點S-N曲線。
首先建立起CP 型和TS 型樣件的有限元模型,被連接母材為5 mm 四邊形殼單元,焊點建模采用ACM 單元,單元尺寸5 mm,母材和焊點的材料屬性均設(shè)置為線性鋁合金材料參數(shù)。在加載端施加1 kN載荷,選用Nastran Sol101求解器進行線性靜力分析,獲得通過ACM單元的力和力矩結(jié)果(圖6)。

圖6 鋁合金點焊接頭的有限元模型
基于ACM 單元傳遞的力和力矩,利用Rupp 方法計算熱影響區(qū)的局部結(jié)構(gòu)應(yīng)力S,分別建立起對應(yīng)8 種試驗樣件的外加載荷F 與等效應(yīng)力S之間的比例關(guān)系(表2),進而將焊點疲勞試驗數(shù)據(jù)結(jié)果(載荷F-壽命N關(guān)系圖)轉(zhuǎn)換成對應(yīng)的鋁合金點焊熱影響區(qū)疲勞應(yīng)力S-壽命N關(guān)系圖。
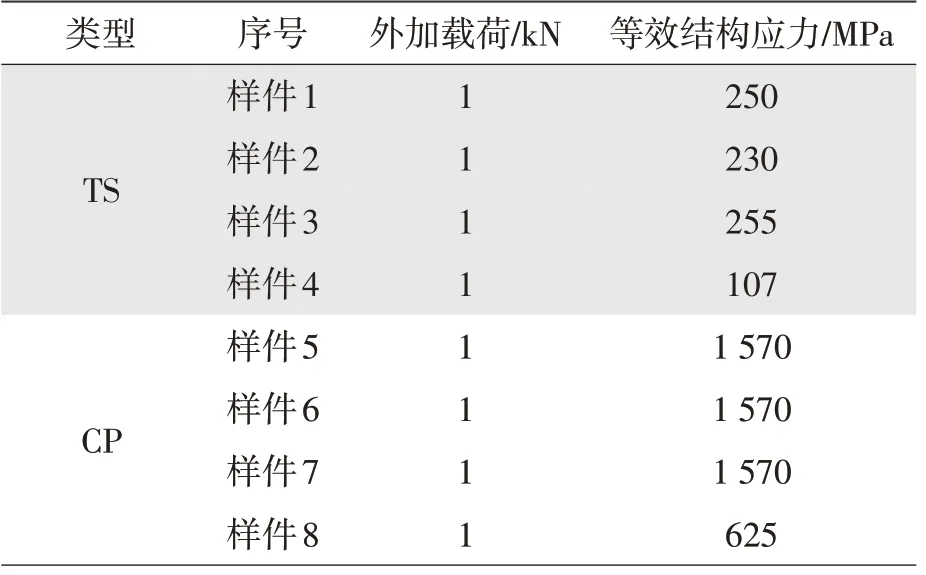
表2 鋁合金焊點外加載荷與等效應(yīng)力關(guān)系對照表
轉(zhuǎn)換后得到的應(yīng)力S-壽命N關(guān)系圖如圖7 所示,除樣件8 外,其余樣件的結(jié)果都分布在一條狹窄的帶狀區(qū)域內(nèi)。對所有數(shù)據(jù)點進行對數(shù)參數(shù)擬合,可以得到2 條S-N曲線,分別對應(yīng)樣件1~7 和樣件8。通過這2 條S-N曲線,可以對不同材料厚度的鋁合金點焊接頭進行拉伸和剪切載荷下的疲勞壽命預(yù)測分析。

圖7 鋁合金點焊接頭S-N曲線
為驗證圖7 中2 條S-N曲線的有效性,采用Rupp方法對樣件1~樣件8的所有樣件級疲勞試驗進行預(yù)測分析,并與實際臺架疲勞試驗結(jié)果進行對比(圖8)。從圖中可以看出,絕大多數(shù)數(shù)據(jù)點均位于1/3~3倍的疲勞預(yù)測精度可接受區(qū)間內(nèi),可用于后續(xù)指導(dǎo)鋁合金點焊接頭的疲勞預(yù)測分析。

圖8 樣件級焊點耐久性預(yù)測結(jié)果對比
5 總結(jié)
a.通過物理疲勞試驗,獲得了不同厚度、材質(zhì)組合下的鋁合金點焊接頭分別在拉伸/剪切載荷下的載荷F-壽命N關(guān)系圖。
b.分析總結(jié)了載荷方向,母材強度、厚度等因素對鋁合金點焊接頭疲勞耐久性能和疲勞失效破壞模式影響的一般規(guī)律。
c.依托Rupp 方法,對鋁合金點焊接頭進行有限元建模和分析,將樣件級物理疲勞試驗結(jié)果(載荷F-壽命N關(guān)系圖)轉(zhuǎn)換成對應(yīng)的焊點熱影響區(qū)疲勞應(yīng)力S-壽命N關(guān)系圖,并進行參數(shù)擬合,提出了評價鋁合金點焊接頭疲勞壽命的2 條S-N曲線。采用新建的S-N曲線進行樣件級鋁焊點壽命預(yù)測,經(jīng)與物理試驗結(jié)果對比,證明了該方法具有較好的疲勞壽命預(yù)測精度,可用于指導(dǎo)鋁合金點焊接頭的疲勞壽命預(yù)測分析。
