焊裝車間機器人的節(jié)拍分析及優(yōu)化設計
2021-03-03 08:04:44陳志雅宋和平馬懷振李延靜
汽車工藝與材料 2021年2期
陳志雅 宋和平 馬懷振 李延靜
(1.寧波吉利汽車研究開發(fā)有限公司長興分公司,湖州 313100;2.凱悅汽車大部件制造(張家口)有限公司,張家口 076150)
1 前言
現(xiàn)今汽車制造企業(yè)多采用柔性化生產(chǎn),同一生產(chǎn)線共線生產(chǎn)多種車型[1],在單位時間內多產(chǎn)生加工效益,提高企業(yè)的生產(chǎn)效率和競爭力[2]。其中車間的生產(chǎn)節(jié)拍直接反應了車間的生產(chǎn)效率[3-5],所以在生產(chǎn)當中對節(jié)拍的優(yōu)化至關重要。同時隨著技術的進步,在汽車領域焊接機器人得到最廣泛的應用[6],提高了生產(chǎn)效率和產(chǎn)品質量,而機器人在焊接的過程中,最需要關注的問題也是節(jié)拍。
在這樣的背景下,研究汽車焊裝自動生產(chǎn)線機器人生產(chǎn)節(jié)拍存在的浪費問題,具有重要的現(xiàn)實意義[7]。分析機器人的工作時序邏輯,查找機器人工作時存在的等待浪費,提升機器人的生產(chǎn)節(jié)拍,提高生產(chǎn)效率,可以讓企業(yè)更好地占領市場份額、控制生產(chǎn)成本[8],同時對行業(yè)內同類生產(chǎn)線節(jié)拍問題的優(yōu)化提供參考。
2 優(yōu)化節(jié)拍的背景和需求
某車型的焊裝車間自動生產(chǎn)線主要有機艙線、后地板線、UB 下車身線、左右側圍線。以機艙自動線和后地板自動線為例,對機艙線和后地板線的每個工位進行了視頻拍攝和節(jié)拍時間記錄,繪制了如圖1、圖2 所示的工位節(jié)拍統(tǒng)計圖。圖1、圖2 中,橫線代表自動線的生產(chǎn)節(jié)拍要求(90 s),超出橫線代表不滿足要求的工位,未超出橫線代表滿足要求的工位,每個條形柱上的數(shù)字代表實際工作時間。
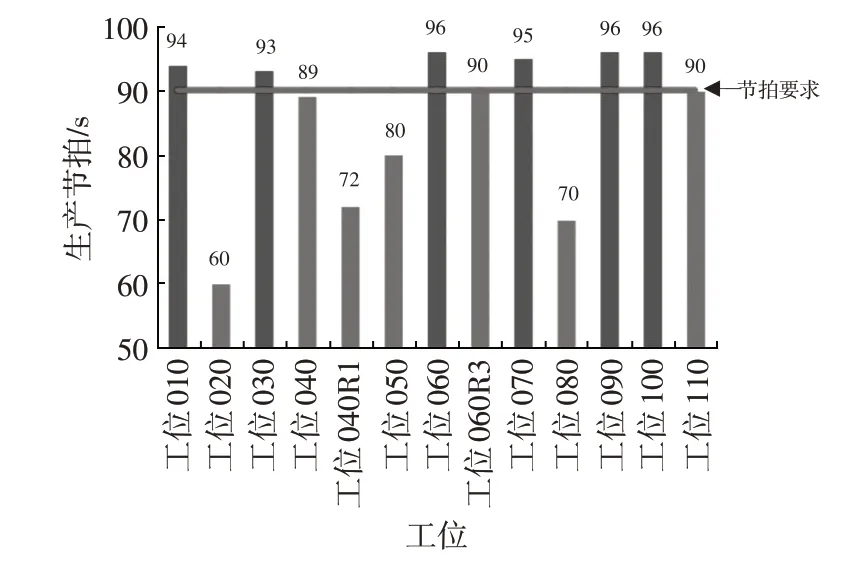
圖1 機艙線節(jié)拍統(tǒng)計
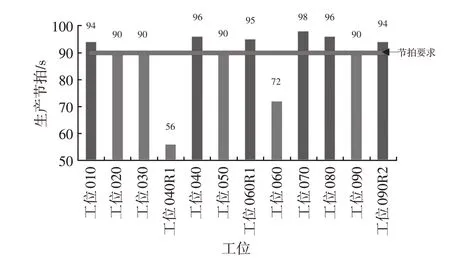
圖2 后地板線節(jié)拍統(tǒng)計
焊裝車間自動線的生產(chǎn)節(jié)拍要求為90 s,機艙線共有13 個工位,有6 個工位的生產(chǎn)節(jié)拍超出了90 s,不滿足生產(chǎn)節(jié)拍要求的工位達到46%,節(jié)拍最大超出6 s,如圖1 所示。
后地板線共有12 個工位,有6 個工位的生產(chǎn)節(jié)拍超出了90 s,不滿足生產(chǎn)節(jié)拍要求的工位達到50%,節(jié)拍最大超出8 s,如圖2 所示。
經(jīng)過對現(xiàn)場工位節(jié)拍的測量分析和統(tǒng)計,焊裝車間的自動生產(chǎn)線不同工位上的節(jié)拍分布不均,有些工位工作時間長,有些工位工作時間短,存在大量等待浪費以及作業(yè)間不平衡導致的效率損失,存在一定的可優(yōu)化空間。
3 節(jié)拍延誤的問題分析
從焊裝自動生產(chǎn)線上,對其中耗時最長的工序進行視頻拍攝和工作時序邏輯分析,通過視頻分析和現(xiàn)場觀察,查找到影響生產(chǎn)節(jié)拍的問題,并進行了如下分析。
3.1 修磨導致等待浪費
當機器人帶有固定焊槍需要修磨時,在固定焊槍焊接完成,抓手機器人進行放件,回起始位(Home位)后,抓手機器人等待,擺臂修磨器對固定焊槍進行修磨,然后固定焊槍進行電阻檢測,直到當修磨和電阻檢測完畢后抓手機器人才調用生產(chǎn)程序去抓件,修磨時間有16 s,在這16 s時間內抓手一直處于等待狀態(tài)。現(xiàn)場某工位的固定焊槍修磨如圖3所示,固定焊槍修磨時序邏輯如圖4所示。
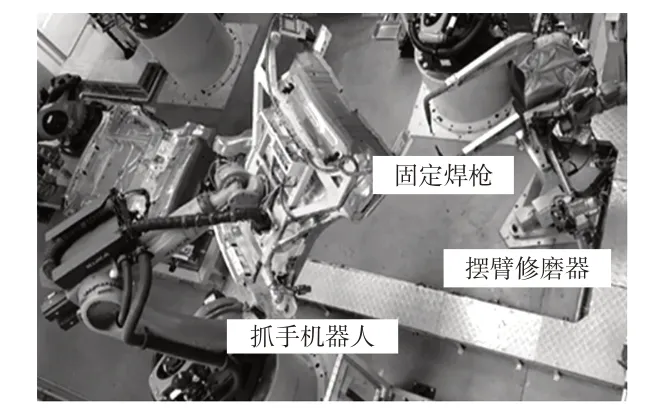
圖3 某工位固定焊槍修磨
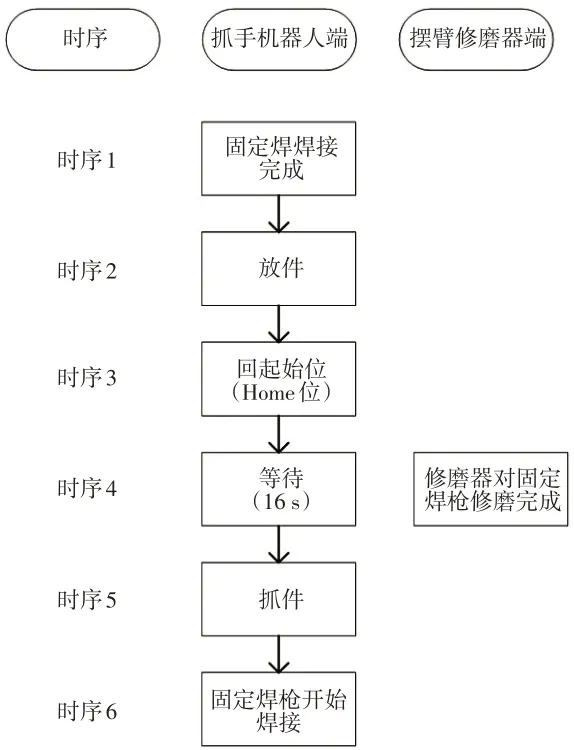
圖4 固定焊槍修磨時序邏輯
固定焊槍修磨時,抓手機器人端一直處于等待狀態(tài),造成生產(chǎn)節(jié)拍的浪費,存在可優(yōu)化的空間。
3.2 換槍盤防塵蓋開合時序邏輯不合理
現(xiàn)場某工位的2 號焊槍焊接完成,退到起始位(Home 位);給1 號防塵蓋發(fā)送打開信號,收到完全打開的反饋信號后,機器人將2號焊槍放到2號停放支架,從1號停放支架取槍,回到起始位;等收到2號防塵蓋關閉完成的反饋信號后,機器人開始焊接,如圖5所示,換槍盤防塵蓋開合時序邏輯如圖6所示。
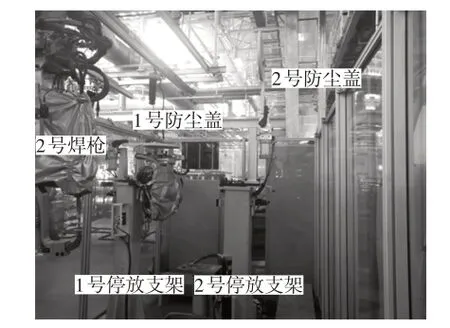
圖5 某工位換槍
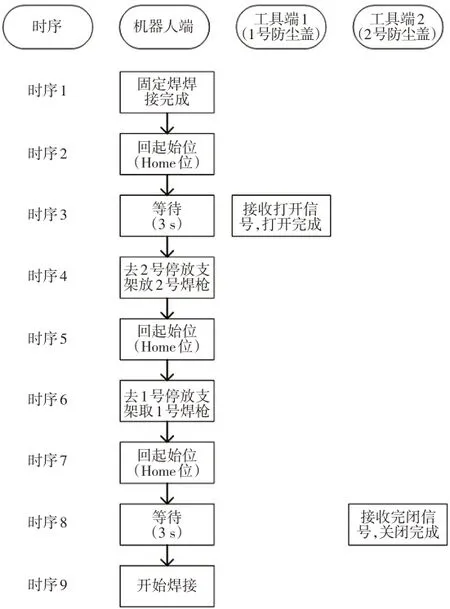
圖6 換槍盤防塵蓋開合時序邏輯
在給1 號防塵蓋發(fā)送打開信號到收到完全打開的反饋信號期間,機器人等待時間有3 s,在等收到2 號防塵蓋關閉完成的反饋信號期間,機器人等待時間有3 s,一次換槍有6 s 的等待時間,造成生產(chǎn)節(jié)拍的浪費,存在可優(yōu)化空間。
3.3 機器人放件時序邏輯不合理
在機艙060 工位,R1、R2 兩把焊槍對夾具臺上的工件焊接完成后,機器人R3 將工件從夾具臺抓起,到固定焊槍處進行補焊,如圖7 所示。
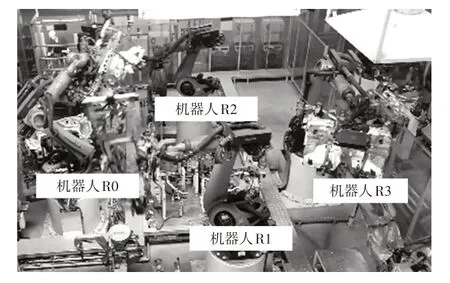
圖7 現(xiàn)場機艙060工位布局
在機器人R3 將工件從夾具臺上抓起,送到固定焊槍處的這段時間,機器人R0 一直在等待,沒有將工件放在空置的夾具臺上,直到機器人R3 的件開始補焊,機器人R0 才將工件放在夾具臺上,機器人R0 等待時間有6 s,造成節(jié)拍浪費,存在可優(yōu)化空間。
4 節(jié)拍優(yōu)化的詳細方法
基于節(jié)拍平衡理論,要使得每個工位的設備利用率、人員負荷程度基本平均合理,就需要每個工位的員工操作時間盡可能接近[9]。對于超過生產(chǎn)節(jié)拍要求的瓶頸工位,需要進行節(jié)拍優(yōu)化,減少各個工位之間的時間差,從而達到節(jié)拍平衡[10]。針對上述造成節(jié)拍浪費的問題制定了如下的優(yōu)化方案。
4.1 擺臂修磨同步功能
擺臂修磨與抓手機器人取件異步進行,存在多余等待浪費,造成這種浪費的原因為擺臂修磨程序在抓手機器人程序最后面,只有運行完擺臂修磨程序后,走主程序(MAIN 程序),抓手機器人才能進行取件,底層程序如圖8 所示。修磨時間需要16 s,這16 s 時間內機器人端不工作一直處于等待,造成生產(chǎn)節(jié)拍浪費。
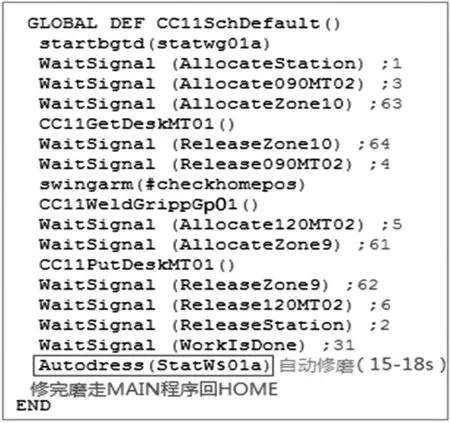
圖8 抓手機器人底層程序
為了避免因修磨造成的機器人等待浪費,將修磨與機器人作業(yè)同步進行,在機器人抓放件程序中嵌入固定修磨程序,將修磨語句行指令,即修磨電阻檢測(CheckBGTD)、擺臂修磨結束(EndB?GTD)、擺臂修磨開始(StartBGTD)放在機器人的程序軌跡當中,只要固定焊槍焊接完成就啟動修磨指令(StartBGTD),這時機器人不等待繼續(xù)放件,此時修磨時間全都納入軌跡中,從而節(jié)約了修磨等待時間,電阻檢測運行CheckBGTD,等修磨完后運行EndBGTD,此時修磨結束。通過修改機器人底層程序節(jié)約了機器人因修磨而產(chǎn)生的等待時間,修改后的機器人底層程序如圖9 所示。
通過在機器人抓放件程序中嵌入固定修磨程序,使得機器人抓放件與固定修磨同步進行,消除了機器人的等待浪費,優(yōu)化后固定焊槍修磨時序邏輯如圖10 所示,單工位固定修磨節(jié)約16 s 時間,節(jié)拍優(yōu)化率達到47%,固定修磨時序優(yōu)化前后對比如圖11 所示。
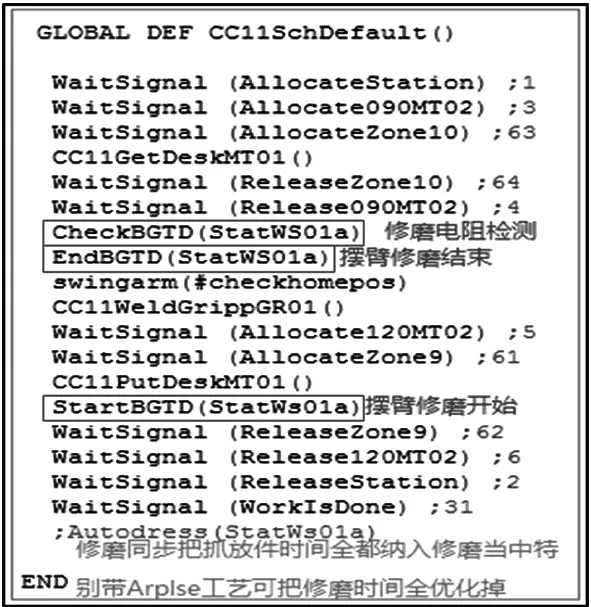
圖9 修改后抓手機器人底層程序
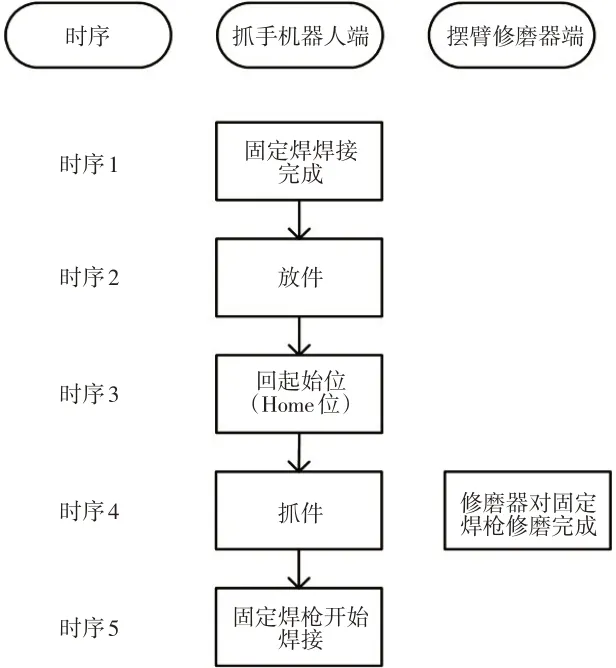
圖10 優(yōu)化后固定焊槍修磨時序邏輯
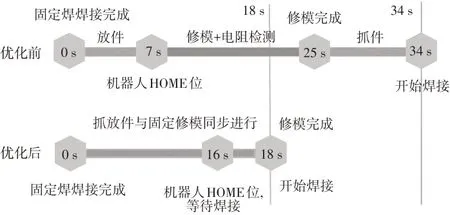
圖11 固定修磨時序優(yōu)化前后對比
焊裝車間固定焊總數(shù)量為48個,單工位固定修磨節(jié)約16 s,焊裝車間單次固定修磨可節(jié)約768 s,極大提高了車間生產(chǎn)效率。
4.2 換槍盤防塵罩開合時序優(yōu)化
機器人取放槍與防塵罩開合異步進行,造成等待浪費,原因為防塵蓋開合底層程序存在BUG,在機器人焊槍完成焊接,退回到起始位(Home 位)后才運行防塵蓋開合程序,直到程序運行完畢,機器人端才開始放槍、回起始位、取槍、回起始位,并再次運行防塵蓋開合程序,在防塵蓋關閉完成后,機器人開始焊接。換槍盤防塵蓋程序的邏輯問題造成了等待浪費,存在優(yōu)化空間,具體程序優(yōu)化方式如圖12 所示。
優(yōu)化后的防塵蓋開合底層程序,實現(xiàn)了焊裝自動線換槍工位換槍盤防塵蓋合理的開合時序邏輯,即帶2 號焊槍的機器人焊接完成,回到起始位后給1 號防塵蓋發(fā)送打開信號,然后去2 號停放支架進行放槍,機器人端放槍完成后回到起始位,給2 號防塵蓋發(fā)送關閉信號,并在接收到1 號防塵蓋完全打開信號后,去抓1 號焊槍,并回到起始位,機器人端在檢測到2 號防塵蓋關閉完成信號后開始進行焊接工作。換槍盤防塵蓋優(yōu)化后開合時序邏輯如圖13 所示。
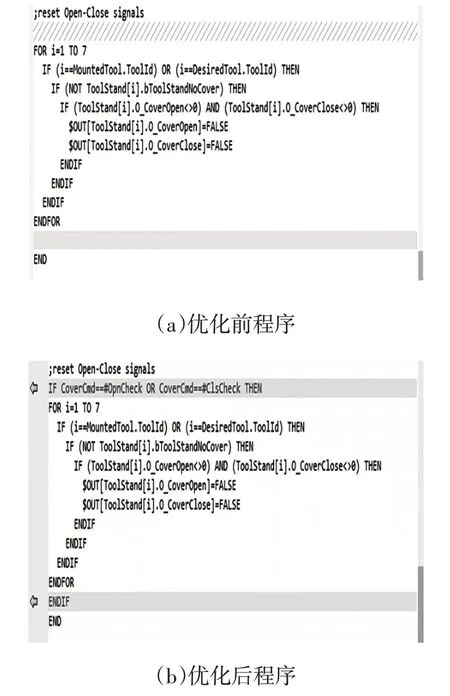
圖12 防塵蓋開合程序優(yōu)化對比
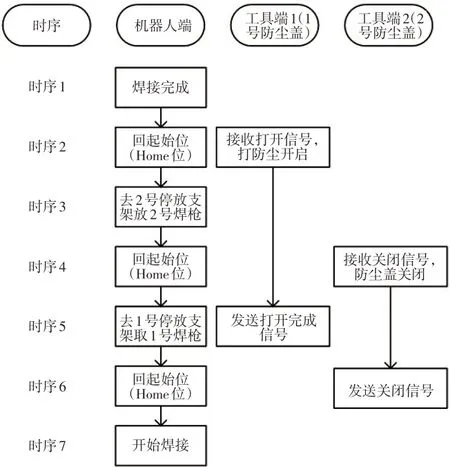
圖13 換槍盤防塵蓋優(yōu)化后開合時序邏輯
優(yōu)化后的底層程序,實現(xiàn)了機器人取槍前防塵罩已經(jīng)打開完畢;機器人放槍后,防塵罩馬上關閉,消除了等待浪費。單工位換槍節(jié)約6 s,節(jié)拍優(yōu)化率達到26%,防塵蓋開合時序優(yōu)化前后對比如圖14所示。
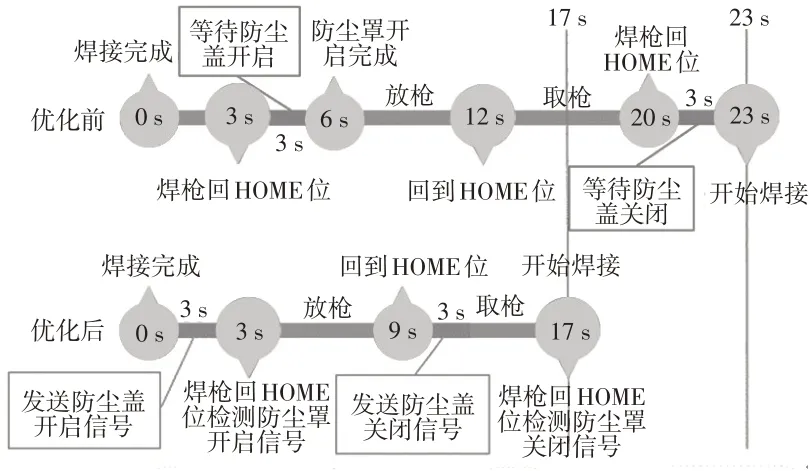
圖14 防塵蓋開合時序優(yōu)化前后對比
焊裝車間換槍盤總數(shù)量為97 個,單工位換槍能節(jié)約6 s,焊裝車間單次換槍能節(jié)約582 s,提高了車間生產(chǎn)效率。
4.3 機器人放件時序優(yōu)化
如圖15 所示,機器人R0 放件的信號來源于機器人R3 固定焊是否開始焊接,時序不合理。通過對機器人底層程序進行優(yōu)化,在機器人R3抓件離開機器人R0 放件的干涉區(qū)后,機器人R0 開始進行放件。機器人放件時序優(yōu)化后,能節(jié)約等待時間6 s,優(yōu)化前單工位節(jié)拍為95 s,節(jié)拍優(yōu)化提升6%,提升了生產(chǎn)節(jié)拍,提高了車間生產(chǎn)效率。
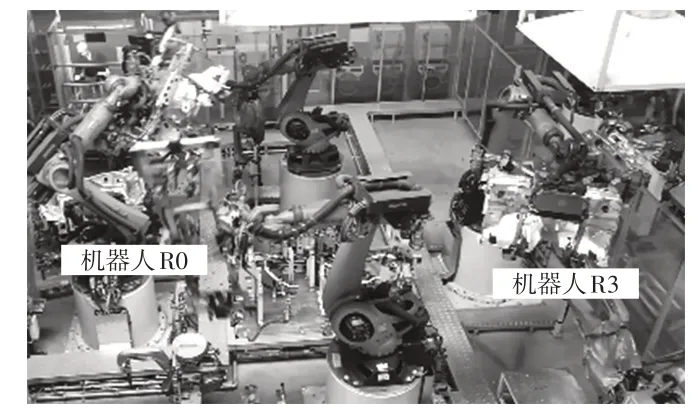
圖15 現(xiàn)場機艙060工位布局
4.4 3種優(yōu)化方法總結
針對某車型的焊裝車間現(xiàn)場3 種影響生產(chǎn)節(jié)拍的具體問題,提出3 種優(yōu)化方案,并全車間應用,消除部分等待浪費,提升焊裝車間自動線的線平衡率,提高生產(chǎn)效率。優(yōu)化方法總結如表1 所示。
5 結束語
針對國內某車型的焊裝車間自動生產(chǎn)線上機器人設備工作時序邏輯不合理的3 個問題,即固定焊槍修磨導致抓手機器人等待、換槍盤防塵蓋開合時序邏輯不合理導致機器人端等待、機器人放件時序邏輯不合理導致機器人端等待,分別分析了機器人的工作時序和底層程序,對程序中存在的漏洞和不合理的邏輯進行了優(yōu)化,使得擺臂修磨與機器人作業(yè)同步進行,換槍盤防塵罩開合時序合理,機器人放件時序合理,解決了機器人工作時序邏輯不合理的3 個問題,提升焊裝車間的生產(chǎn)節(jié)拍,從而提升車間的生產(chǎn)效率,最終通過降低生產(chǎn)成本提高企業(yè)的競爭力。
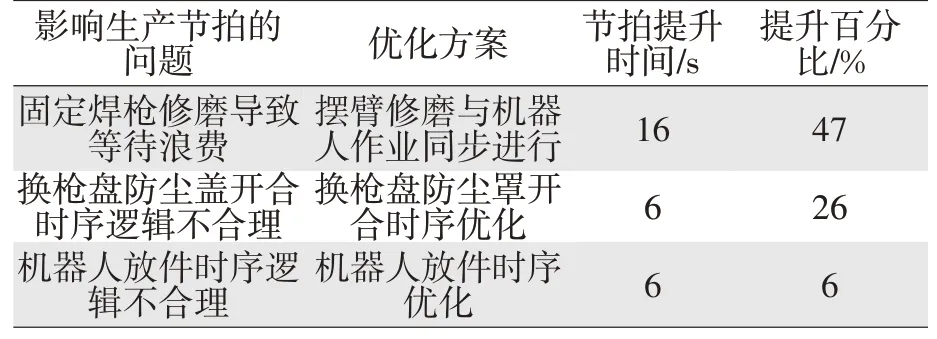
表1 3種優(yōu)化方法總結表
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
