汽車焊裝車間總拼工藝研究
2021-03-03 08:04:44吳凱
汽車工藝與材料 2021年2期
關鍵詞:系統
吳凱
(廣汽乘用車有限公司,廣州 511434)
1 前言
為了提高焊裝車間的生產效率,白車身的焊接過程一般是先進行分總成焊接,如機艙分總成、前地板分總成、后地板分總成、左/右側位、四門、兩蓋、頂蓋等,然后對分總成逐級搭接成下車體、上車體,最后經裝配四門兩蓋形成1個完整的白車身。
隨著汽車工業技術的不斷發展,在白車身焊過程中一系列自動化柔性生產設備的引入導致人員直接參與生產越來越少,常見的自動化生產線包括往復桿輸送系統、高速輥床及隨行夾具系統、柔性總拼系統、工業焊接/滾邊/搬運機器人、升降機、AGV、ATP 輸送鏈、自動化物流倉儲系統等,究其原因,一是主機廠通過引入高度自動化的設備削減人員開支以實現降低生產成本、提高生產效率,二是車型的換代和改款對于自動化柔性生產線而言,只需稍加升級和改造就可以立刻適應新車型的生產,三是高度自動化的設備更易于實現全場景管理和監控,時刻保證白車身品質一致性。
2 自動輸送線
焊裝車間自動化生產線是以工位為單位,每個工位由1 臺或多臺機器人協同作業完成在指定區域的任務,包括焊接、涂膠、滾邊等作業要素,各工位通過輸送線連接形成1 個大型、綜合、高度自動化的復雜線體。基于汽車市場日趨激烈的競爭,車型更新換代加快,能夠滿足高節拍高柔性的自動生產線越來越受到主機廠的青睞,如往復桿式輸送線和高速輥床與隨行夾具系統。
往復桿式輸送線常應用在總成的工序間輸送,通常安裝在夾具平臺上,外接動力源(電機或氣缸)實現垂直頂升,使用變頻器控制電機帶動齒輪、齒條實現水平輸送,該方案應用廣泛、技術成熟、定位精度高、穩定性好、柔性高、自動化程度高[1]。往復桿式輸送線主要由電氣控制系統、NC 機器人、軌道機構、水平驅動機構、升降機構、限位機構等組成[2](圖1)。
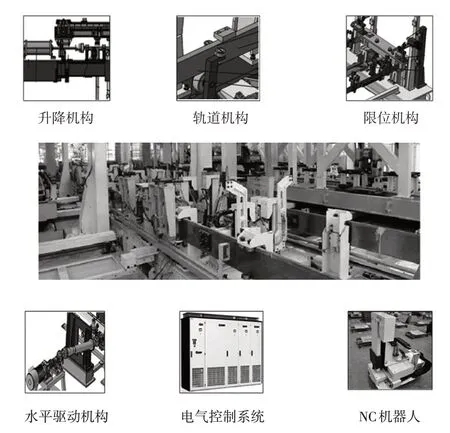
圖1 往復桿式輸送線組成部分[2]
高速輥床與隨行夾具系統分為升降式和固定式2 種,該方案能夠滿足高柔性、高效率、高精度、高智能化的主流汽車生產工藝技術需求[3],特別適合目前針對個性化設計的“多品種、小批量”的訂單方式,一般由水平驅動機構、升降驅動機構、臺車及隨行夾具、位置編碼系統和控制系統組成(圖2),其重復定位精度甚至可以達到±0.1 mm,可用于焊裝線工序間或線體之間的工件輸送[4]。
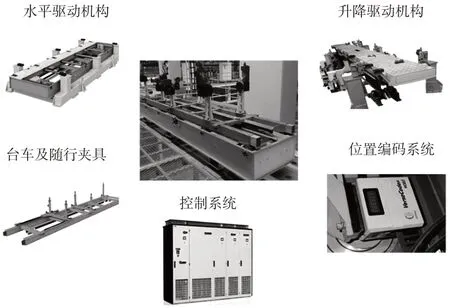
圖2 高速輥床及隨行夾具系統組成部分
3 柔性總拼系統
柔性總拼系統作為車身線關鍵設備,其結構和特性決定了左/右側圍與下車體合車的車身精度偏差,也最終會影響到整車合格率,對其評價指標主要包含車身精度、多車型適應性、生產節拍、占地面積和投資成本這5 大部分,因此不同主機廠根據自身情況和實際需求采用不同的方案實現,常見的有OPEN GATE 框架形式、機器人抓手形式、四面體翻轉形式、內定位夾具形式、多工位固定夾具形式等。
3.1 OPEN GATE柔性總拼系統
OPEN GATE 柔性總拼系統適用于節拍要求較高車型,此方案優點是切換容易,可保證15 s 完成車型夾具切換;本體結構堅固穩定、剛性高,標準化模塊設計,易于分期投入;車型柔性高,空間滿足的話,理論上可滿足較多車型共線生產;缺點是前期投資很大;設備夾具占地面積較大,對整個車間的布局及物流輸送有較大影響[5-6]。利用拖動機構將對應車型的OPEN GATE 夾具移動至合車工位以實現夾具放置及車型切換(圖3)。OPEN GATE 夾具在理論上空間允許的情況下可以生產無限種車型(一般6 種車型,占用3 個工位,占地面積大約20 m×20 m),工位機器人全程只參與焊接,不參與定位,焊點集中、生產節拍高。
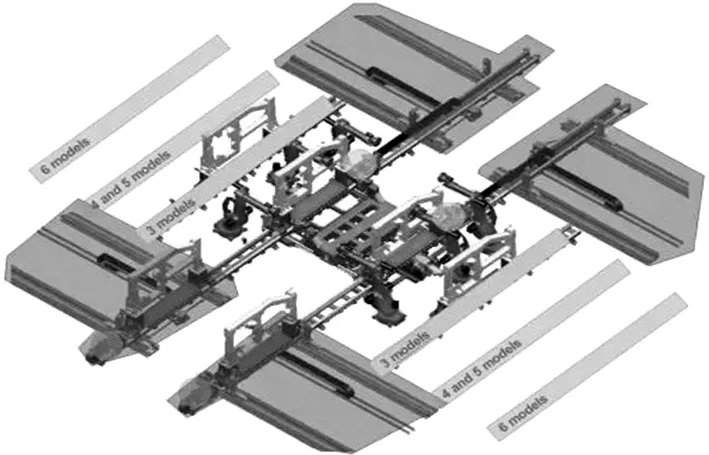
圖3 OPEN GATE柔性總拼系統布局
OPEN GATE 夾具定位手段是通過連接一體的固定基座保證左右機構相對位置的穩定,車身上部的橫梁抓手與左右機構組成1 個穩定的框架架構(圖4),焊接工位可以布置10~15 臺機器人,通常整車合格率≥98%,車身精度偏差≤0.1 mm。
3.2 Robot Gripper柔性總拼系統
Robot Gripper 柔性總拼系統適合車身定位點較少的小型車,此方案的優點是合車結構簡單輕便、機器人使用專用ATC 切換盤切換方便;車型夾具可地面靜態存儲,存儲結構簡單,不需要布置預裝工位。缺點是生產節拍較低,車身控制點少,抓手夾具剛性差,精度保證困難,抓手體積大需要大負載機器人。機器人通過更換不同的抓手來實現對不同車型的切換,從而實現多種車型的柔性化生產(圖5)。Robot Gripper 柔性總拼系統一般占用2 個工位,占地面積大約13 m×13 m,工位機器人部分參與定位導致機器人在該工位焊點不夠集中[7]。

圖4 OPEN GATE柔性總拼系統工位狀態
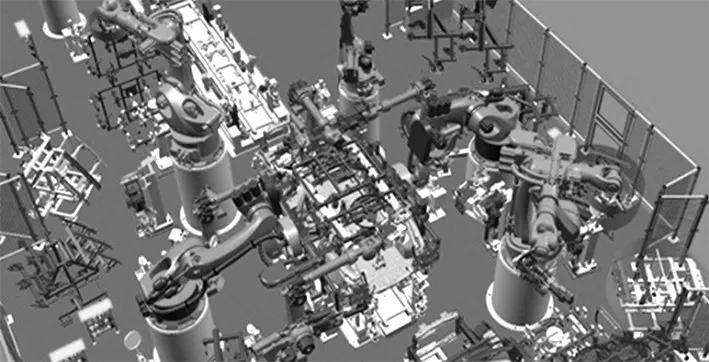
圖5 Robot Gripper柔性總拼系統布局
Robot Gripper 柔性總拼系統通過機器人與抓手夾具結合實現對車身的定位和夾緊,左右側圍固定抓手通過相互鎖定來保證整體剛性(圖6),焊接工位可以布置6~10 臺機器人,通常整車合格率≥95%,車身精度偏差0.2 mm。

圖6 Robot Gripper柔性總拼系統工位狀態
3.3 四面體柔性總拼系統
四面體柔性總拼系統適用于無預裝的高節拍車型,此方案的優點是車型柔性化程度較高(最多4 個車型),有無預裝工位均可滿足生產,線體寬度較小,生產節拍較高,夾具切換速度快;缺點是夾具整體占用空間較多導致機器人布置困難,工位打點數量少,整個機構龐大復雜對設備導入階段的調試要求高且前期投資相對較大[8-9]。多種車型夾具放置在旋轉夾具上,通過四面體旋轉來完成車型切換(圖7)。四面體柔性總拼系統一般占用2個工位,占地面積約13 m×13 m,另外可通過挖地坑增加小型機器人保證工位焊點數量集中。
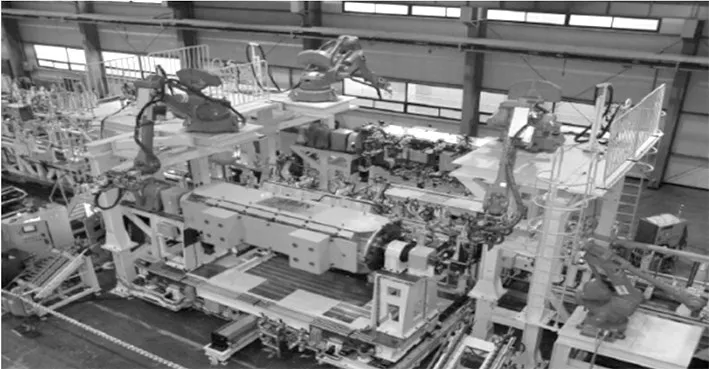
圖7 四面體柔性總拼系統布局
四面體柔性總拼系統左/右機構合車到位后通過自身的鎖定裝置與一體的固定基座保證相對位置穩定(圖8),必要的情況下可以增加橫梁抓手作為輔助部分強化整體剛性,焊接工位可以布置6~10 臺機器人,通常整車合格率95%,車身精度偏差0.2 mm。
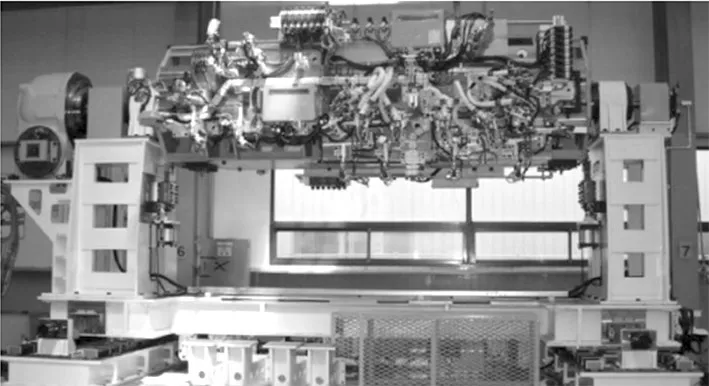
圖8 四面體柔性總拼系統工位狀態
3.4 內定位夾具柔性總拼系統
內定位夾具柔性總拼系統要求在車身開發階段就要考慮設備的車型通用性,因此對于車型及其整車平臺的設計提出很高的要求,該方案的優點是夾具庫可以布置在二層平臺,占用空間最小,柔性程度最高;通過切換精定位臺車可以實現混線生產。缺點是機構的夾頭變位機數量多,調試復雜;不能分期投資,必須一步到位,初期投資較高。由于沒有傳統的側圍夾具框架,內置式夾具從二層平臺選取夾具后由白車身頂部吊入(圖9)。內定位夾具柔性總拼系統僅占用1 個工位,占地面積約8 m×8 m,因此可以方便布置盡可能多的機器人集中焊接[10]。
內定位夾具柔性總拼系統夾具夾頭從車身內部夾緊,焊鉗更易于接近焊接部位,焊接的工藝性好,機器人集中(圖10),可以布置10~15 臺機器人(可根據節拍調整),輔以精定位臺車實現機器人集中焊接,通常整車合格率≥98%,車身精度偏差≤0.1 mm。
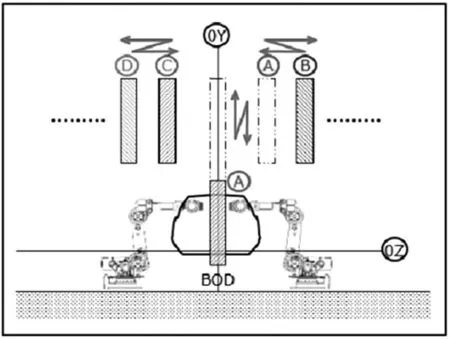
圖9 內定位夾具柔性總拼系統布局
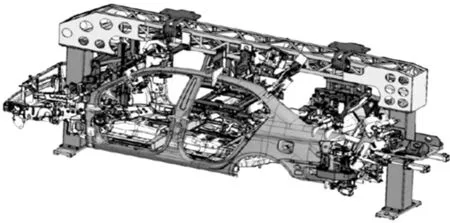
圖10 內定位夾具柔性總拼系統工位狀態
3.5 多工位固定夾具柔性總拼系統
多工位固定夾具柔性總拼系統適用于節拍要求不高、車型規劃少后續變化少的情況,此方案的優點是單一獨立工位布置,夾具簡單,各車型互不干涉,投資少、調試簡單;缺點是機器人布置空間有限,預裝白車身長運輸距離對精度保證不利,七軸導軌過長,線纜和信號易受影響。每個工位的夾具只對應1 種車型,機器人移動到不同工位進行焊接,每套夾具都需要安裝在生產線上會因此占用最多空間(圖11),一般總拼占用3 個工位,占地面積約10 m×20 m,如果導入太多車型會嚴重影響焊裝車間的工藝布局。
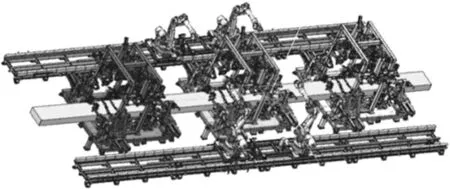
圖11 多工位固定夾具柔性總拼系統布局
多工位固定夾具柔性總拼系統通過夾具自身的剛性及精度來保證車身焊接要求(圖12),單個工位可以布置4~6 臺機器人,由于不用考慮柔性化的需要,車型專用夾具的適應性和精度更高,通常整車合格率98%,車身精度偏差0.1 mm。
圖12 多工位固定夾具柔性總拼系統工位狀態
4 結束語
分別從定位精度、占地空間、投資成本、柔性化5 大方面對比分析,OPEN GATE 夾具和內定位夾具能夠提供高柔性化和高整車合格率,但投資成本較高;Robot Gripper 夾具和四面體夾具是1 種綜合考量各方面因素的方案,主機廠在車間廠房規劃和后期升級改造時需綜合考慮5 大因素以及自身產品線的發展選擇最優技術路線。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
