可移動單元技術在柔性桌式包邊方法中的應用
2021-03-03 08:04:46孫雷曲躍峰陳天才韋侯念
汽車工藝與材料 2021年2期
關鍵詞:方法
孫雷 曲躍峰 陳天才 韋侯念
(上汽通用五菱汽車股份有限公司,柳州 545007)
1 前言
門蓋生產線使用的桌式包邊機具有成本低、節拍高的優勢,但是桌式包邊機屬于專機專用,一臺桌式包邊機只能生產一個車型的一種零件,當有新車型出現時,就需要重新開發包邊機,重新規劃場地。考慮到整車廠車型的更新換代速度加劇,低成本、高節拍、高柔性的生產線將倍受青睞。鑒于此,在保留成本低、節拍高的桌式包邊機的前提下,結合可移動單元技術,提出了柔性桌式包邊方法。
2 傳統桌式包邊方法
傳統桌式包邊方法由進料機構、桌式包邊機、出料機構、窗框滾邊設備、窗框滾邊機器人、下料臺等組成,其中進料機構與出料機構對稱,分別位于桌式包邊機的兩側,負責門蓋內外板總成扣合件的輸入與輸出。具體工作過程為門蓋內外板總成扣合件輸入進料機構后,進料機構上升將零件輸送到桌式包邊機進行外輪廓包邊[1],包邊完成后輸送到出料機構,出料機構下降將門蓋輸送到窗框滾邊設備進行機器人內窗框滾邊,滾邊完成后將門蓋輸送到下料臺,再由下料臺輸送到下一工位,完成一個循環的包邊作業,整個過程件通過電機帶動皮帶轉動來實現輸送。傳統桌式包邊方法布局如圖1所示。
3 可移動單元式柔性桌式包邊方法
3.1 地面單軌道可移動輸送單元柔性桌式包邊方法
3.1.1 地面單軌道式柔性桌式包邊方法組成及傳輸方向
地面單軌道可移動輸送單元柔性桌式包邊方法包括3 套傳統桌式包邊機[2]+單軌道可移動輸送單元[3]+可切換窗框滾邊設備,具體由進料機構、地面軌道、出料機構、桌式包邊機(車型A、B、C)、窗框滾邊設備、窗框滾邊機器人、下料臺、換模軌道、換模小車等組成。其中進、出料機構分別安裝在2個滑移小車上,與出料機構配合的滑移小車包含旋轉功能。主傳輸方向與門蓋線傳輸方向一致,為水平方向,包邊內部,進/出料機構與桌式包邊機之間傳輸方向與主傳輸方向垂直,為豎直方向。出料機構在下料位置需要旋轉90°,以便將輸送皮帶由豎直方向變為水平方向,將門蓋傳輸到窗框滾邊設備。地面單軌道可移動輸送單元柔性桌式包邊方法布局如圖2 所示。
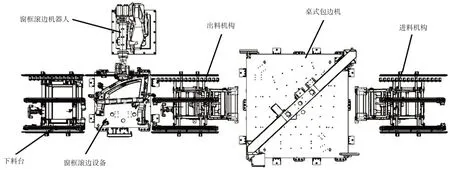
圖1 傳統桌式包邊方法布局
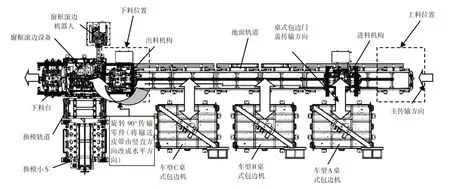
圖2 地面單軌道可移動輸送單元柔性桌式包邊方法布局
3.1.2 地面單軌道可移動輸送單元柔性桌式包邊方法機構說明及工作過程
地面單軌道可移動輸送單元柔性桌式包邊方法中,進料機構、出料機構、下料臺均包含由氣缸驅動的升降功能,由2 個伺服電機驅動輸送部分及導向部分調整的柔性功能,除此之外,下料機構也包含由氣缸驅動,機構繞回轉支撐轉動的旋轉功能(90°)。滑移小車由伺服電機、減速機驅動齒輪與裝在軌道上的齒條嚙合運動。另外,滑移小車由分別位于小車框架4個角部的4個支撐滾輪、4個限位滾輪、4個防傾覆滾輪實現支撐與限位。每種車型對應一個換模小車,當需要切換車型生產時,就需要將窗框滾邊設備通過換模軌道推送到換模小車,將其推出,然后推送另一個車型的換模小車過來對接,將該車型窗框滾邊設備推送至窗框滾邊工位即可(下文中換模小車、換模軌道作用與之相同)。除此之外,進料機構、出料機構可以換成兩臺六軸機器人,軌道換成機器人七軸來代替,即機器人通過換槍盤帶著抓手在七軸上往復運動來實現零件的傳輸。
地面單軌道可移動輸送單元柔性桌式包邊方法中放有3 套桌式包邊機,可以生產3 種車型,如果需要生產第4 種車型時,需要把布局中不生產或者量少的一套包邊機搬運出去,然后導入第4 種車型的桌式包邊機,經過調試后滿足生產要求。為了縮短對其他車型生產影響,桌式包邊機進行模塊化設計,電、氣、控制等均集成在桌式包邊機底板上,將包邊機在外圍調試區域完成調試及質量提升、節拍提升后,再導入進生產線,進行簡單的機械定位、接電、接氣及主程序導入后,試運行后即可交付生產(需要停線時間一到兩天,下文方法與此相同),而窗框滾邊設備需要通過換模小車、換模軌道切換成在產車型即可。
由于進、出料機構共用同一條軌道,因此進出料機構存在相互影響,必須一個機構離開某個位置,另一個機構才能進入該位置,以車型A 為例進行闡述其整個工藝過程。
a.進料機構運動到上料位置接收內外板總成;
b.進料機構運動到車型A 位置,通過皮帶將內外板總成送進車型A 桌式包邊機;
c.進料機構返回上料位置,繼續接收內外板總成;
d.車型A 桌式包邊機進行外輪廓包邊;
e.出料機構運動到車型A 位置;
f.門總成從桌式包邊機通過皮帶輸送到出料機構;
g.出料機構運動到下料位置;
h.出料機構旋轉90°,將皮帶傳輸方向由豎直方向改為水平方向;
i.出料機構將門總成輸送到窗框滾邊設備;
j.滾邊機器人對門總成內窗框進行滾邊;
k.門總成通過皮帶傳輸到下料臺;
l.下料臺將門總成輸送到下一工位,包邊完成。
3.2 地面雙軌道式柔性桌式包邊方法
3.2.1 地面雙軌道可移動輸送單元柔性桌式包邊方法組成及傳輸方向
地面雙軌道可移動輸送單元柔性桌式包邊方法相對于地面單軌道可移動輸送單元柔性桌式包邊方法,增加了一組地面軌道,兩條軌道分別位于桌式包邊機的兩側,進、出料機構分別置于兩條軌道上方。窗框滾邊部分位于出料機構的下側,零件主傳輸方向及內部包邊傳輸方向均為從上到下。地面雙軌道可移動輸送單元柔性桌式包邊方法包括3 套傳統桌式包邊機+雙軌道可移動輸送單元+可切換窗框滾邊設備,具體由進料機構、地面進料軌道、出料機構、地面出料軌道、桌式包邊機(車型A、B、C)、窗框滾邊設備、窗框滾邊機器人、下料臺、換模軌道、換模小車等組成。其中進、出料機構分別安裝在兩個滑移小車上,滑移小車不存在旋轉功能。地面雙軌道可移動輸送單元柔性桌式包邊方法布局如圖3 所示。
3.2.2 地面雙軌道可移動輸送單元柔性桌式包邊方法機構說明及工作過程
地面雙軌道可移動輸送單元柔性桌式包邊方法相對于地面單軌道可移動輸送單元柔性桌式包邊方法,除了出料機構不需要旋轉外,其他機構功能一致。除此之外,進料機構、出料機構可以換成兩臺六軸機器人,地面進料、出料軌道換成2 組機器人七軸來代替,即機器人通過換槍盤帶著抓手在七軸上往復運動來實現零件的傳輸。
地面雙軌道可移動輸送單元柔性桌式包邊方法可以滿足3 種車型的生產,當需要生產第4 種車型時,切換方式與方法A 一致。由于地面雙軌道可移動輸送單元柔性桌式包邊方法進、出料機構分離,所以進料機構與出料機構不存在相互影響,以車型A 為例進行闡述其整個工藝過程。
a.進料機構運動到上料位置接收內外板總成;
b.進料機構運動到車型A 位置,通過皮帶將內外板總成送進車型A 桌式包邊機;
c.車型A 桌式包邊機進行外輪廓包邊;
d.門總成從桌式包邊機通過皮帶輸送到出料機構;
e.出料機構運動到下料位置;
f.出料機構將門總成輸送到窗框滾邊設備;
g.滾邊機器人對門總成內窗框進行滾邊;
h.門總成通過皮帶傳輸到下料臺;
i.下料臺將門總成輸送到下一工位,包邊完成。
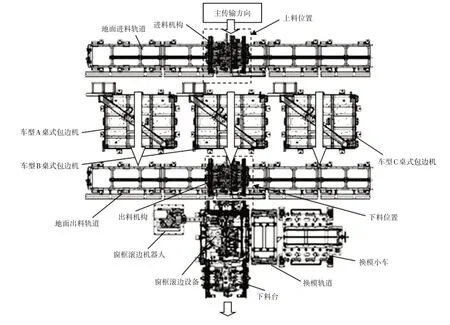
圖3 地面雙軌道可移動輸送單元柔性桌式包邊方法布局
3.3 空中軌道式柔性桌式包邊方法
3.3.1 空中軌道可移動輸送單元柔性桌式包邊方法組成及傳輸方向
空中軌道可移動輸送單元柔性桌式包邊方法包括三套傳統桌式包邊機+空中軌道可移動輸送單元+可切換窗框滾邊設備,具體由空中軌道、上料抓手、下料抓手、下料臺、窗框滾邊部分(與方法A 窗框滾邊部分一致,包括窗框滾邊設備、窗框滾邊機器人、換模軌道、換模小車)、桌式包邊機(車型A、B、C)、上料臺等組成。其中上、下料抓手可以是電機驅動水平運動,氣缸驅動上下運動的抓手,也可以是機械臂(7 軸機器人)驅動的抓手。空中軌道可移動輸送單元柔性桌式包邊方法布局如圖4 所示。
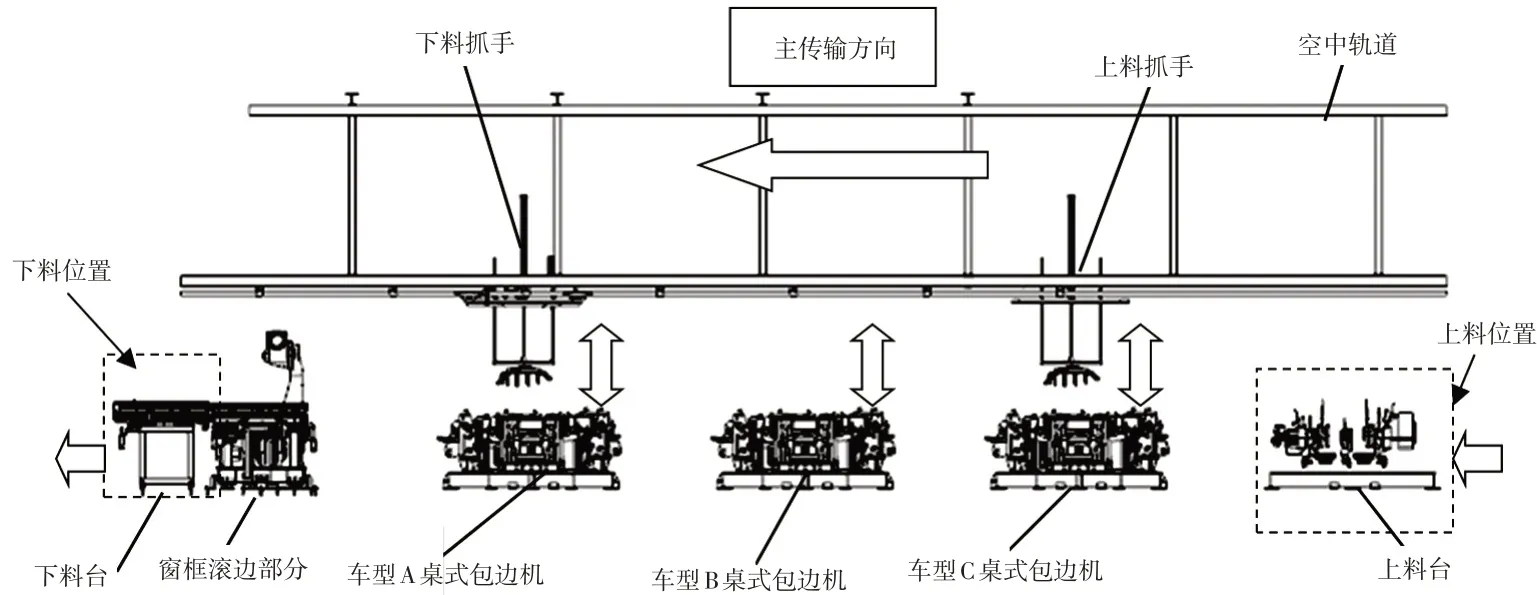
圖4 空中軌道可移動輸送單元柔性桌式包邊方法布局
3.3.2 空中軌道可移動輸送單元柔性桌式包邊方法機構說明及工作過程
空中軌道可移動輸送單元柔性桌式包邊方法中,每個車型配2 個抓手,即上料抓手、下料抓手,且上、下料抓手含有換槍盤,生產某車型,即通過換槍盤抓取某車型抓手,不生產的車型抓手放置在對應的桌式包邊機或抓手放置架上。下料臺包含柔性功能,可根據不同車型寬度通過電機來調節皮帶及導向板位置,上料臺也包含柔性功能,可通過氣缸伸縮切換相應的生產車型。
空中軌道可移動輸送單元柔性桌式包邊方法可以滿足3 種車型的生產,當需要生產第4 種車型時,切換方式與地面單軌道可移動輸送單元柔性桌式包邊方法一致。由于空中軌道可移動輸送單元柔性桌式包邊方法上、下料抓手共用同一條空中軌道,因此上下料抓手存在相互影響,必須一個抓手離開某個位置,另一個抓手才能進入該位置,以車型A 為例進行闡述其整個工藝過程。
a.上料抓手運動到上料位置抓取內外板總成;
b.上料抓手運動到車型A 位置,將內外板總成放入車型A 桌式包邊機;
c.上料抓手返回到上料位置,繼續抓取內外板總成;
d.車型A 桌式包邊機進行外輪廓包邊;
e.下料抓手運動到車型A 位置,抓取包邊后的門總成;
f.下料抓手運動到窗框滾邊位置,將門總成放入窗框滾邊胎膜;
g.滾邊機器人對門總成內窗框進行滾邊;
h.門總成通過皮帶傳輸到下料臺;
i.下料臺將門總成輸送到下一工位,包邊完成。
3.4 可移動包邊單元式柔性桌式包邊方法
3.4.1 地面軌道可移動桌式包邊單元柔性桌式包邊方法組成及傳輸方向
地面軌道可移動桌式包邊單元柔性桌式包邊方法包括3 套可移動傳統桌式包邊單元+柔性進出料機構+可切換窗框滾邊設備,具體由進料機構、出料機構、包邊單元切換軌道、桌式包邊機(車型A、B、C)、窗框滾邊設備、窗框滾邊機器人、下料臺、換模軌道、換模小車等組成。其中3 套桌式包邊機底板下方安裝滾輪,可沿軌道往復運動(動力為電機驅動或人工手推),到包邊位置機械限位后,再通過銷定位。零件主傳輸方向及在包邊機內的傳輸方向均為從上往下。地面軌道可移動桌式包邊單元柔性桌式包邊方法布局如圖4所示。
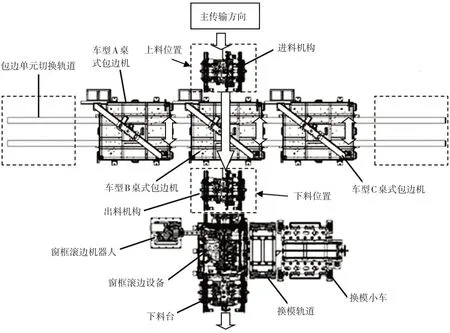
圖4 地面軌道可移動桌式包邊單元柔性桌式包邊方法布局
3.4.2 地面軌道可移動桌式包邊單元柔性桌式包邊方法機構說明及工作過程
地面軌道可移動桌式包邊單元柔性桌式包邊方法中,桌式包邊機在軌道上預留5個位置,中間位置為包邊工作位,生產某個車型時,就將該車型包邊機通過電機或人工推到中間包邊工作位。進料機構、出料機構、下料臺均包含柔性功能,可根據不同車型寬度通過電機來調節皮帶及導向板位置。
地面軌道可移動桌式包邊單元柔性桌式包邊方法中可以滿足3 種車型的生產,當需要生產第4種車型時,則將不生產的車型包邊機推出軌道,將第4 種車型包邊機推入軌道,窗框滾邊設備則通過換模小車進行切換。以車型A 為例進行闡述其整個工藝過程。
a.通過抓件機器人或皮帶傳輸將內外板總成放入進料機構;
b.進料機構通過皮帶將內外板總成送入車型A 桌式包邊機;
c.車型A 桌式包邊機進行外輪廓包邊;
d.門總成從桌式包邊機通過皮帶輸送到出料機構;
e.出料機構將門總成輸送到窗框滾邊設備;
f.滾邊機器人對門總成內窗框進行滾邊;
g.門總成通過皮帶傳輸到下料臺;
h.下料臺將門總成輸送到下一工位,包邊完成。
4 可移動單元式柔性桌式包邊方法對比
以3 個車型(1 個新建、2 個導入)的生產為例,上文4種基于可移動單元技術的柔性桌式包邊方法對比如表1(表中數據僅供參考)所示。占地面積方面空中軌道式最少,地面單軌道式其次,成本方面地面單軌道式最低,地面軌道可移動桌式包邊單元式其次,節拍方面地面雙軌道式和地面軌道可移動桌式包邊單元式最高。如果可移動單元部分選擇使用七軸機器人的話,成本需要相應增加。
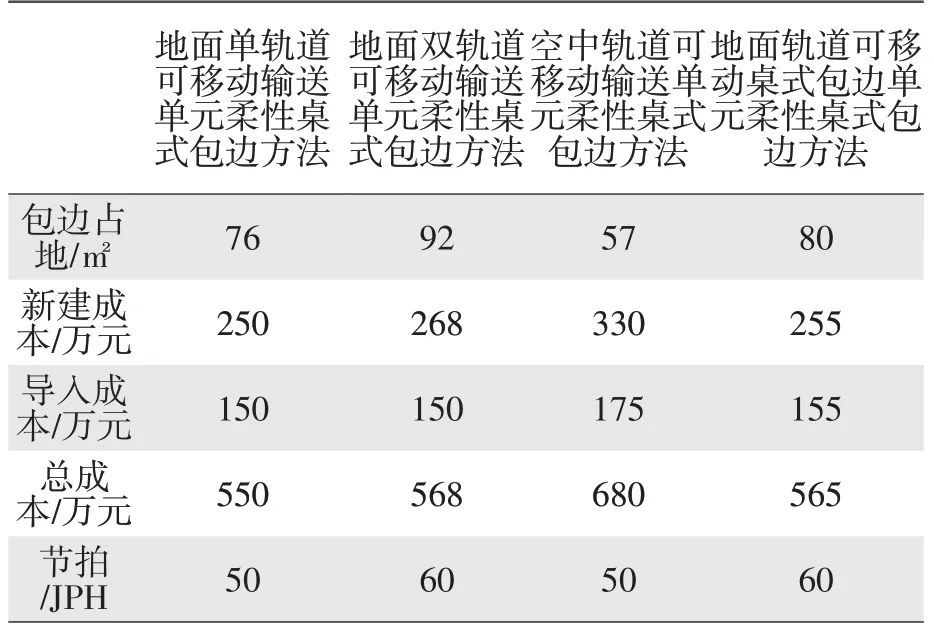
表1 可移動桌式包邊方法對比
由于上述方法門蓋包邊均是采用桌式包邊+窗框滾邊工藝,故門蓋包邊質量、調試周期差別不大。
地面單軌道可移動輸送單元柔性桌式包邊方法由于進、出料機構共用同一條軌道,因此進、出料機構存在相互影響,必須一個機構離開某個位置,另一個機構才能進入該位置,所以節拍較低,但是成本低,由于桌式包邊機只有一側有軌道,因此后期導入車型時,可以拆除圍欄,從無軌道一側進入。地面雙軌道可移動輸送單元柔性桌式包邊方法由于兩側都有軌道,避免了進、出料機構相互影響,節拍較高,但是成本高,后期導入車型時,桌式包邊機要么拆軌道后進入,要么從軌道平行方向進入(有可能需要先移出原有包邊機)。空中軌道可移動輸送單元柔性桌式包邊方法中上、下料抓手共用同一條空中軌道,因此上下料抓手存在相互影響,必須一個抓手離開某個位置,另一個抓手才能進入該位置,因此節拍較低,由于需要使用換槍盤、空中建軌道,因此成本高,但包邊機導入時兩側均可以進入。地面軌道可移動桌式包邊單元柔性桌式包邊方法由于進、出料位于包邊機兩側,因此節拍較高,由于只使用一條承重定位用軌道(需要地面挖槽),因此成本一般,但生產中切換車型時,相對前面三種方法,切換時間長,當新車型導入時,調試時間較長。
5 可移動單元式柔性桌式包邊方法的實際應用
綜合考慮占地面積、新建成本、導入成本、節拍,以及門蓋線整體布局、實際場地情況、切換復雜程度等,某公司某車型選擇了地面單軌道可移動輸送單元柔性桌式包邊方法。該方法經過數個月的設計、仿真、加工、裝配、安裝調試等工作,最終在某生產基地交付使用,通過6 個月的生產驗證,該方法生產線布局緊湊,現場噪音小,各機構運動順暢,包邊質量良好、穩定,生產節拍達到50 JPH。結合該項目現場調試情況,該方法有一些細節需要重點注意:
a.滑移小車下部的支撐滾輪須鋼輪與包膠輪混合使用,以便保證強度、降低噪音;
b.2 組滑移小車(進料、出料)的內側分別加裝防撞裝置;
c.所有運動件,包括滑移、旋轉、舉升等,都要加裝安全插銷,并做好標記,以保證現場調試、維修時各機構的機械鎖定;
d.各機構輸送部分對接時,以桌式包邊機輸送部分為基礎,來調節其他各機構輸送部分,同時,輸出方皮帶可以稍微高點,接收方皮帶可以低點;
e.帶旋轉功能的滑移小車,旋轉氣缸的節流閥調小點,防止上部機構旋轉過快;
f.帶有升降功能的進、出料機構一定要等到機構處于下降狀態時再滑移運動;
g.由于全部對接機構均為皮帶對接,滑移小車由伺服電機提供動力帶動齒輪與齒條嚙合,需保證機構重復定位精度±2 mm。
6 結束語
通過借鑒傳統桌式包邊工藝,探討了基于可移動單元技術的柔性桌式包邊方法,并在占地面積、成本、節拍等方面做了對比,再結合現場實際情況,某車型選擇了地面單軌道可移動輸送單元柔性桌式包邊方法,并對該方法進行了驗證。本研究中各種基于可移動單元技術的柔性桌式包邊方法都含有低成本、高節拍、柔性高的優勢,符合當前整車廠生產線的建設要求,以期對其他項目的包邊選擇有幫助。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
