高強(qiáng)汽車鋼角部裂紋的控制實(shí)踐
2021-03-04 06:32:36張賢
天津冶金 2021年1期
關(guān)鍵詞:裂紋
張 賢
(唐山不銹鋼有限責(zé)任公司,河北063105)
0 引言
隨著汽車車體輕量化研究的深入,高強(qiáng)鋼在汽車車體中的應(yīng)用日益趨于廣泛。高強(qiáng)鋼的使用,可把某些汽車部件的重量降低50%以上。為了適應(yīng)汽車材料輕量化、高性能、節(jié)能、安全、環(huán)保的發(fā)展主題,汽車用高強(qiáng)鋼的研發(fā)進(jìn)程不斷加快。汽車用高強(qiáng)鋼通常為低碳、低合金成分體系,為了實(shí)現(xiàn)低成本、高強(qiáng)度,采用“微合金化+TMCP”的技術(shù)路線逐漸成為主流。高強(qiáng)汽車鋼因其具有獨(dú)特的第二相粒子析出和包晶反應(yīng)特性,連鑄坯常產(chǎn)生角部裂紋缺陷。據(jù)統(tǒng)計(jì),角部裂紋缺陷已占到該類鋼種板坯表面質(zhì)量問題的70%以上,是降低金屬收得率、影響熱送熱裝、導(dǎo)致板卷邊部翹皮缺陷的主要原因,與低成本控制、高質(zhì)量生產(chǎn)理念背道而馳。高強(qiáng)汽車鋼連鑄板坯的角部裂紋缺陷,已然升級(jí)為整個(gè)生產(chǎn)工藝流程中最大的限制性環(huán)節(jié),是一直困擾不銹鋼公司汽車鋼生產(chǎn)的難題。因此,降低高強(qiáng)汽車鋼連鑄板坯的角部裂紋成為不銹鋼公司迫切需要解決的問題。
1 角部裂紋產(chǎn)生原因
連鑄坯角部裂紋的形成是一個(gè)非常復(fù)雜的過程,是傳熱、傳質(zhì)和應(yīng)力相互作用的結(jié)果[1]。帶液芯的高溫鑄坯在連鑄機(jī)運(yùn)行過程中,各種力作用在高溫坯殼上使坯殼產(chǎn)生變形,變形超過了鋼的允許強(qiáng)度和應(yīng)變是產(chǎn)生裂紋的外因;而鋼種對(duì)裂紋敏感性是產(chǎn)生裂紋的內(nèi)因;連鑄機(jī)設(shè)備和工藝因素則是產(chǎn)生裂紋的條件。
奧氏體向鐵素體轉(zhuǎn)變時(shí),鐵素體晶核優(yōu)先在原奧氏體晶界上析出,形成先共析鐵素體薄膜,易沿奧氏體晶界形成裂紋。另一方面,析出的碳氮化合物粒子釘扎在原奧氏體晶界,降低了晶界強(qiáng)度,若此時(shí)鑄坯受到較大的機(jī)械應(yīng)力、熱應(yīng)力和組織應(yīng)力,裂紋的形核和擴(kuò)展趨勢(shì)變得非常強(qiáng)烈。因此,需優(yōu)化鋼水成分,減少凝固過程AlN 的析出,改變連鑄二冷制度,保證鑄機(jī)設(shè)備功能精度。
1.1 鋼水成分影響
1.1.1 [C]含量對(duì)角部裂紋的影響
從Fe-C 相圖可知,當(dāng)鋼中的[C] 含量大于0.09%時(shí),鋼液凝固過程中就會(huì)發(fā)生包晶反應(yīng),此時(shí)初生坯殼伴隨有較大的線收縮,導(dǎo)致結(jié)晶器內(nèi)形成的初始坯殼厚度不均,鑄坯出結(jié)晶器后又受到二次冷卻急冷,其熱應(yīng)力使坯殼的薄弱處產(chǎn)生裂紋,并在二冷區(qū)繼續(xù)擴(kuò)展[2]。
1.1.2 [Als]、[N]含量對(duì)角部裂紋的影響
熱卷翹皮發(fā)生率與鋼中[Als]含量關(guān)系的統(tǒng)計(jì)結(jié)果如圖1 所示。從圖1 中可看出,隨著鋼中[Als]含量的增加,熱卷翹皮發(fā)生率也呈現(xiàn)增加的趨勢(shì),當(dāng)[Als]>0.035%時(shí),翹皮發(fā)生率較高。
熱卷翹皮發(fā)生率與鋼中[N]含量關(guān)系的統(tǒng)計(jì)結(jié)果如圖2 所示。從圖2 中可看出,隨著鋼中[N]含量的增加,熱卷翹皮比例也呈現(xiàn)增加趨勢(shì),特別是當(dāng)[N]>45 ppm 時(shí),翹皮發(fā)生率由4.1%急劇增加至12.94%。
1.2 扇形段功能精度影響
傳統(tǒng)的線下扇形段維修中,扇形段碼輥主要依靠對(duì)弧樣板和塞尺進(jìn)行定點(diǎn)確認(rèn)。由于樣板和塞尺本身存在較大偏差,又由于是人工確認(rèn)精度,因此只能選點(diǎn)確認(rèn),無法對(duì)整個(gè)扇形段碼輥進(jìn)行確認(rèn),使得精度無法保證,造成新上線的扇形段對(duì)弧偏差大。對(duì)弧樣板、塞尺外加人工檢測(cè)這就導(dǎo)致了扇形段檢測(cè)誤差大,增加了熱坯通過扇形段時(shí)的外來應(yīng)力,增加裂紋發(fā)生的幾率。
2 角部裂紋改進(jìn)實(shí)踐
2.1 鋼水成分的優(yōu)化
2.1.1 鋼中[C]成分的優(yōu)化
通過研究發(fā)現(xiàn)Si、Mn、Al、Ti、Nb、Cr 等元素的存在會(huì)對(duì)鋼種的包晶反應(yīng)產(chǎn)生影響。采用DOE 試驗(yàn)設(shè)計(jì)方法,以FL450X 和W590X 牌號(hào)鋼為研究對(duì)象,結(jié)合實(shí)際生產(chǎn)驗(yàn)證,發(fā)現(xiàn)當(dāng)FL450X、W590X 的[C]含量分別處于0.095%、0.081%附近時(shí),包晶反應(yīng)最為劇烈,鑄坯表面產(chǎn)生裂紋的趨勢(shì)最顯著。FL450X、W590X 鋼種包晶碳含量的計(jì)算結(jié)果如表1 所示。
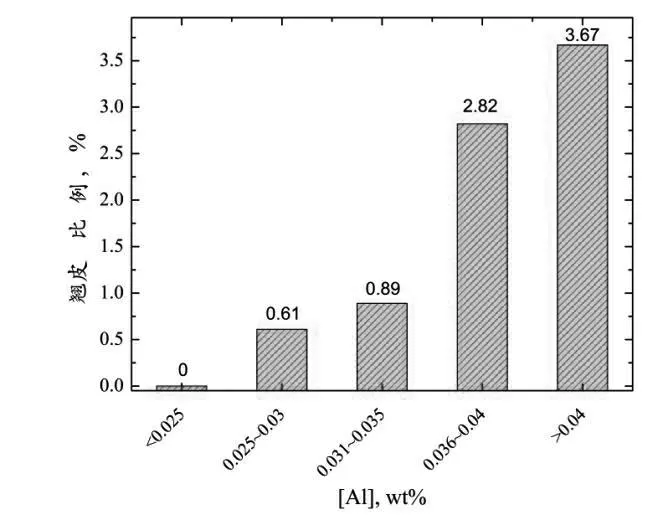
圖1 翹皮發(fā)生率與[Als]含量關(guān)系
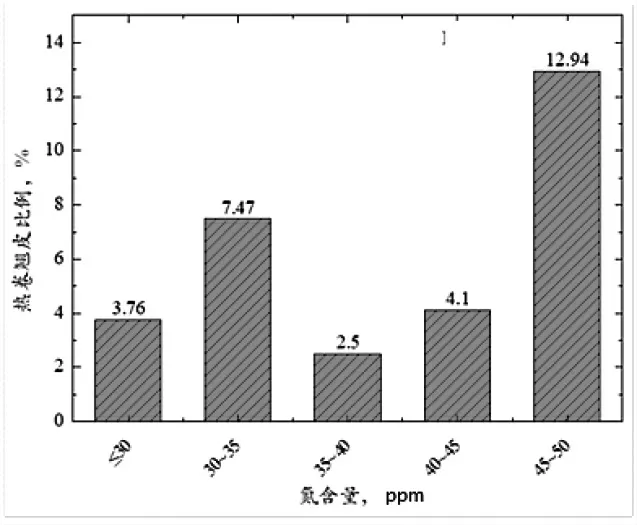
圖2 翹皮發(fā)生率與[N]含量關(guān)系
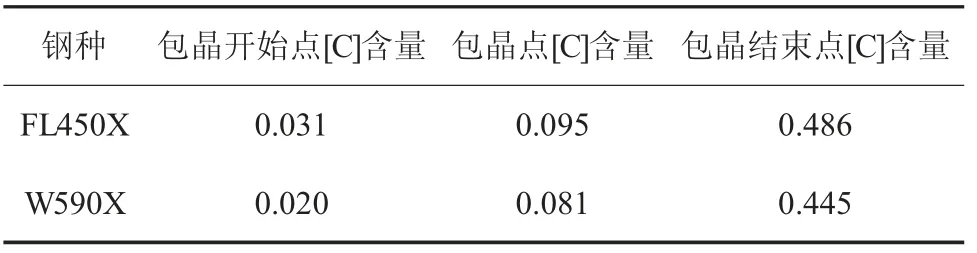
表1 FL450X、W590X 包晶[C]含量的計(jì)算結(jié)果 /%
因此,在滿足鋼種內(nèi)控成分要求的情況下,對(duì)鋼種的[C]含量進(jìn)行了微調(diào),使其盡量遠(yuǎn)離包晶反應(yīng)強(qiáng)烈區(qū)域。不銹鋼公司典型鋼種的碳含量微調(diào)情況如表2 所示。
2.1.2 鋼中[Als]、[N]含量?jī)?yōu)化
在滿足不銹鋼公司內(nèi)部控制要求和產(chǎn)品性能要求的前提下,煉鋼工序嚴(yán)格控制鋼中的[Als]在0.035%以下,[N]在0.0045%以下,降低鑄坯角部裂紋的產(chǎn)生。
調(diào)整后,高強(qiáng)汽車鋼的[Als]、[N]含量的分月控制情況如圖3、圖4 所示,從圖中可以看出,鋼水成分優(yōu)化以后[Als]、[N]含量都有顯著降低,其中[Als]的控制平均值為0.034%,[N] 的控制平均值為0.0035%。
2.2 扇形段功能精度的保障機(jī)制

表2 典型鋼種碳含量的微調(diào)情況 /%
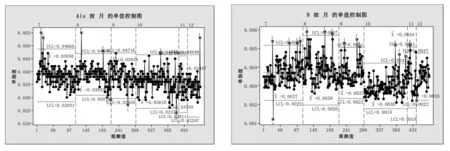
圖3 [Als]含量的控制圖
圖4 [N]含量的控制圖
2.2.1 線下維修使用OPAL 系統(tǒng)代替人工精度控制
行扇形段線下維修過程中,使用OPAL 系統(tǒng)代替人工進(jìn)行扇形段精度確認(rèn),避免人工測(cè)量偏差(如圖5 所示)。OPAL 系統(tǒng)可以對(duì)所有輥?zhàn)由系娜我恻c(diǎn)進(jìn)行精度測(cè)試,完成精度調(diào)整后,系統(tǒng)輸出精度評(píng)價(jià),同時(shí)能夠?qū)?yīng)線上的使用情況,迅速查找問題原因。
2.2.2 提高扇形段測(cè)量管控精度
使用自動(dòng)輥縫儀,代替對(duì)弧樣板和塞尺,將對(duì)扇形段進(jìn)出口的精度管控升級(jí)為對(duì)每一對(duì)輥?zhàn)泳鹊墓芸亍W詣?dòng)輥縫儀投入后,每一對(duì)輥?zhàn)拥拈_口度精度可控制到±0.5 mm,每根外弧輥之間的接弧精度可控制到±0.5 mm。
自動(dòng)輥縫儀測(cè)量出現(xiàn)的偏差點(diǎn),可使用手動(dòng)輥縫儀進(jìn)行比對(duì)測(cè)量。比對(duì)測(cè)量方式為在距輥?zhàn)舆叢扛?00 mm、400 mm 處共計(jì)四點(diǎn)進(jìn)行手動(dòng)復(fù)測(cè)(精度±0.15 mm),四個(gè)點(diǎn)手動(dòng)測(cè)量全部合格時(shí),開口度合格,四個(gè)點(diǎn)有不合格時(shí),進(jìn)行調(diào)整后復(fù)測(cè),仍不合格時(shí),進(jìn)行扇形段更換。

圖5 原扇形段碼輥精度確認(rèn)方式(左)與OPAL系統(tǒng)扇形段碼輥精度確認(rèn)(右)
2.2.3 明確扇形段監(jiān)控周期,保證精度有效性
每月檢修時(shí),檢修開始前使用自動(dòng)輥縫儀進(jìn)行扇形段精度檢測(cè),根據(jù)輥縫儀測(cè)量結(jié)果進(jìn)行精度維護(hù)。檢修結(jié)束前使用自動(dòng)輥縫儀進(jìn)行扇形段精度驗(yàn)收,保證每一根輥的精度達(dá)到要求。重點(diǎn)高強(qiáng)鋼生產(chǎn)前5 天內(nèi)組織輥縫儀進(jìn)行測(cè)量,保證扇形段精度的有效性。
2.2.4 建立設(shè)備精度趨勢(shì)分析的預(yù)防性維護(hù)方法
根據(jù)鑄機(jī)對(duì)弧和輥縫精度變化趨勢(shì)的跟蹤情況,建立扇形段預(yù)防性維護(hù)方法,強(qiáng)化扇形段精度監(jiān)控和管理,為鑄坯質(zhì)量的進(jìn)一步提升提供設(shè)備精度支撐。
3 結(jié)語
通過對(duì)高強(qiáng)汽車鋼板坯的角部裂紋的統(tǒng)計(jì)和分析,發(fā)現(xiàn)鋼水成分和連鑄機(jī)扇形段功能精度是影響高強(qiáng)汽車鋼板坯角部裂紋的主要因素,為此,不銹鋼公司定了一系列改進(jìn)措施。通過優(yōu)化鋼水中[C]、[Als]、[N]成分,使用OPAL 系統(tǒng)代替人工進(jìn)行扇形段線下精度調(diào)整,建立汽車高強(qiáng)鋼的連鑄機(jī)功能精度管理制度等措施,使高強(qiáng)汽車鋼板坯角部裂紋缺陷由1.33%降低到了0.55%,鑄坯熱送比例增加了0.52%,減輕了勞動(dòng)負(fù)荷,鑄坯質(zhì)量改善效果顯著。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38