淺談組合網型在凹版印刷中的運用
2021-03-05 08:47:46王磊許琪榮吳炯
綠色包裝 2021年12期
王磊 許琪榮 吳炯
摘要:組合網型運用最多的產品是新品A系列產品和新品B系列產品,涉及到白、透明黃、紅、黑等印版;而組合網型運用最多的單色印版為“產品A”系列的黑板。在一塊印版上既有激光腐蝕工藝又有電子雕刻工藝再加上防偽五角星的直雕工藝,共有三種雕刻工藝存在一塊印版上;同時還采用了不同的線數,如材料編碼采用了60線,文字和線條采用了70線,華表采用了80線等多種線數的結合;在網點形狀上,采用了四邊形、菱形和斜線形等多種網點形狀。
關鍵詞:凹印印版;組合網型應用
中圖分類號:TS8 文獻標識碼:A 文章編號:1400 (2021) 12-0035-05
Application of Combined Screen in Gravure Printing
WANG Lei, XU Qi-rong, WU Jiong(Shanghai Tobacco Packaging and Printing Co., LTD., Shanghai 200137, China)
Abstract: The products with the most use of combined screen type are new A series products and new B series products, involving white, transparent yellow, red, black and other printing plates; The monochrome printing plate with the most combined screen type is the blackboard of “product A” series. There are both laser etching process and electronic engraving process on a printing plate, plus the direct engraving process of anti-counterfeiting pentagram, there are three engraving processes on a printing plate; At the same time, different line numbers are used, such as 60 lines for material coding, 70 lines for text and lines, 80 lines for Huabiao, etc; In the dot shape, a variety of dot shapes such as quadrilateral, diamond and slash are adopted.
key words: gravure plate; combined network application
隨著企業產能布局的變化,近幾年凹印車間所承擔的產品逐漸趨向多元化,各類新品層出不窮,而各類新品的工藝疊加效果較為復雜,排版結構也五花八門。同時結合環保項目淺版印刷課題的推進,對印版的制作更趨于精細化、差異化、定制化。為此車間投入了大量的人力和物力對凹印制版工藝進行了深入探究,而且取得了顯著的成效。因此本文將以不同組合型的網型實際運用的實踐結果為探討主要方向,闡述其對當前生產的重要性。
凹印印版是凹印印刷生產的核心材料之一,凹印印版的雕刻參數變化將會對生產產生至關重要的影響。在此先簡單對制版雕刻的網穴進行說明。
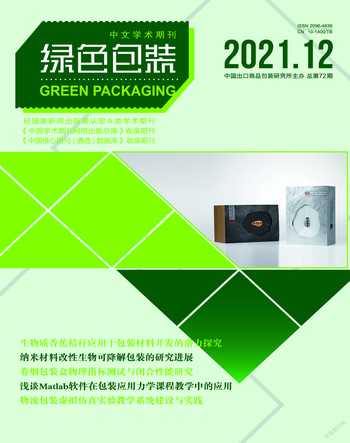
1 網線
網線即沿著網點排列方向,在一定的單位長度內網點排列的數量,如圖1。如70線/厘米即為每厘米的長度內有70個網穴,在凹印領域,一般常用的雕刻線數為每厘米50-120線之間。50-60線多用于大實地色塊、過渡網等圖案;70線常用于層次圖案;90線以上常用于雕刻精細圖案或文字。同時網線數越大,網穴開口面積就越小,網穴深度也會變淺。
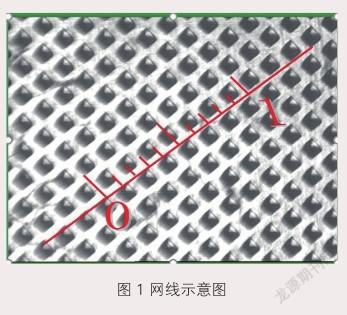
2 網角
網角即網點排列方向連線與水平線之間的夾角,如圖2。電雕常用的雕刻網角在30到60度之間選擇,最常用的電雕角度為:30°/38°/45°/60°;同時相同網線情況下不同網角也會影響網穴的深度,30度角最深,38度角次之,60度角最淺,如圖3。
3 網墻
網墻即相鄰網穴之間的部分,與網穴一起組成一個完整的網點,如圖4。其功能為:1)支撐刮刀;2)防止油墨在網穴間無規律流動。
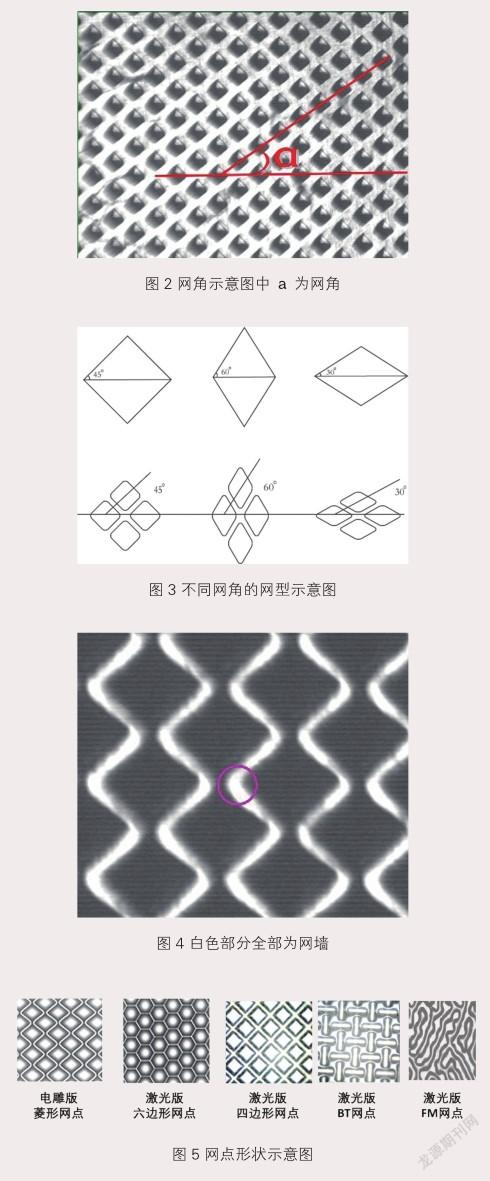
4 網點形狀
網點形狀即網穴所呈現的形狀,隨著激光腐蝕的制版工藝趨向成熟,網點形狀的選擇也開始更廣泛,因為激光腐蝕的特點是除了機器可以自動生成網點形狀,還可以人為生成網點而且進行修改。如四邊形、六邊形、編制BT形、編制FM形等,而原有的電雕工藝普遍使用的是菱形,如圖5所示。
從上述說明中可以看到,凹印制版的雕刻參數選擇較為廣泛,在不同的產品上須采用不同的參數進行匹配,因此在原有制版雕刻參數選擇中,基本是一塊印版上采用一種雕刻參數進行制作。但是隨著淺版課題推進和新品產品的持續增加,筆者發現原有的思維模式已經無法滿足生產需求,不僅在不同的產品中需要不同的參數,甚至在同一塊印版上也需要使用不同的網型進行組合以后才能確保生產穩定進行。通過匯總梳理,總結了以下幾種組合網型模式,分別是“不同線數的組合”、“不同網點形狀的組合”、“不同網穴深度的組合”、“不同雕刻工藝的組合”、“不同網角的組合”等五種類別。
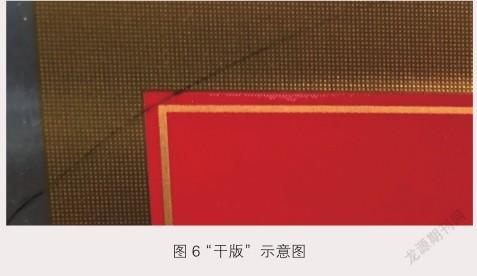
4.1 不同線數的組合
不同線數的組合即為在同一塊印版上采用不同線數的網型,而采用這樣組合的成因主要是由于版面上特定圖案在使用過程中易產生“干版”問題。“干版”即在生產過程中印跡圖案沒有如實還原,存在殘缺問題,見圖6中“新品A”系列紅色邊框處有發白情況。而造成該問題的主要原因為網穴內的油墨轉移量不足,常規的解決方法為調整線數,使網穴開口變大,增加油墨的轉移量。但是當時在該產品調整過程中發現,將整個版面的線數調整后,雖然框線的“干版”問題解決了,但隨之帶來是其他印跡圖文頻繁產生拖墨和圖案邊緣鋸齒明顯等問題。因此為了滿足不同區域的印跡效果,最終采用的是框線和文字區域使用50線雕刻參數、中間大面積圖案使用60線雕刻參數進行組合。通過不同線數的組合運用,后續“新品A”系列產品的生產過程也逐步穩態化。該組合網型運用案例:“新品A”紅版、“新品B”紅版等。
4.2 不同網點形狀的組合
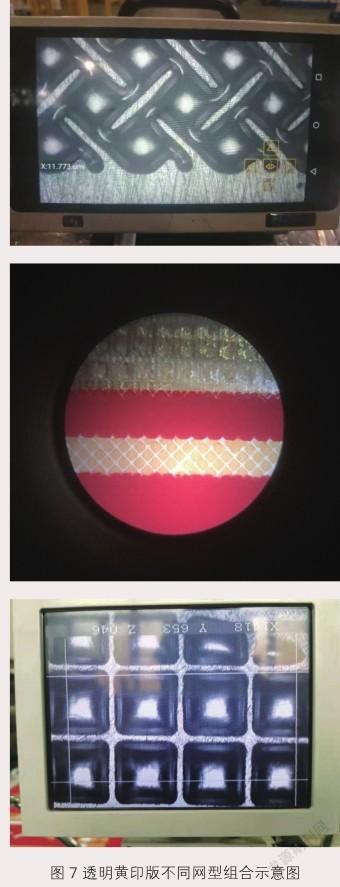
不同網點形狀的組合即為在同一塊印版上采用不同網點形狀的網型。同樣采用這樣的組合網型也是取決于產品結構的不同,如“新品B”系列產品的透明黃版。由于排版結構的差異,每個印樣之間的間距較大,造成圖文的入刀口處極易出現印跡殘缺的現象。當時采用的改進為將所有的網點形狀由六邊形改為四邊形,改進后入刀口的印跡殘缺問題解決了,但中間大面積圖案的印刷效果反而變差了。因此最后采用了框線四邊形、中間大面積實地六邊形網型的結構進行網型組合。通過該網型的組合方式,兼顧了框線入刀口干版和大面積圖案的印刷效果。該組合網型運用案例:“新品A”透明黃版、“新品B”透明黃版等。
4.3 不同網穴深度的組合
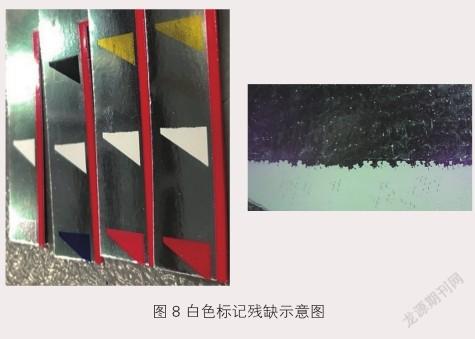
不同網穴深度的組合運用目前最多的是用在色標區域,因為不同網穴深度需要通過制版過程的包膠來實現。而要完整的包膠就必須在整個周向無其他印刷要素存在,否則會造成網墻破損等問題。之所以在色標區域采用與印跡圖案不同的網穴深度,是由于當時在進行淺版項目的推進過程中發現部分印版,特別是“產品A”白版的色標磨損特別快,對整個產品的套印都產生了極大影響。連續幾塊印版均存在該問題,通過現場分析發現在色標的周向僅只有色標圖案,因此圖案網穴在經過刮墨刀時受到的瞬壓較大,使用到一定時間網穴就變淺了,油墨的轉移就變差了。后續將白色標記的網穴深度調整至55U后,該問題得到有效解決,同時圖案和文字區域的深度仍保持25U,確保印跡良好。該組合網型運用案例:“產品A”白版色標、“產品B”白版色標等。
4.4 不同雕刻工藝的組合
在淺版項目推進過程中遇到了一個難題,就是“新品A”黑版改成淺版后,印跡還原無法匹配樣張效果,特別是中華華表區域線條特別粗,與樣張相去甚遠。經過多次調整仍然無法達到預期效果,隨后將華表區域的制版工藝由激光腐蝕改回電雕工藝后,該問題得到有效解決。但隨之而來的新問題是華表底座區域存在“干版”情況,最后通過將華表底座的雕刻工藝改為斜線激光腐蝕工藝后,黑版的印跡效果完全匹配樣張效果,且可以維持較高粘度進行生產。該組合網型運用案例:“產品B”系列產品黑版、“新品A”系列產品黑版等。
4.5 不同網角的組合
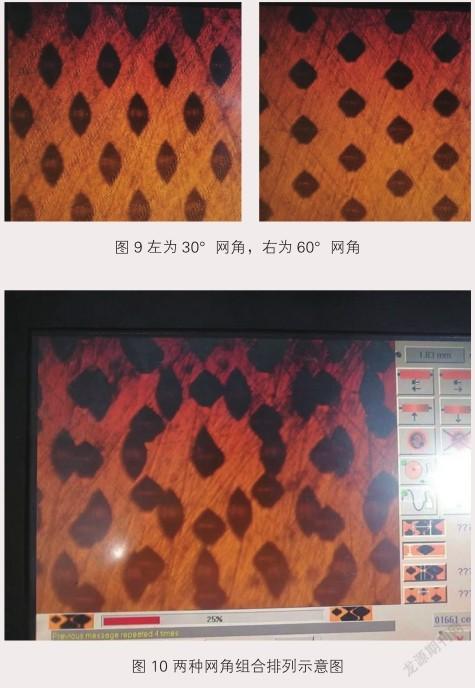
不同網角的組合主要運用在層次圖案區域,如“新品D”網藍、“產品C”藍版天空區域、“產品D”紅版燈籠區域等。這些層次圖案的共性問題是經常出現連續線狀缺陷,且一旦出現此問題很難使用常規手段進行處理,極端情況下還會造成生產中斷。雖然表象為印版制作質量不穩定,但深入探究后可以判斷該問題主要是制版參數的容差值不足造成的。
針對此情況在放大鏡的視角中可以看到,部分網點的出刀口有拖墨情況,而該情況與網穴深度有必然關系,如果要調整網穴深度,勢必會對印刷效果帶來一定影響。因此只能另辟蹊徑,采用30°網角和60°網角的組合網型進行改進,因為30°網角和60°網角的排布是呈交錯式排布,就算有部分網點存在拖墨情況,在常規視覺觀察時并不會發現異常,同時印跡效果也和原有印跡相匹配,從而杜絕了質量隱患和過程異常停機的發生。該組合網型運用案例:“新品D”網藍、“產品D”紅版、“產品C”藍版等。
5 結論
通過前文所述的五種組合網型的運用,不僅確保了淺版項目的有效推進,使2020年凹印車間的溶劑使用總量較2019年下降了40.56%,2020年全年減少溶劑耗用35.22萬公斤,降低耗用成本349.45萬元。此外組合網型的運用還促進了車間攻堅戰項目的工作成效,目前各類降速產品的效率較2020年全年均值提升了20%以上,切實為企業產能釋放提供了助力。
就目前而言,組合網型運用最多的產品是“新品A”系列產品和“新品B”系列產品,涉及到白、透明黃、紅、黑等印版;而組合網型運用最多的單色印版為“產品A”系列的黑板。在一塊印版上既有激光腐蝕工藝又有電子雕刻工藝再加上防偽五角星的直雕工藝,共有三種雕刻工藝存在一塊印版上;同時還采用了不同的線數,如材料編碼采用了60線,文字和線條采用了70線,華表采用了80線等多種線數的結合;在網點形狀上,采用了四邊形、菱形和斜線形等多種網點形狀。
通過此次梳理,對各類網點運用有了更深入了解,且摸索出了一些通用原則。首先是方形網點、六邊形網點、BT網點區別:1)在同樣網線深度的情況下,BT網點的上墨量最大,方形網點次之,六邊形上墨量最小。2)同樣網線深度的情況下,油墨粘度相同,六邊形網點對大面積色塊來說流平要好一些。通常情況,六邊形網點適合做大色塊,方形網點適合做條碼、文字、線條。3)BT網點可以說是方形網點的升級,增加了通溝,含墨量增大,但是鋸齒邊較明顯,一般做一些要求較深的防偽圖案,也可以運用到粘度較高的大面積版輥印刷。
其次同一色的版面應根據圖案的實際情況,采用不同的網型和深度的組合,有助于印刷效果的提升。反之會造成實際生產過程中各類印刷缺陷弊病的產生,從而影響產品質量。
相信隨著印刷技術的不斷前行,組合網型的運用將越來越普遍,涉及的產品也將越來越多。我們將繼續深入對組合網型的探究,確保生產出來的產品“張張一流”。
參考文獻:
[1] 鐘澤輝,楊輝著.凹印制版技術.印刷工業出版社, 2006年.