滾齒螺旋線傾斜偏差的修形
2021-03-05 06:31:14張作勇安徽星瑞齒輪傳動有限公司
安徽科技 2021年2期
文/宋 強 張作勇(安徽星瑞齒輪傳動有限公司)
滾齒作為最常用的粗加工制齒方法,螺旋線一般不做修形,其fHβ值為0。但當成品有特殊修形要求或熱處理變形量較大時,若滾齒不做修形,其螺旋線傾斜偏差與后續齒面精加工(如剃齒、磨齒等)螺旋線傾斜偏差較大,會造成在齒寬不同位置上齒面精加工余量不均,甚至余量不足(如圖1 所示,若剃齒需求的fHβ值為+0.02mm,當滾齒的fHβ值為0 時,剃齒齒面加工余量差異值最大為0.02mm),影響最終齒輪精度。此時就需要在滾齒時進行螺旋線傾斜偏差的修形,避免上述情況發生。
一、 修形模式
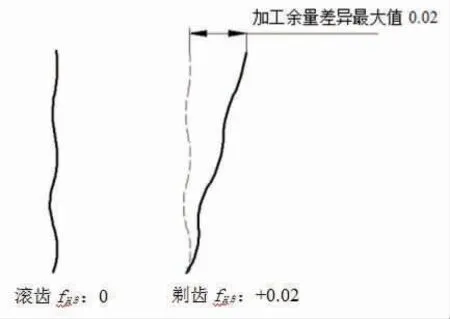
圖1 齒面精加工余量不均示意圖
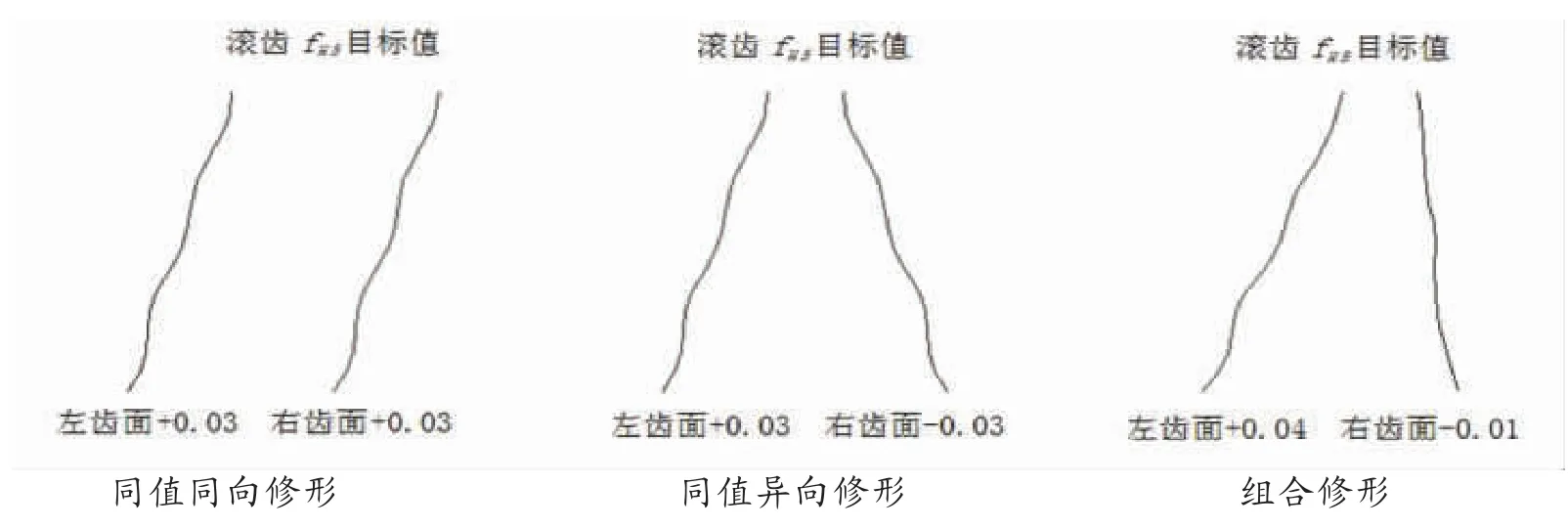
圖2 修形模式適用情況示意圖
根據具體情況,可將滾齒螺旋線傾斜偏差的修形分fHβ絕對值相同,符號相反;組合修形即對fHβ值和符號無要求。
二、 各修形模式的適用情況及其實現方法
1.同值同向修形(實例分析1)
同值同向修形通常適用于無特殊螺旋線修形要求、熱處理變形較一致等情況。
產品要求:采用滾齒+剃齒的工藝制齒,螺旋角20°左旋,齒寬25mm,螺旋線評價范圍為0.8 倍齒寬(如圖3 所示),螺旋線傾斜偏差要求0.005mm。
分析:統計得出左右齒面的螺旋線傾斜偏差熱處理為同值同向、同值異向和組合修形三種修形模式,如圖2所示。同值同向修形即fHβ值完全相同;同值異向修形即變化量為-0.025mm,此時剃齒螺旋線傾斜偏差應要求0.03mm,經過熱處理-0.025mm 后螺旋線傾斜偏差即可變為0.005mm。為保證剃齒的高效、平穩,滾齒螺旋線傾斜偏差應和剃齒相同,取值+0.03mm。
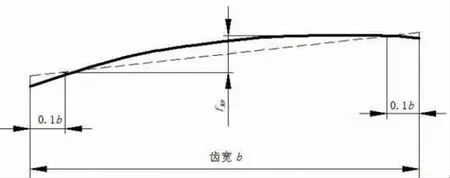
圖3 齒向修形定義
實現方法:更改滾齒編程中的螺旋角數值,在20°的基礎上角度變動系數arctan(0.03/0.8b)=0.086°,即更改后的螺旋角數值為20°+0.086°=20.086°,此時即可實現滾齒螺旋線傾斜偏差+0.03mm 的修形目標。
2.同值異向修形(實例分析2)
同值異向修形通常適用于無特殊螺旋線修形要求、左右齒面熱處理變形量相反的情況。
產品要求:采用滾齒+磨齒的工藝制齒,螺旋角20°左旋,齒寬25mm,螺旋線評價范圍為0.8 倍齒寬(如圖3 所示),螺旋線傾斜偏差要求0。
分析:經過統計左齒面的螺旋線傾斜偏差熱處理變化量為-0.02mm,右齒面的螺旋線傾斜偏差熱處理變化量為+0.02mm。為使磨齒前螺旋線傾斜偏差為0,滾齒的螺旋線傾斜偏差值應和熱處理變化量相反,即左齒面螺旋線傾斜偏差fHβ左=+0.02mm,右齒面螺旋線傾斜偏差fHβ右=-0.02mm。
實現方法:在0.8b 的范圍內要實現|fHβ左-fHβ右|=0.04mm的齒厚變化,需要滾刀走斜線,如圖4 所示,其中Z2=Z1+H1+b+H2,X2=X1+(|fHβ左-fHβ右|)*(H1+b+H2)/0.8b,式中Z1、Z2、X1、X2分別為Z 軸、X 軸坐標值。假設H1=20mm,H2=5mm,則Z2=Z1+50,X2=X1+0.1。即Z 軸坐標增加50mm的時候,X 軸坐標增加0.1mm,即可實現滾齒螺旋線傾斜偏差fHβ左=+0.02mm 和fHβ右=-0.02mm 的修形目標。
3.組合修形(實例分析3)
組合修形可適用于各種螺旋線修形要求。
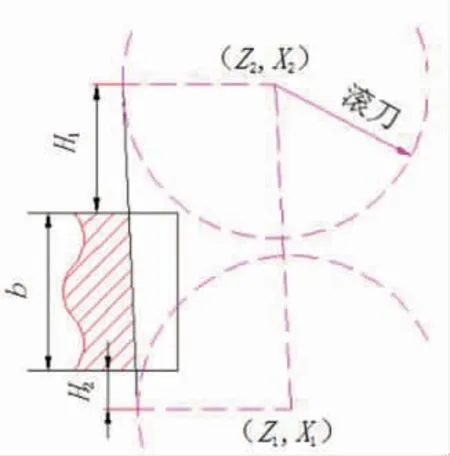
圖4 滾刀行走軌跡
產品要求:采用滾齒+磨齒的工藝制齒,螺旋角20°左旋,齒寬25mm,螺旋線評價范圍為0.8 倍齒寬(如圖3 所示),傾斜偏差要求:左齒面螺旋線傾斜偏差fHβ左=0.04mm,右齒面螺旋線傾斜偏差fHβ右=-0.01mm。
分析:螺旋線傾斜偏差熱處理變化量較小可忽略不計。為使磨齒齒面余量更加均勻,滾齒螺旋線傾斜偏差與成品一致,滾齒需要的左齒面螺旋線傾斜偏差:fHβ左=+0.04mm,右齒面螺旋線傾斜偏差:fHβ右=-0.01mm。
實現步驟:左右齒面螺旋線傾斜偏差差異值Δ=|fHβ左-fHβ右|=0.05mm;同值異向修形螺旋線傾斜偏差值Δ/2=0.025mm,fHβ左=0.025mm,fHβ右=-0.025mm;同值同向修形的螺旋線傾斜偏差值fHβ左=fHβ右=0.015。
此時,將同值異向修形和同值同向修形進行組合(如圖5 所 示),fHβ左=0.025+0.015=0.04mm,fHβ右=-0.025+0.015=-0.01mm,即可實現滾齒fHβ左=+0.04mm,fHβ右=-0.01mm 的修形目標。
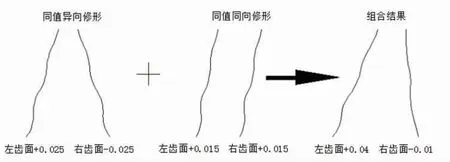
圖5 組合修形示意圖
按實例分析1、2 中的計算方法計算出滾齒程序中的螺旋角以及X、Z 軸坐標差異值帶入應用即可。
三、 結語
滾齒螺旋線傾斜偏差的修形可使后續齒面精加工的余量更加均勻,一方面可以適當減少齒面精加工余量以提升加工效率,另一方面也避免了因余量不均造成的刀具磨損不均,減少刀具刃磨或砂輪修磨次數,有利于延長刀具使用壽命,降低生產成本。
