基于Minitab質量控制技術在硅橡膠質量控制中的應用
2021-03-05 10:04:14楊丞杰
廣州化工 2021年4期
楊丞杰,張 羽
(湖北環(huán)宇化工有限公司,湖北 仙桃 433000)
硅橡膠廣泛應用于建筑、交通、裝飾等多個領域,穩(wěn)定和提升硅橡膠產品質量是企業(yè)生產的核心。企業(yè)必須加強對數(shù)據進行采集、分析處理、查找不足和產生問題的原因,持續(xù)改進,不斷提高產品質量,降低生產成本。Minitab軟件是一款集數(shù)據、圖形處理,過程分析與改進一體的質量分析工具,利用Minitab軟件對硅橡膠生產工藝條件和質量指標進行分析,對穩(wěn)定生產條件,控制質量指標有著重要的意義。
1 硅橡膠生產工藝簡介
室溫硫化液體硅橡膠的主要成分為端羥基聚二甲基硅氧烷為主體、配以填料(如碳酸鈣、二氧化硅)、二甲基硅油、交聯(lián)劑、催化劑等。無需加溫加壓,在常溫下將液體硅橡膠轉變成三維網狀硅橡膠彈性體[1]。表干時間、拉伸強度、硬度、扯斷伸長率等是衡量室溫硫化液體硅橡膠產品質量的重要指標。在工業(yè)生產中,將基膠和填料在高速攪拌器中混合,混合好的基膠送入靜態(tài)混合器,同時由捏合機連續(xù)向靜態(tài)混合器輸送交聯(lián)劑和催化劑,經過靜態(tài)混合器混合的膠料進入螺桿混煉擠出機脫氣后包裝[2]。
2 Minitab軟件的功能介紹
Minitab軟件所具備的功能包含基本數(shù)據計算和分析、圖表(散點圖、點圖、矩陣圖、直方圖、莖葉圖、箱線圖、概率圖、概率分布圖、邊際圖、矩陣圖、單值圖、餅圖等)、假設檢驗、回歸分析、方差分析、SPC、MSA、可靠性分析等[4]。Minitab軟件是為質量改善、教育和研究應用領域提供統(tǒng)計軟件和服務的先導[5]。是全球領先的質量管理和六西格瑪實施軟件工具,更是持續(xù)質量改進的良好工具軟件。本文結合質量管理PDCA流程,使用Minitab軟件分析室溫硫化液體硅橡膠的相關質量問題。
3 Minitab軟件在室溫硫化液體硅橡膠應用實例
3.1 排列圖的應用
在室溫硫化液體硅橡膠的生產過程中,常出現(xiàn)的質量問題有:顆粒、發(fā)霉、粘結性差、拉伸強度不夠、發(fā)臭等問題。對生產過程中出現(xiàn)的產品質量問題數(shù)量進行統(tǒng)計,通過排列圖進行分析,找出主要質量問題。
通過圖1可以看出,生產中室溫硫化液體硅橡膠的主要質量問題是拉伸強度不夠,其頻數(shù)超過總的質量問題的80%,在實際生產工作中要進行重點解決。
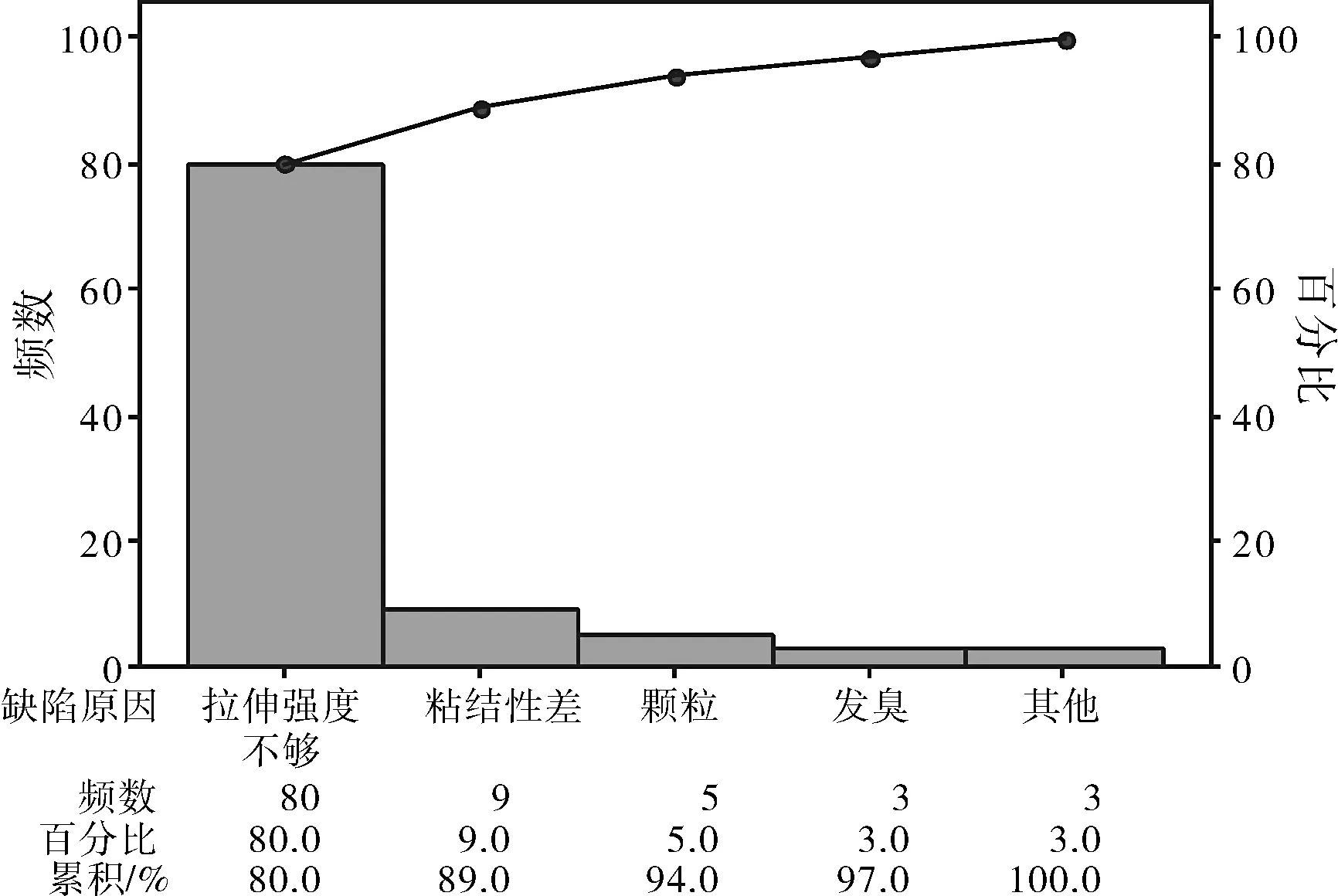
圖1 缺陷原因分析Fig.1 Defect analysis
3.2 因果圖的應用
針對室溫硫化液體硅橡膠的主要質量問題,通過人、機、料、法、環(huán)、測等六個方面分析造成質量問題的主要原因。
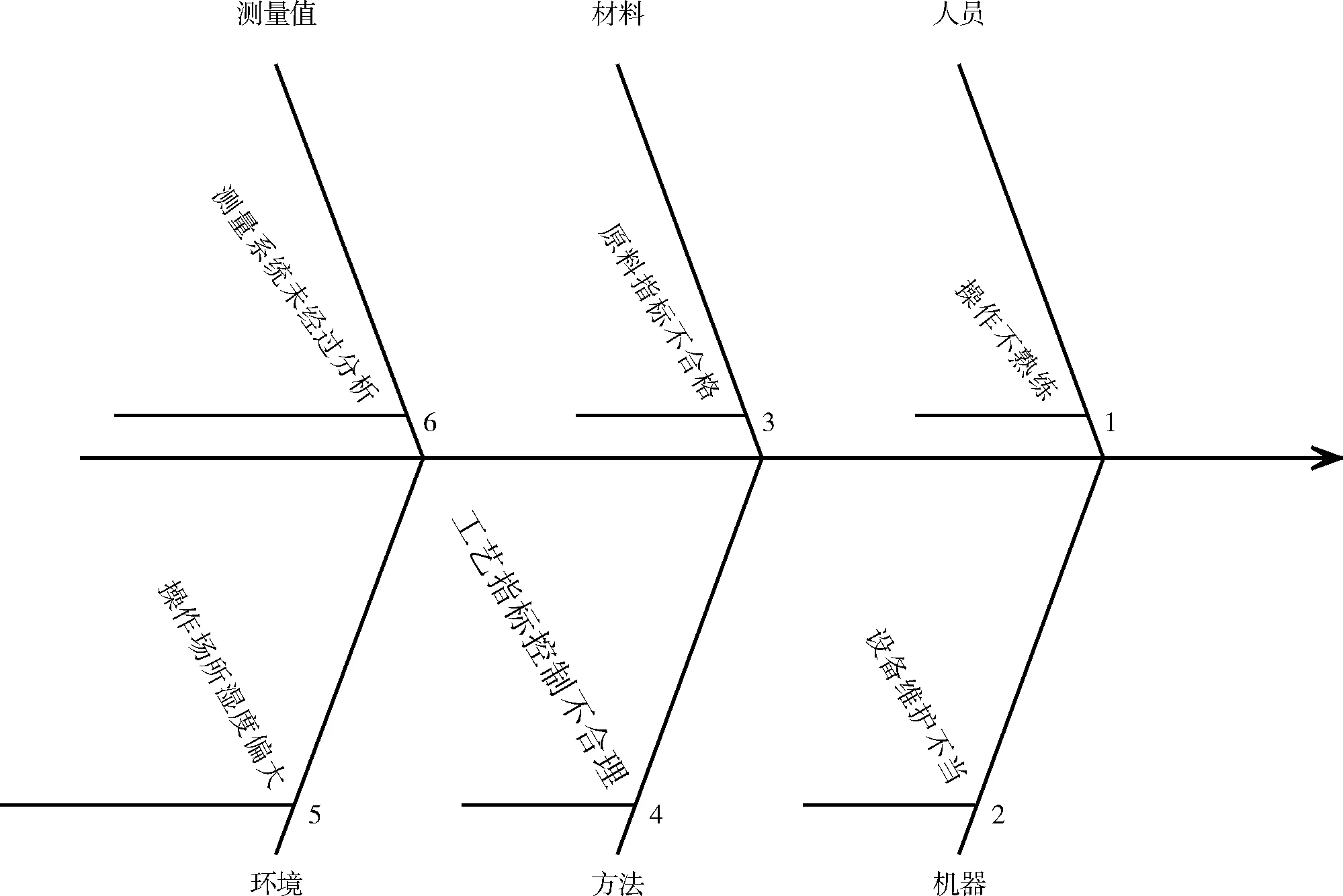
圖2 因果圖分析Fig.2 Causality diagram analysis
3.3 相關性分析
通過對因果分析圖的末端因素與拉伸強度進行相關性分析,找出造成拉升強度不好的強相關因素,并對此因素進行改進。本文以交聯(lián)劑用量對拉伸強度的影響為例進行分析[3]。
首先通過圖3可以看出交聯(lián)劑用量和拉伸強度呈現(xiàn)明顯的正相關。再通過基本統(tǒng)計量可計算出交聯(lián)劑用量和拉伸強度的相關系數(shù)。

圖3 拉伸強度與交聯(lián)劑用量散點圖Fig.3 Scatter plot of tensile strength and crosslinking agent dosage
通過回歸分析進一步可以分析兩者的回歸方程,為生產提供詳細量化的參考依據。如圖4所示,兩者具有明顯的相關性和統(tǒng)計意義。
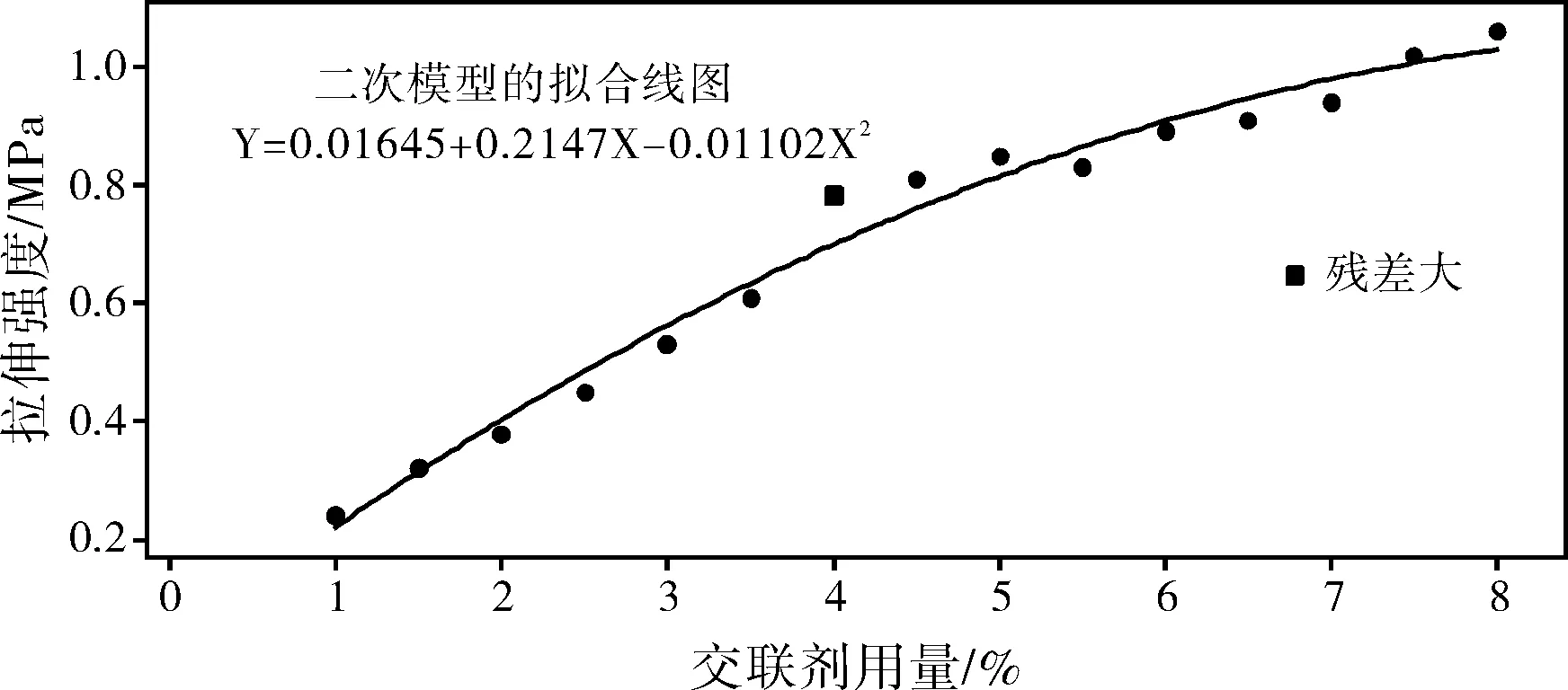
圖4 拉伸強度與交聯(lián)劑用量的回歸分析Fig.4 Regression analysis of tensile strength and cross linker dosage
3.4 控制圖的應用
根據過程輸出的數(shù)據特性,主要有計量控制圖和計數(shù)控制圖兩種。均值-極差(X-R)是最常用的最基本的控制圖。通過對影響單組分室溫液體硅橡膠進行的拉伸強度進行抽樣,應用分析用控制圖對其控制情況進行分析。
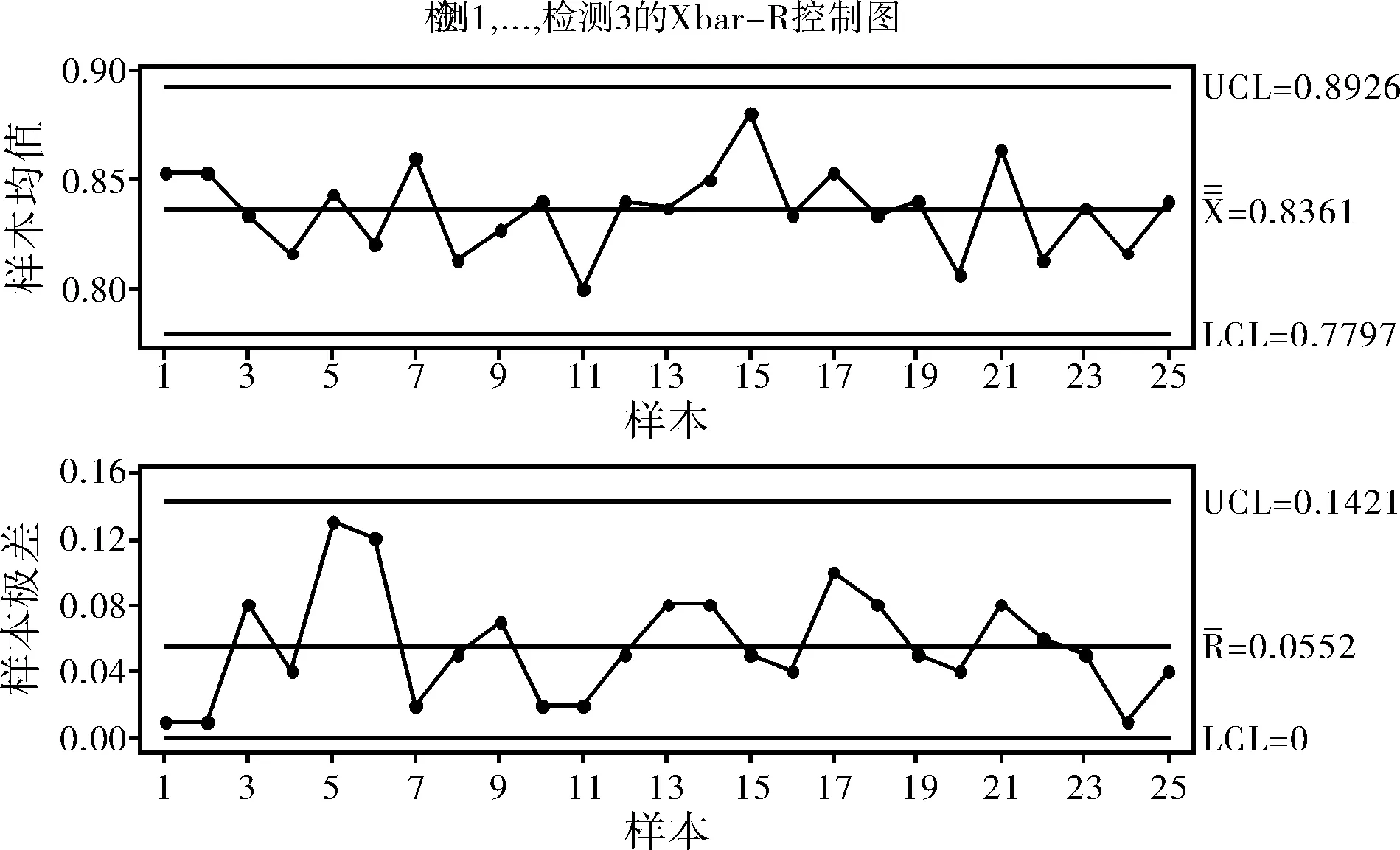
圖5 硅橡膠拉伸強度控制圖Fig.5 Control chart for tensile strength of silicone rubber
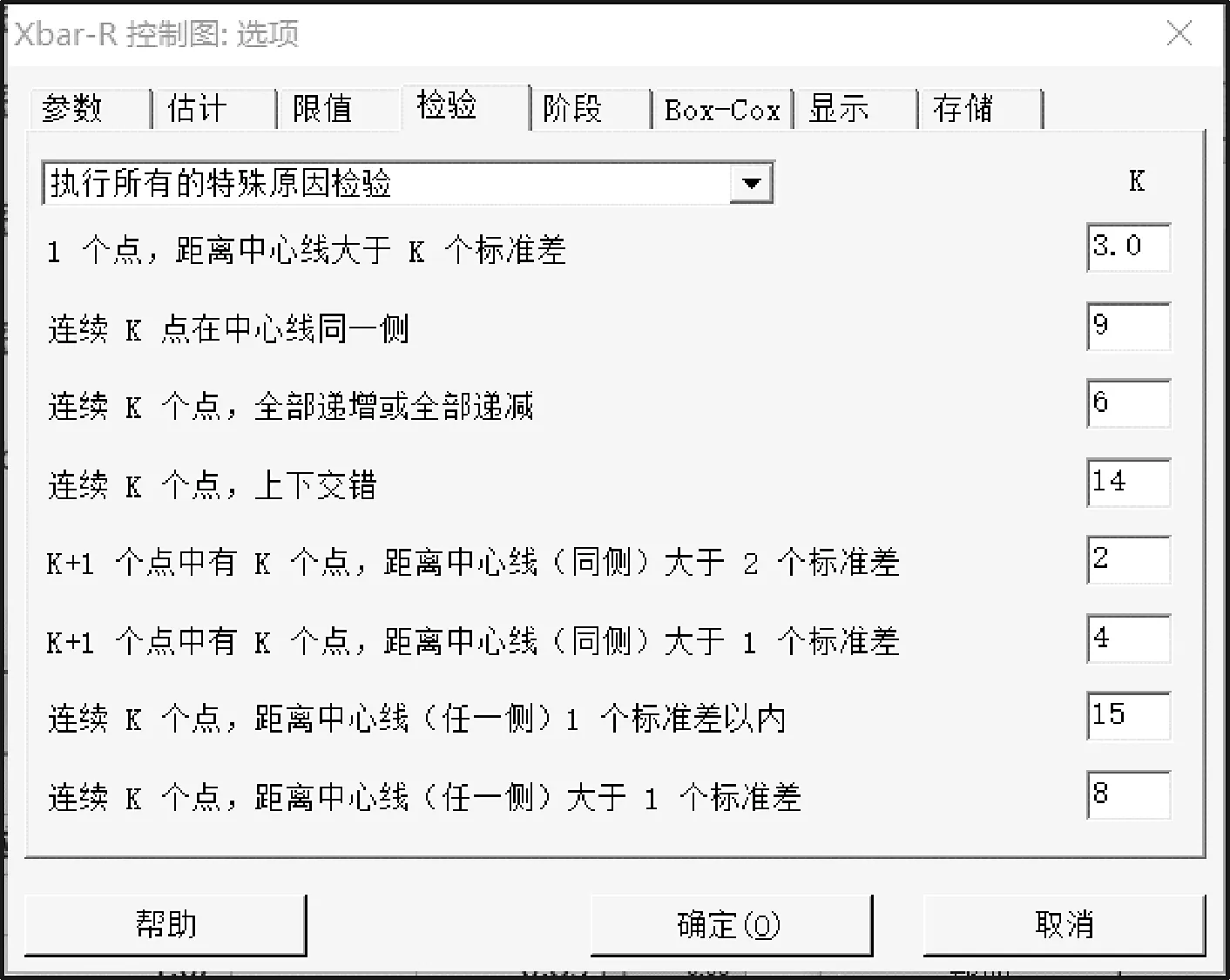
圖6 控制圖檢驗準則Fig.6 Test criteria for control charts
控制圖判斷穩(wěn)定的準則如圖7所示有:(1)1個點距離中心線大于3個標準差;(2)連續(xù)9個點在中心線同一側;(3)連續(xù)6個點全部遞增或者遞減;(4)連續(xù)14個點上下交錯;(5)3個點鐘有2個點距離中心線同側大于2個標準差;(6)5個點中有4個點,距離中心線同側大于1個標準差;(7)連續(xù)15個點距離中心線任一側1個標準差以內;(8)連續(xù)8個點距離中心線任一側大于一個標準差。
根據控制圖的穩(wěn)定受控判斷準則,改進后的硅橡膠拉伸強度控制過程穩(wěn)定,處于穩(wěn)定受控狀態(tài),對生產條件和工藝參數(shù)進行標準化,用控制用控制圖對生產的穩(wěn)定性進行檢驗和判斷。
3.5 假設檢驗
為判斷改進措施實施后的可行性和有效性,需要對改進前后的指標情況進行對比分析,對盡量型技術指標,通常采用假設檢驗的方法進行分析。經過圖7對改進前后的均值進行雙樣本t檢驗,其均值之間不存在顯著差異;經過圖8對改進前后的標準差進行雙樣本分析,其標準差之間不存在顯著差異。
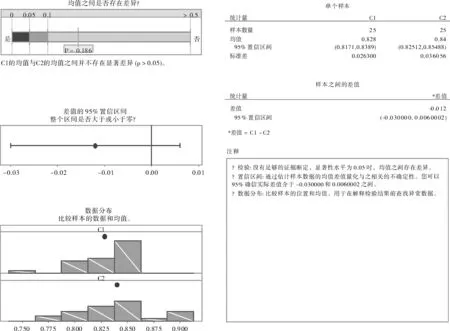
圖7 雙樣本均值檢驗報告單Fig.7 Double sample mean test report sheet

圖8 雙樣本標準差檢驗報告單Fig.8 Double standard deviation test report sheet
由此我們需要對采取的措施有效性進行合理的判斷,或者對測量系統(tǒng)進行合理的分析,找出采取改進措施前后其結果沒有達到預期效果的原因,進而采取進一步的改進措施。
4 結 語
通過以上分析,在有機液體硅橡膠的生產質量控制過程中,實施基于Minitab軟件的過程質量控制,能大大降低廢品率,提高產品質量,同時降低生產成本。在生產和制造高品質產品和實施精益化生產的企業(yè),使用Minitab軟件對生產過程質量特性和工藝參數(shù)進行分析科控制是必要的。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年18期)2018-11-14 01:48:24
產品可靠性報告(2017年7期)2017-09-05 09:49:12
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
汽車觀察(2016年3期)2016-02-28 13:16:26
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
