異形薄板不銹鋼壓力容器制造技術研究
2021-03-06 05:56:22越海濤
科學技術創新 2021年4期
高 博 越海濤
(西安航天華威化工生物工程有限公司,陜西 西安710199)
換熱器是石油化工、生物工程等工業裝置的核心設備,冷卻器在其中占比比較大,而異形冷卻器具有結構復雜、設計、制造難度大,制造技術要求高的特點,我公司制造的薄板不銹鋼設備的加工滿足了實際需求,達到了質量標準,同時也提高了經濟效益。
1 冷卻器設備的材料
冷卻器主要由δ6mm (S30408) 不銹鋼板殼體、6 組不銹鋼(S30408) 管束組成。不銹鋼(S30408) 密度:7.93kgdm3, 電阻率0.73Ω·mm2·m-1, 線膨脹系數如下表; 化學成分碳C:≤0.08%矽Si≤1.00%鉻Cr:18.00-20.00%錳Mn:≤2.00%鎳Ni:8.00-11.00%磷 P: ≤0.045% 硫 S: ≤0.030% ; 力 學 性 能, 屈 服 強 度σ0.2=205MPa, 抗拉強度σb=520Mpa; 延伸率δ5=40%; 硬度HB≤187,HRB≤90,HV≤200。
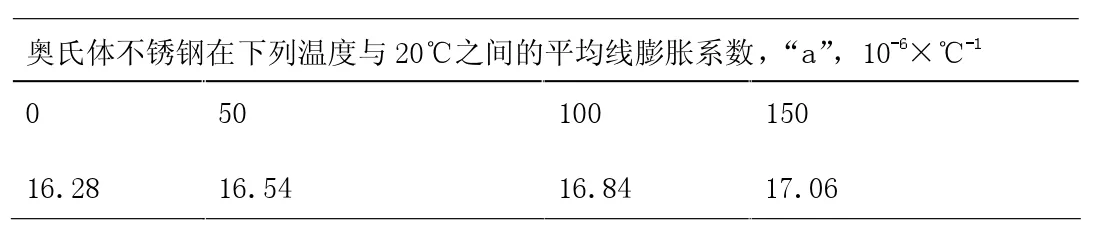
表1
2 冷卻器設備的外形結構特點
設備外形結構特點如圖,依據設備設計結構,組裝工藝不同于傳統碳鋼換熱器先組焊好殼體,再將管束放入殼體,本次制造加工過程采用先零件后部件,先局部后整體,先加固再施焊,小坡口小電流,先下后上、由里到外的制造工藝技術。


圖1
3 殼體制造
3.1 天圓地方零件的加工
天圓地方材料:δ6mm(S30408),材料標準:GB/T24511-2017,根據設計圖紙模擬計算天圓地方展開料尺寸, 為保證圓型口部尺寸方便組裝,且在圓型口部高度留10~20mm 余量,在零部件的兩側設計有2 道拼接焊縫,待零件加工焊接完成后,去掉口部余量。
3.2 方型法蘭的加工
方型法蘭材料:S30408, 厚度 28mm, 材料標準:GB/T24511-2017,由于不銹鋼的線膨脹系數比碳鋼大40%,并隨著溫度的升高,線膨脹系數的數值也相應的提高;電阻率比碳鋼大5 倍;導熱率是碳鋼的三分之一,導致不銹鋼在焊接過程中易變性,根據設計圖紙,在方型法蘭加工過程中,采用如圖結構及坡口,利用下料時短邊帶90°拐角結構,對接時對接部位不留間隙,以此來防止焊接變形過大,焊接方法:焊條電弧焊,焊條:E308-16,Φ4.0:I=150±10;U=24±2;焊速:12-15cm/min,控制層間溫度T≤150℃,且在焊接時用弓形卡或平臺螺栓將法蘭卡在平臺上固定,焊完上面一層,翻面再焊一層,反復翻面多焊幾層,每個拼縫處焊一層冷卻后,再焊下一層,對稱施焊,不可連續施焊,以此減少法蘭變形。用銑床加工方型法蘭螺栓孔臺階,密封面留2mm 余量,組焊方型筒節后加工法蘭密封面。
3.3 側板的加工
側板材料:S30408,厚度6mm,材料標準:GB/T24511-2017 根據圖紙計算尺寸拼料,具體尺寸及坡口形式如圖,注:拼接焊縫時,為了防止焊接變形,需多點定位, 且利用反變形適當預留反向焊接變形量, 對口錯邊量≤1.5mm。焊接方法采用氬弧焊打底, 焊條電弧焊蓋面, 焊絲:S308。Φ2.0; 焊條:E308-16,Φ2.0:I=110±10;U=12±2;焊速:8-12cm/min;Φ4.0:I=150±10;U=24±2;焊速:12-15cm/min,控制層間溫度T ≤150℃; 側 板 拼 接 焊 縫 按NB/T47013.5-2015 進 行100RT 檢 測合格后, 按工藝文件尺寸開半圓孔及方形孔, 開孔后組焊方型法蘭及側板內隔板。
4 管束的加工
管束嚴格按設計圖紙工藝文件要求組裝、焊接、檢驗,注意上集箱和下集箱有5°的夾角, 利用制圖軟件模擬換熱管長度及上、下集箱開孔方位和尺寸, 按定位后實測尺寸逐件配換熱管管長,去除端頭余量,制管頭相貫線,保證換熱管伸出筒體內長度2mm。上、下集箱沿中心線割開,待換熱管與上、下集箱管頭焊接合格后,組焊上、下集箱半管為整管, 并對整管縱焊縫按圖進行無損檢測合格。單獨管束打壓合格后再進行總裝。
5 總裝
總裝前先將各零部件組件內表面進行酸洗鈍化,總裝時遵守由下至上、由里至外組裝順序, 先將底板及支座按圖及工藝文件進行加工完成, 然后組對殼體下側板和底板組件,在根據圖紙工藝文件要求配開管束伸出底板孔,同時修配側板半圓孔,使管束整體垂直底板,用拉筋進行管束固定,然后依次組對上側板、殼體天圓地方組件、蓋板。焊接時多點定位防止焊接變形。然后定位焊接設備外槽鋼,立板增加殼體強度。由于殼體與管束之間進行了焊接,因此總裝后,每組管束必須在按圖紙及工藝文件要求再進行打壓試驗,管束打壓試驗合格后,再對殼體進行打壓試驗。
6 結論
通過對異形薄板不銹鋼容器殼體、多組管束加工制造技術的總結, 對此類設備及其零部件的加工有了清晰的認識,對以后異形不銹鋼零件和設備制造有一定的借鑒作用。
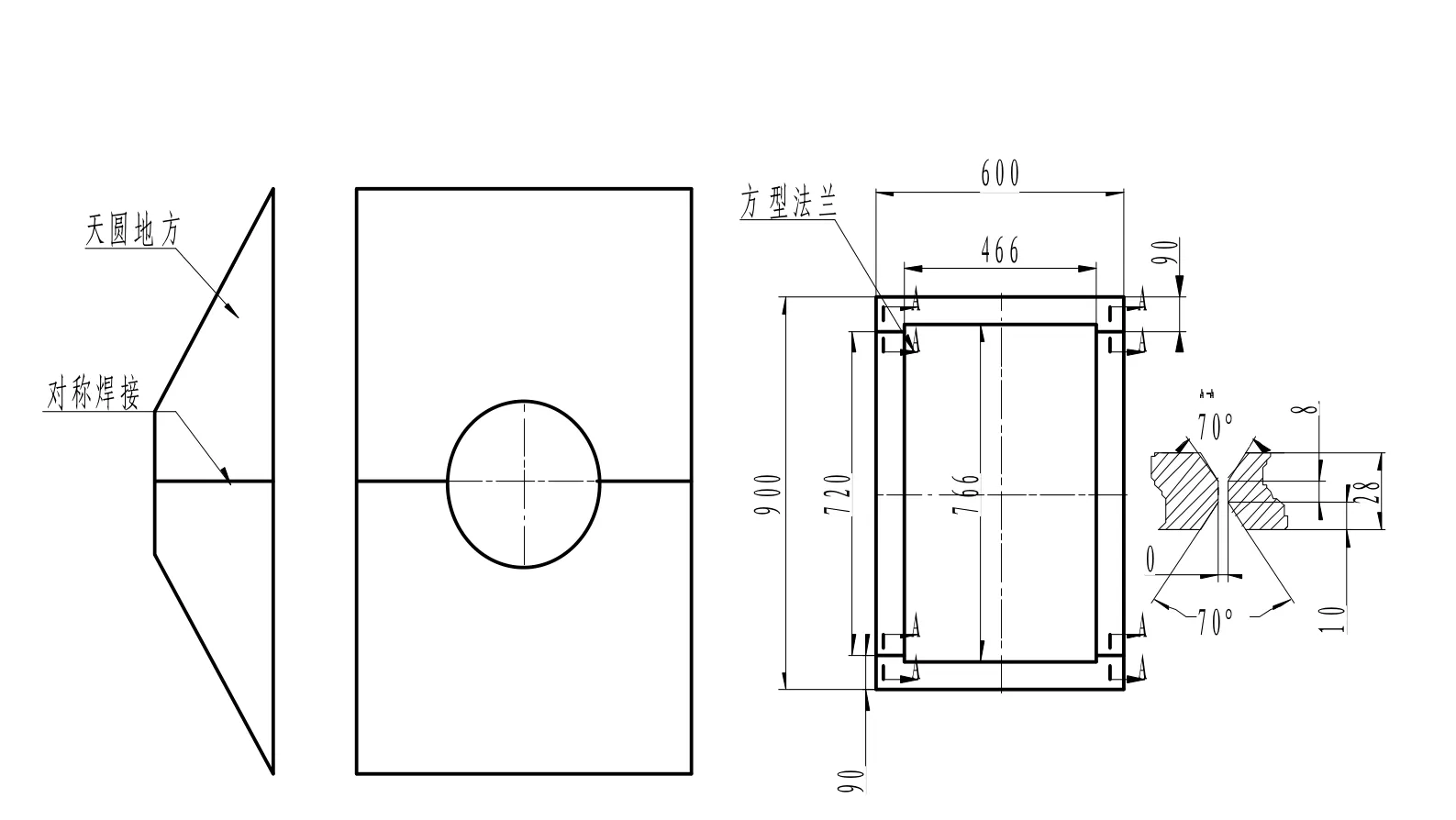
圖2 天圓地方和方型法蘭
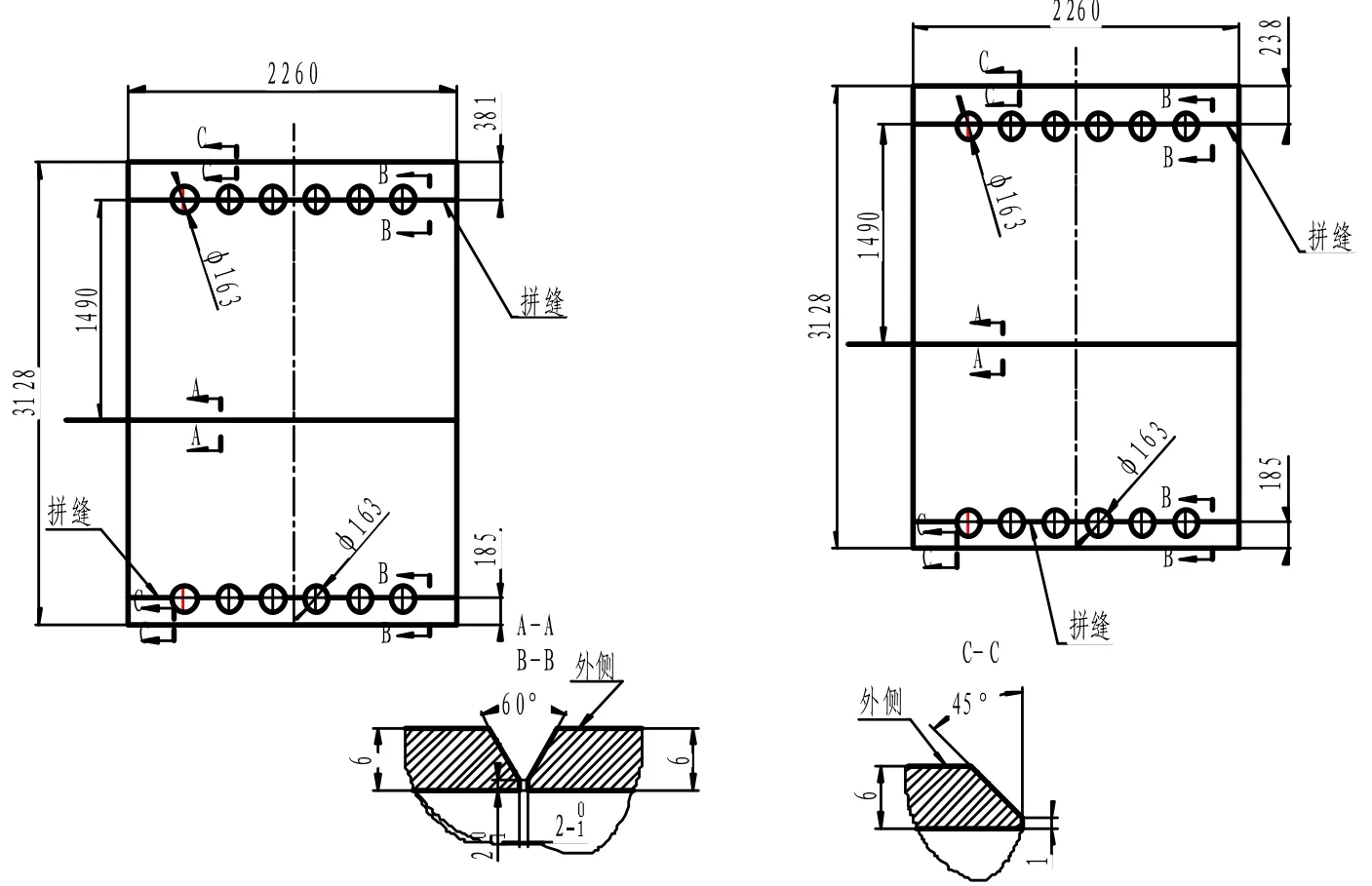
圖3 設備側板
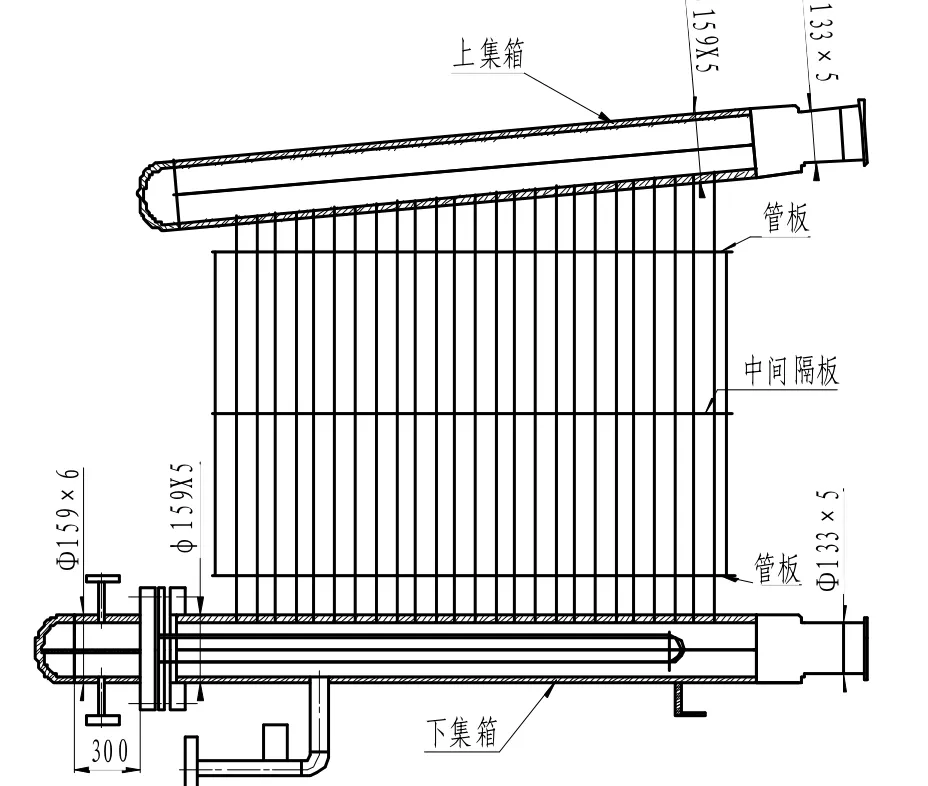
圖4 單組管束
猜你喜歡
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年9期)2017-11-27 02:14:26
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00
河南科技(2014年12期)2014-02-27 14:10:44
