淺冷油吸收-膜分離技術在煉廠干氣回收中的應用
2021-03-06 09:54:34壽魯陽
石油石化綠色低碳 2021年1期
壽魯陽
(浙江石油化工有限公司,浙江舟山 316000)
煉廠干氣主要來源于原油的二次加工裝置,如催化裂化、延遲焦化、連續重整和芳烴聯合裝置等,其富含氫氣、碳一、碳二、碳三等輕烴資源,在傳統的煉廠,煉廠干氣主要用于補充全廠燃料氣,其中的乙烯、乙烷和氫氣等主要組分未得到高效綜合利用,造成資源浪費,且排放大量CO2,污染環境。隨著國家環保法規日趨嚴格和石油資源日益枯竭,國內部分煉廠開始合理利用煉廠干氣這一重要石油和化工資源,如劉天翼、孫建懷等分別利用膜分離技術和PSA技術回收煉廠干氣中氫氣,取得了良好的經濟效益和社會效益[1-2]。李建偉、劉文杰等利用催化干氣中的乙烯組分與苯反應制備乙苯和高辛烷值汽油組分[3-4]。中國石化北京化工研究院針對國內煉廠干氣回收現狀,開發了淺冷油吸收煉廠干氣成套技術[5-6],該技術在淺冷操作(10~15℃)條件下對煉廠干氣進行吸收分離,在齊魯分公司實現焦化干氣和催化裂化干氣回收裝置一次開車成功,裝置運行平穩,經濟效益顯著[7]。茂名石化煉廠利用兩段吸附分離技術將催化裂化和焦化混合干氣的乙烯和乙烷資源高效回收,實現資源的綜合利用[8]。
某石化4 000 萬t/a 煉化一體化項目一期工程,各類石化裝置規模都名列世界同類裝置前茅,在實際生產過程中產生大量煉廠干氣,含有豐富的氫氣、碳二資源,包括來自重油催化裂化裝置以乙烯為主的飽和干氣和來自延遲焦化、連續重整和芳烴聯合裝置以乙烷為主的不飽和干氣(如表1 所示),綜合利用這部分煉廠干氣,一方面回收其中占比6%~35%(φ)高附加值的粗氫氣,作為氫氣提純裝置的補充原料;另一方面,回收占煉廠干氣10%~70%(φ)的碳二組分,代替部分輕質油作為乙烯裂解原料,可使裂解原料輕質化,優化乙烯原料結構。發揮煉化一體化優勢,進一步提高乙烯裝置經濟性。
1 煉廠干氣回收裝置技術方案比選
目前,已開發成功的回收煉廠干氣中的氫氣、碳二等高價值組分的技術主要有深冷分離法、PSA變壓吸附法、淺冷油吸收法。
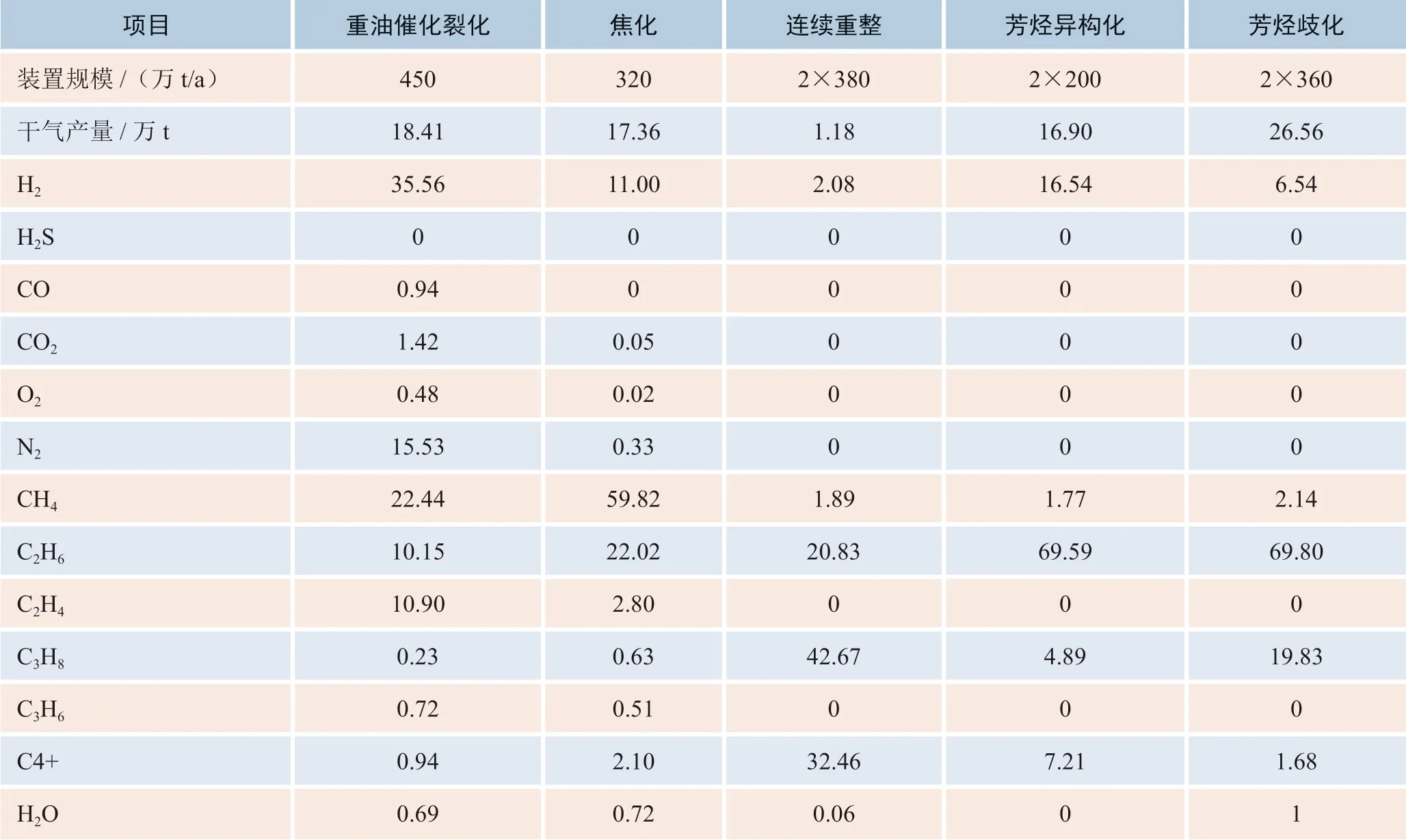
表1 某煉化企業煉廠干氣組成 %(φ)
深冷分離法是一種低溫精餾分離工藝,主要原理為利用原料中各組分相對揮發度及沸點的差異,通過氣體透平膨脹制冷,在-90 ~120℃低溫下,將混合干氣各組分按工藝要求逐步冷凝成液相,然后再利用精餾方法將乙烯、乙烷、丙烯等組分依次分離,并脫除其中硫化氫、二氧化碳、水等雜質,最終得到乙烯、乙烷、丙烯等目標產品。深冷分離法的優點為技術成熟,目標產品回收率高,產品純度高,但循環制冷流程較為復雜,設備投資大,后期裝置運行維護成本高。
PSA變壓吸附法基于不同種類氣體分子在固體吸附劑內部表面作用力不同,在加壓條件下,吸附力較大的碳二組分在吸附床層被吸附,排出吸附力較小的氫氣、甲烷、氮氣等組分;在減壓條件下,吸附床層解吸排出吸附組分。同時,吸附劑實現再生。工業應用上采用多塔變壓吸附-解吸循環程控過程,實現工藝連續操作,達到提純分離目的。變壓吸附法優勢在于產品純度高、能耗低、工藝流程簡單、自動化程度高等。但該技術操作過程轉動設備較多,機械故障率高導致裝置在線率低。
淺冷油吸收法利用“相似相溶”的原理,以煉廠常見碳四和汽油作為吸收劑,將煉廠干氣中“相似”的碳二及以上組分吸收下來并通過解吸獲得回收提純,而將“不相似”的氫氣、氮氣、氧、甲烷等尾氣直接排入燃料氣或進一步提取氫氣。淺冷油吸收法主要優點為原料適應性強,以碳四為吸收劑,原料不需精制,碳二回收率高,操作條件溫和,流程相對簡單,運行穩定,能耗較低。
根據三種技術的各自特點(見表2),結合企業自身實際,最終采用淺冷油吸收技術回收煉廠干氣中的碳二組分。富乙烯氣送入乙烯裝置裂解氣壓縮單元深冷分離,富乙烷氣送入乙烯裝置裂解爐作為乙烯裂解原料。利用膜分離技術回收富氫氣體中的粗氫氣,送至PSA裝置進一步提純,補充至氫氣管網,提升氣體利用率。剩余膜分離尾氣作為全廠燃料氣。
2 裝置運行情況
該裝置主要由干氣分離、膜分離和公用工程部分組成。干氣回收分離部分主要由不飽和干氣回收分離、飽和干氣回收分離、汽油吸收-穩定、混合干氣分離單元等組成;膜分離部分主要由膜分離單元、膨脹機組成。該裝置建成后一次開車成功,經過不斷優化調整,裝置運行平穩,各類工藝參數穩定,產品符合預期。
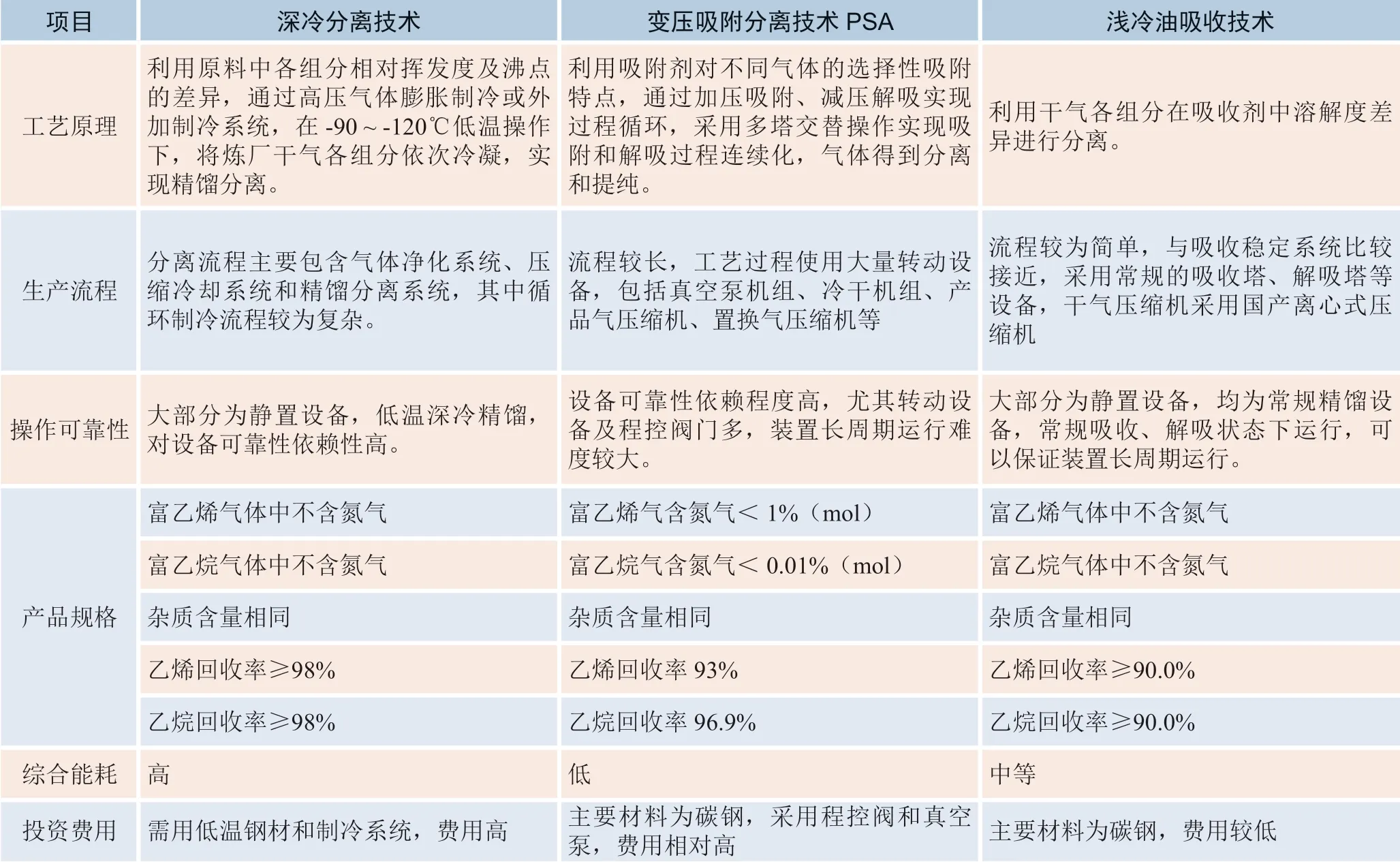
表2 煉廠干氣回收工藝技術比較
2.1 不飽和干氣單元原料與產品情況
根據原設計方案,催化干氣總量大約22 t/h。在實際運行期間,裝置進料量平均21 t/h。由于原料變化,氫氣和甲烷含量較設計值偏高,實際運行數據見表3,富乙烯氣各組分占比滿足控制指標要求,甲烷摩爾分數小于5%,可作為原料直接送至乙烯裝置堿洗塔。經過實際測算,不飽和單元C2 回收率大于92%,滿足乙烯回收率不低于90%控制指標要求,不飽和干氣回收效果良好。
2.2 飽和干氣單元和混合干氣單元原料與產品情況
飽和干氣吸收單元以焦化干氣、重整干氣、歧化燃料氣和異構化氣體為原料。在實際運行期間,重整干氣、歧化燃料氣和異構化氣體等混合干氣組分變化,丙烷含量比設計值高許多。根據原設計方案,焦化干氣和混合干氣總量大約74 t/h。在實際運行期間,裝置進料量平均68 t/h,實際運行數據見表4,各組分占比滿足控制指標要求。甲烷和碳四以上重組分含量低,其中雜質符合乙烯裂解原料要求,可作為原料直接送至乙烯裝置裂解爐。經過實際測算,飽和單元和混合干氣C2回收率大于90%,滿足乙烷回收率不低于90%控制指標要求,飽和干氣回收效果良好。
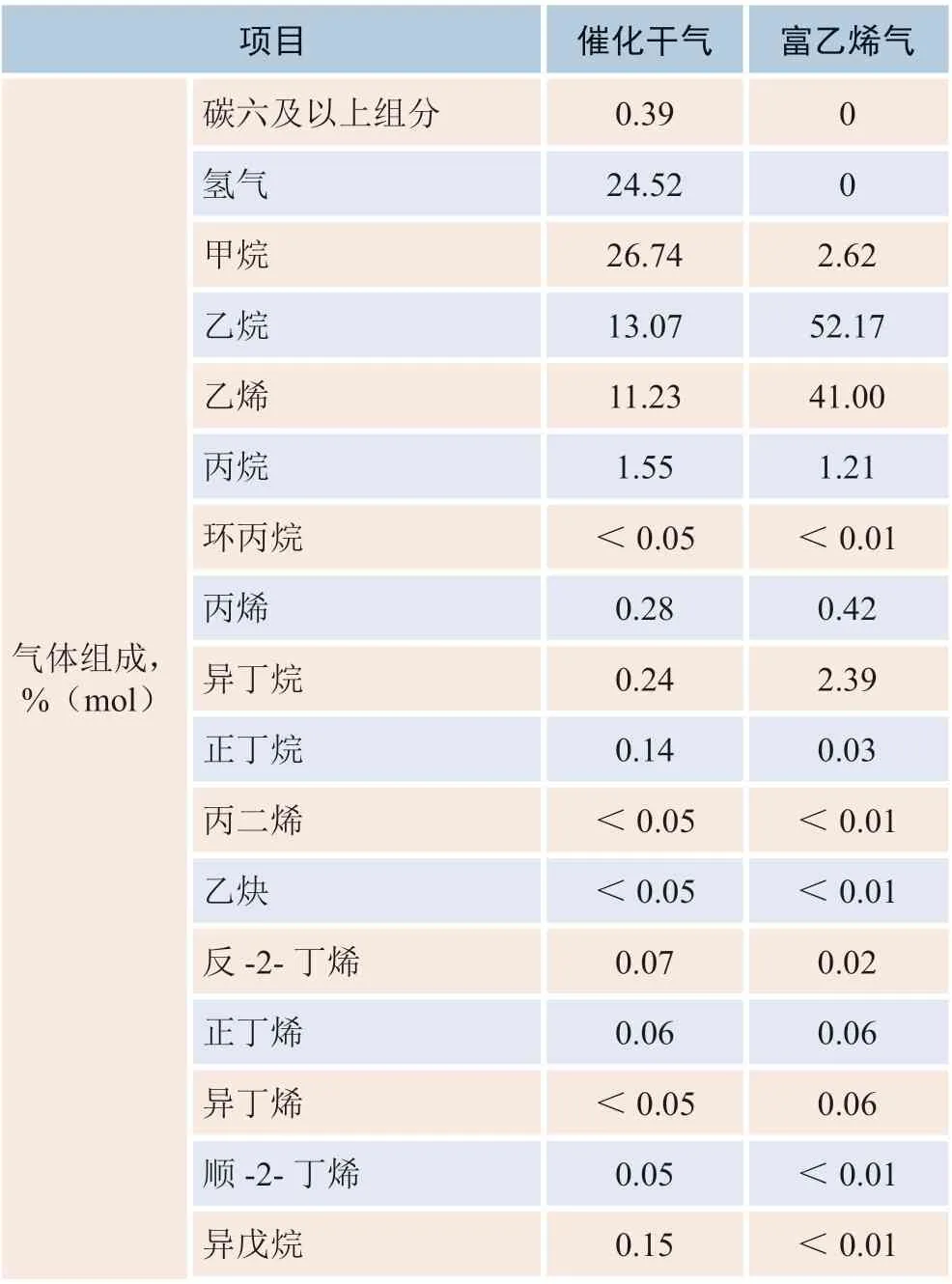
表3 不飽和干氣單元原料及產品組成
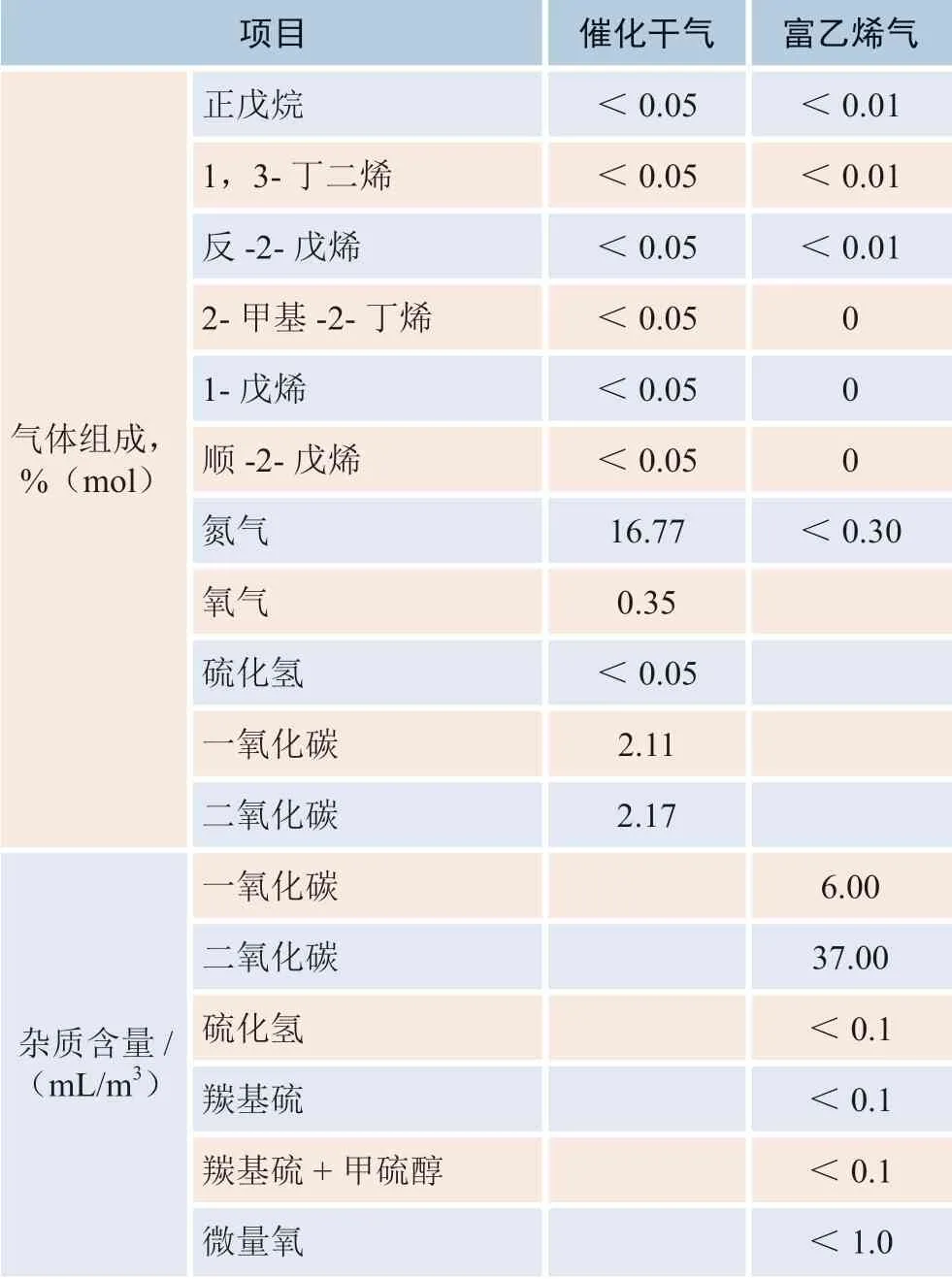
續表
2.3 膜分離單元原料與產品情況
富含氫氣的甲烷氫尾氣經過氣液分離器除去氣體中夾帶的較大液體和固體顆粒,經過過濾器進一步除去細微的液滴,預熱至80℃進入膜分離組件分離,在低壓側得到純度高于80%(φ)產品粗氫氣,送至PSA裝置進一步提純。高壓側非滲透氣經過膜分離尾氣膨脹機回收發電或通過跨線再并入燃料氣管網。由表5 可見,粗氫氣純度高于設計標準,雜質含量較低,硫化氫和烴類含量極低,滿足氫氣提純裝置進料要求。
3 裝置存在問題和優化措施
該裝置自投產以來基本維持高負荷運行,在運行過程中不斷摸索操作要領,優化操作參數,提高裝置性能,目前存在如下問題,需要改進。
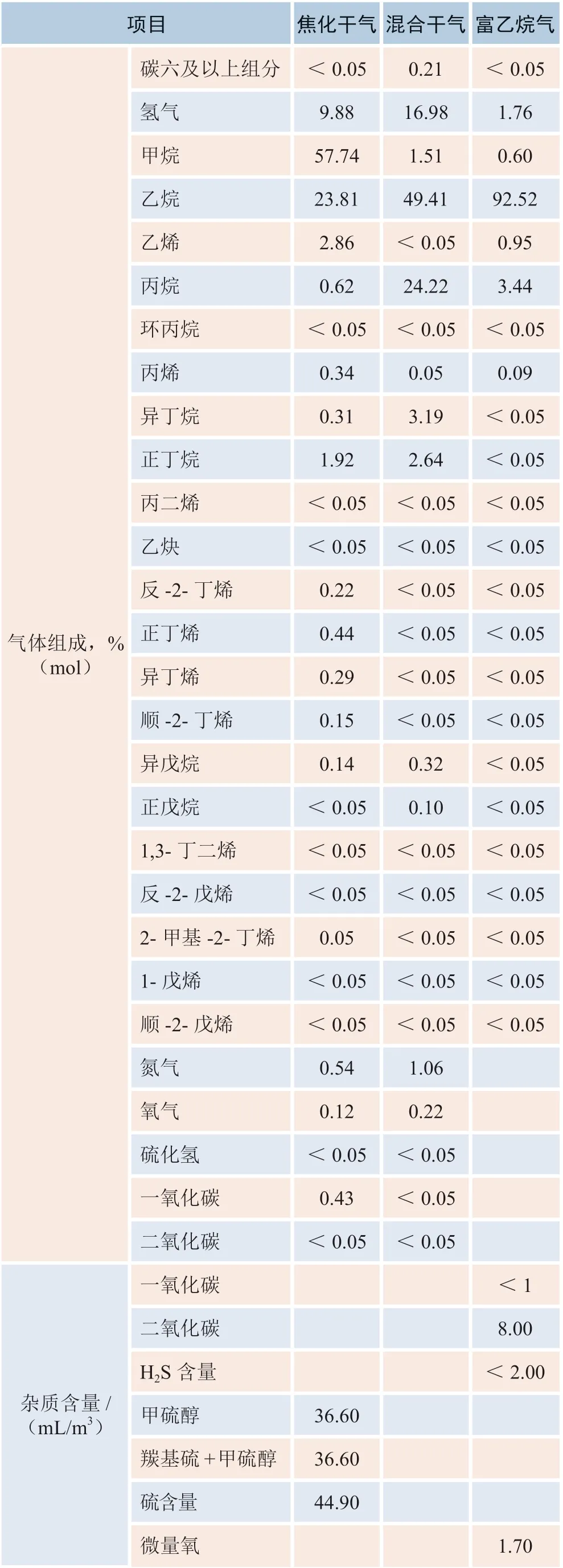
表4 飽和干氣原料及產品組成
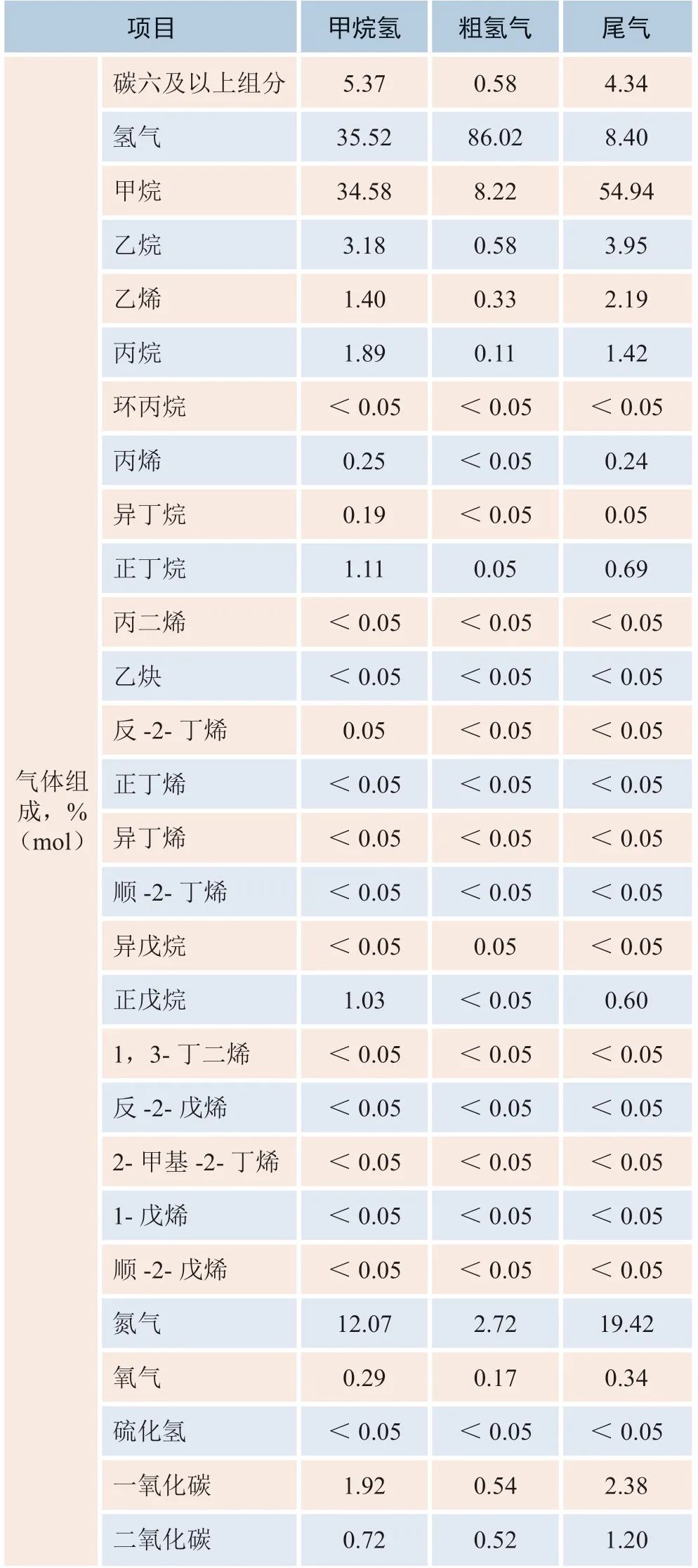
表5 膜分離單元原料及產品組成
3.1 焦化干氣含焦粉
原設計方案中,考慮到焦化干氣可能存在焦粉,已在流程上設置了兩組過濾器,過濾器精度分別為15μm和2μm。在運行過程中,經常出現兩組過濾器堵塞情況,當堵塞特別嚴重時,造成上游延遲焦化裝置柴油再吸收塔憋壓。為了保證上下游裝置正常運行,現階段增加過濾器切換頻次,利用蒸汽吹掃等固定操作,保障了機組長周期運行。后期擬通過增加噴淋水洗塔脫除焦粉。
3.2 混合干氣壓縮機帶液
重整干氣、異構化氣體和歧化燃料氣經過混合干氣壓縮機升壓分相,送至2#碳四吸收塔吸收分離,得到碳二提濃氣,送至乙烷塔進一步分離。在運行期間,已出現多次壓縮機聯鎖停機。經過分析比對發現,上游裝置原料干氣介質霧沫夾帶液相,引起混合干氣組分變重,造成壓縮機振動超標聯鎖停機。為了保證離心壓縮機長周期穩定運行,主要通過加強與上游裝置溝通聯系,穩定上游操作。后期擇機增加分液設施和在線分析儀器,有效減少原料干氣帶液,監控壓縮機運行情況。
4 結論
采用淺冷油吸收-膜分離技術對煉廠干氣中目標組分進行系統分離回收,自裝置投產以來,生產出符合要求的富乙烯氣、富乙烷氣和粗氫氣。裝置運行平穩,處理能力、產品質量和回收率等均達到設計值。目標產品雜質滿足下游乙烯裂解裝置和氫氣提純裝置對原料的要求。在當前煉化一體化項目中,充分利用煉廠干氣資源及裝置連續平穩運行方面,淺冷油吸收-膜分離技術更有優勢,具有良好的經濟效益和社會效益。
需要加強焦化干氣和混合干氣原料管理,通過采取必要的凈化處理措施,確保焦化干氣中焦粉含量。同時,嚴格控制混合干氣帶液問題,通過增加分液措施和在線分析儀組合方案,從源頭上預防壓縮機進料帶液問題,確保裝置安全、平穩運行。