熱復合式疊片機在鋰離子電池中的應用研究
2021-03-07 02:28:54黃持偉陽如坤
電源技術 2021年2期
黃持偉, 陽如坤
(深圳吉陽智能科技有限公司,廣東深圳518100)
隨著環(huán)境形式的不斷嚴峻,人類的生存受到了巨大的威脅,特別是全球氣溫不斷上升,已經(jīng)給全人類敲響了警鐘,而這主要的原因之一就是化石能源的用量不斷增加,排放到空氣中的二氧化碳以及其他有害氣體不斷增多,因此運用潔凈的新能源代替化石能源來減少二氧化碳以及其他有害氣體的排放是全人類發(fā)展的必由之路[1]。鋰離子電池具有能量密度大、自放電小、無記憶效應、工作電壓范圍寬、壽命長、無環(huán)境污染等特點,是目前動力汽車替代化石能源的最佳選擇,也是電池行業(yè)發(fā)展及研究的熱點和方向。目前,鋰離子電池的運用領域在不斷擴大,從先前的電子通信產(chǎn)品、動力汽車向航空航天、航海、節(jié)能環(huán)保、國防等戰(zhàn)略性領域發(fā)展[2-4]。
高安全、高效率、長壽命、低成本是鋰離子電池技術發(fā)展永恒追求的方向和目標[2]。電芯是鋰離子電池的核心部件,其質量的高低直接決定了鋰離子電池性能的優(yōu)劣,而極芯又是電芯的主要組成部分。現(xiàn)有鋰離子電池極芯的制造工藝主要分為卷繞和疊片兩種,從整個電池制造和電池質量性能方面來說,兩種工藝各有千秋。本文以國家重點研發(fā)計劃“新能源汽車”試點專項“高比能量動力鋰離子電池的研發(fā)與集成應用”項目為契機,在研究現(xiàn)有極芯技術工藝不足的情況下,開發(fā)出一種新的熱復合式疊片機,為提高鋰離子電池的質量和性能奠定堅實的基礎。
1 極芯制造技術現(xiàn)狀
1.1 卷繞工藝
卷繞就是通過控制極片的速度、張力、尺寸、偏差等因素,將分條后尺寸相匹配的正極極片、負極極片及隔膜、終止膠帶等卷成極芯的一種極芯生產(chǎn)工藝。目前圓柱和方形鋰離子電池主要采用卷繞工藝生產(chǎn),由于卷繞工藝可以通過旋轉實現(xiàn)極芯的高速生產(chǎn),所以現(xiàn)階段在極芯生產(chǎn)速率方面,卷繞工藝具有比較明顯優(yōu)勢,這也是目前國內各大電池制造廠家大多數(shù)都采用卷繞工藝來制造鋰離子電池極芯的主要原因。
卷繞工藝由于自身的技術特點,其制造出來的極芯也存在一些不可避免的缺陷。卷繞工藝將正極極片、負極極片及隔膜、終止膠帶等卷成極芯,而正極極片和負極極片是通過涂布工藝將正極材料和負極材料涂覆在正負極集流體上,在極芯兩端部的極片受到卷繞折彎[如圖1(左)所示],極片上的涂層材料不可避免的受到較大的彎曲變形,極芯的折彎處出現(xiàn)了掉粉的現(xiàn)象[如圖1(右)所示]。相對極芯的中間平整部位,極芯兩端折彎的地方容易出現(xiàn)較大的縫隙。另外,在極芯卷繞過程中,極片和隔膜所受拉力容易出現(xiàn)不均勻,容易產(chǎn)生褶皺,極片的膨脹和收縮、隔膜拉伸等都會導致所生產(chǎn)的極芯變形。
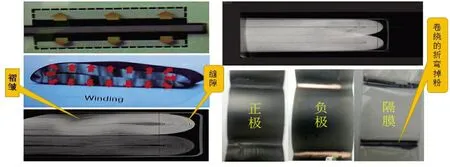
圖1 卷繞工藝極芯易產(chǎn)生的缺陷
1.2 疊片工藝
疊片則是通過送片機構將正、負極片與隔膜交替堆疊在一起,最終完成多層疊片極芯的一種極芯生產(chǎn)工藝。目前軟包鋰離子電池的制造主要采用疊片工藝,疊片工藝將切割好的單個極片層疊在一起。相比卷繞工藝,疊片工藝能有效避免卷繞工藝中由于極片、隔膜折彎而產(chǎn)生的掉粉、縫隙等極芯缺陷,比較符合鋰離子均勻運動的原理,極芯質量能得到有效提高,電池的整體能量密度也有一定提升,但在極片堆疊過程中,由于要將單個的正、負極片循環(huán)交叉堆疊在一起,相對卷繞工藝在極芯生產(chǎn)速率上較慢。
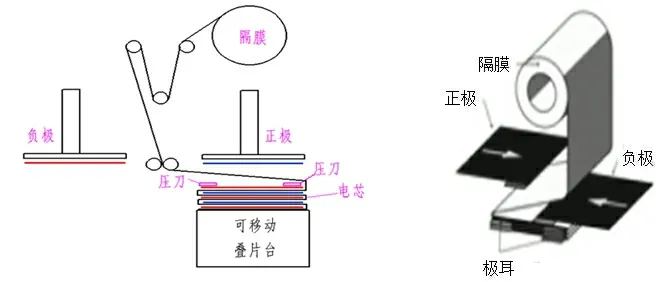
圖2 Z形疊片技術原理圖
Z 形疊片技術是目前較為常見的一種疊片工藝,其原理如圖2 所示。通過可移動疊片臺拉動隔膜在疊片平臺之間來回移動,實現(xiàn)正極極片和負極極片的交叉堆疊。Z 形疊片技術隔膜會隨可移動疊片臺左右擺動,隔膜擺軸容易造成不對稱,而導致隔膜變形不一致;隔膜張力每次從零到最大,導致隔膜拉伸不一致,起始小,中間大,最后降為零,對隔膜的機械性能產(chǎn)生較大的影響,也導致隔膜變形不一致,同時隔膜的孔隙率、平均孔徑、比表面積都會有較大的變化,影響極芯的質量;在疊片過程中,需要擺動隔膜來疊放極片,避讓隔膜的角度交替進行,增加了單次疊片所需要的時間,同時只能實現(xiàn)單片堆疊,疊片效率很難有大的提升。
2 熱復合式疊片機原理及功能
針對現(xiàn)有鋰離子電池極芯制造技術的缺陷和不可避免的短板,要想通過對極芯制造技術的改進來提高鋰離子電池的質量、性能以及生產(chǎn)效率,就要針對上述卷繞和疊片工藝中存在的問題進行剖析。在現(xiàn)有工藝的基礎上,開發(fā)出既能具備現(xiàn)有工藝的優(yōu)勢,同時又能盡量規(guī)避現(xiàn)有技術的不足的鋰離子電池極芯制造工藝裝備,使得熱復合式疊片機應運而生。
2.1 設備原理
熱復合式疊片機的工藝原理如圖3 所示。正極卷料、負極卷料、隔膜同時進料,在進入加熱裝置前,正極片、負極片通過切刀裁切成所需尺寸的單個極片,正極片、負極片、隔膜的組合體在輥輪的作用下進入加熱系統(tǒng)。通過加熱后,在加熱裝置的出口處進行熱輥壓,熱輥壓后的正極片、負極片、隔膜緊密貼合在一起,再通過切刀,將隔膜切斷,形成單個的疊片單元,然后通過機械裝置將單個的疊片單元堆疊在一起,之后再對疊片堆進行熱平壓,形成極芯。熱復合式疊片機來料為已切割極耳的正、負極卷料,進行正、負極裁切、熱復合、疊片、熱壓與四周包膠,能夠實現(xiàn)全片式疊片。

圖3 熱復合式疊片機工藝原理圖
2.2 設備功能
熱復合式疊片機主要由制片復合段、堆疊段、疊片熱壓段、包膠下料段組成,能夠實現(xiàn)對極片隔膜自動放卷、自動糾偏、張力控制、極耳撫平和導向、除塵、極片截斷和送料、熱復合、CCD 定位和疊片、包膠、稱重貼碼等功能。熱復合式疊片機的技術路線如圖4 所示,具體的工藝過程是:正負極卷、隔膜卷由伺服電機自動放卷,經(jīng)過張力控制和糾偏,通過極片裁切裝置將正負極片裁切為定長的單片,再將正、負極單片與雙層隔膜送進烘箱內進行預熱,在極片和隔膜的傳輸過程中,使用麥拉膜對極片和隔膜進行保護。完成預熱后通過輥壓進行單元復合,再通過隔膜切斷機構裁切成獨立的疊片單元。獨立的疊片單元在真空輸送帶上吸附運送至CCD 拍照位置,經(jīng)過拍照定位后將位置信息傳送至搬送機械裝置。搬送機械裝置通過吸附疊片單元,將其堆疊到疊片臺上,堆疊至需要層數(shù)后,再將極芯輸送至熱壓平臺完成熱壓。熱壓后極芯進入包膠工位進行短路測試并完成四周包膠,稱重后在表面貼碼,實現(xiàn)信息綁定。最終進行NG 自動剔除,將合格極芯轉至下一道工序。
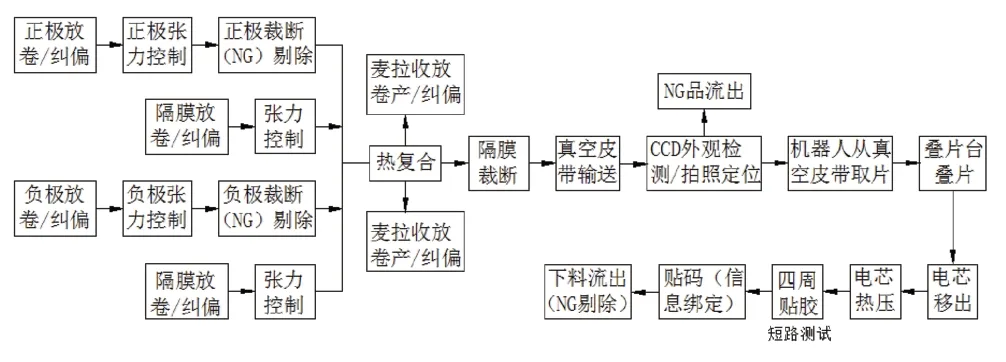
圖4 熱復合式疊片機技術路線圖
2.3 設備參數(shù)
熱復合式疊片機可根據(jù)電池生產(chǎn)的需要選擇相應的布局方式,目前已開發(fā)出單機架布局[見圖5(a)]和雙機架布局[見圖5(b)]兩種方式。雙機架布局方式近似由兩組單機架布局對稱布置組成,在疊片極芯輸出端合攏為一體。雙機架布局方式的生產(chǎn)效率為單機架布局方式的生產(chǎn)效率的2 倍左右,相比兩臺單機架布局,雙機架布局方式的設備整體空間和占地面積會節(jié)省不少。

圖5 熱復合式疊片機整機布局模型圖
熱復合式疊片機設備的主要技術參數(shù)如表1 所示,主要包括生產(chǎn)效率、產(chǎn)品范圍、極芯對齊度、合格率、CMK 值、設備內潔凈度等,產(chǎn)品的具體尺寸規(guī)格可依據(jù)其型號具體確定,其尺寸只要在設備能夠制造的產(chǎn)品范圍內即可。

表1 設備主要技術參數(shù)
3 熱復合式疊片機優(yōu)勢
熱復合式疊片機是在充分研究和分析現(xiàn)有鋰離子電池極芯制造技術的不足的前提下開發(fā)出來的,相對于傳統(tǒng)的正、負極片單個疊片交叉堆疊的疊片方式,其最大的特點就是實現(xiàn)正極、負極和隔膜一次性完全切片堆疊,等于正極、負極首先一次性成形一個小的疊片單元,再由小的疊片單元堆疊成極芯,實現(xiàn)全片式疊片,有效提高了疊片及極芯的質量和生產(chǎn)速率,是一種全新的鋰離子電池極芯制造技術,相對于現(xiàn)有技術具有明顯優(yōu)勢。
3.1 極芯隔膜質量高
在正極、負極和隔膜進行制片及熱壓的過程中,隔膜所受的拉力方向始終不變,速度保持均勻,相對于卷繞工藝過程中隔膜受的拉力是不斷變化的情況,能有效避免隔膜由于受力不斷變化而產(chǎn)生的不均勻延展、褶皺、變形以及隔膜機械性能下降的問題;相對于Z 形疊片工藝中隔膜所受拉力周期性變化以及周期性擺動的情況,同樣能有效避免隔膜由于受力不均勻且運動速度不平穩(wěn)而產(chǎn)生的極芯變形和隔膜性能下降的情況,圖6(a)為熱復合式疊片方式生產(chǎn)極芯的示意圖,中間隔膜受單一方向的均勻拉力,平而直,與上下貼合的正、負極片貼合面接觸良好;圖6(b)為Z 形疊片方式生產(chǎn)極芯的示意圖,由于中間隔膜受力不斷變化且運動方向也在不斷改變,因此隔膜與上下貼合的正、負極片貼合面不完整,中間存在空心部分,最終會導致正負極之間離子的路徑通道減少,使電池質量下降。熱復合式疊片機在生產(chǎn)過程中隔膜連續(xù)單方向輸送,速度和張力控制穩(wěn)定,制造出來的極芯界面平整,隔膜的機械性能、孔隙率、平均孔徑、極片與隔膜界面等均勻一致,對后續(xù)鋰離子電池性能的一致性和充放電能力以及循環(huán)壽命都有著非常重要的影響。

圖6 隔膜對極片影響示意圖
3.2 極芯極片質量提高
熱復合式疊片機在制片過程當中,正負極片以及隔膜通過熱復合一次性成形疊片單元體,與隔膜一樣,極片也是連續(xù)單方向輸送,輸送速度均勻,所受的張力穩(wěn)定,極片在形成極芯的過程當中沒有受到其他方向的力,生產(chǎn)的極芯如圖7所示。熱復合工藝生產(chǎn)的極芯界面相對平整,無褶皺變形現(xiàn)象;而卷繞工藝生產(chǎn)的極芯內部的極片間存在間隙,在折彎處存在掉粉現(xiàn)象。由于生產(chǎn)方式截然不同,這種掉粉現(xiàn)象在熱復合式疊片技術中不可能出現(xiàn)。將正負極極片先通過熱復合制成疊片單元,再進行堆疊,相比單個正負極極片交叉堆疊疊片工藝,能有效減少隔膜拉伸不均勻以及在極片和極芯堆疊及輸送轉移過程中產(chǎn)生的極片錯位現(xiàn)象,有效提高極芯中極片的對齊度。
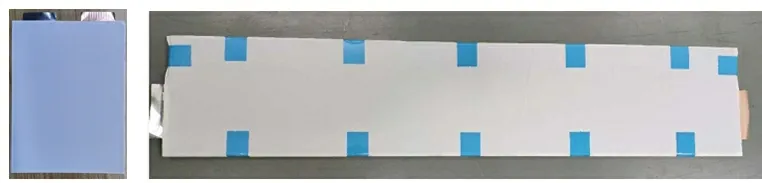
圖7 熱復合工藝技術制出的極芯
3.3 設備效率高
熱復合疊片機是集成切片、疊片、熱壓、包膠等工序于一體的高度集成的鋰離子極芯制造設備,設備占地面積少,運營能耗低,自動化程度高,所需操作人員數(shù)量少,能有效降低企業(yè)的生產(chǎn)運營成本。由于其工藝特點,熱復合疊片機在細長型極芯規(guī)模工程化方面有較大優(yōu)勢,目前按照每分鐘生產(chǎn)的極片數(shù)300 片核算,1 GWh 只需要2 臺復合式疊片機。在未來設備效率還有較大的提升空間,每分鐘生產(chǎn)的極片數(shù)可達600~1 000 片,即1 臺設備能滿足1 GWh 產(chǎn)能,相對于現(xiàn)有其他疊片技術來說,產(chǎn)能有顯著提高。
3.4 設備拓展性強
目前鋰離子電池正大規(guī)模應用到各行各業(yè)中,需求不斷增長,但近幾年對半固態(tài)鋰電池和固態(tài)鋰電池的研究也在不斷升溫,雖然目前基本還處在實驗階段,但由于半固態(tài)和固態(tài)鋰電池相對現(xiàn)有的鋰離子電池具有更高的能量密度、更長的使用壽命、更好的安全性保障[5-6],未來完全有可能廣泛運用。半固態(tài)和固態(tài)鋰電池與現(xiàn)有鋰離子電池在原理以及制造工藝上十分相似,熱復合式疊片機能夠很好地適用或改進成半固態(tài)和固態(tài)鋰電池的生產(chǎn)設備,為今后電池企業(yè)適應市場需求、快速轉型升級打下堅實的基礎。
3.5 智能化程度高
鋰離子電池電芯的制造過程復雜,需要管控的質量因素繁多,制造過程中的物料、環(huán)境、設備等因素都會對電池質量有重要影響。而熱復合式疊片機的高度集成,有利于實現(xiàn)生產(chǎn)過程中的設備信息、過程信息、管理信息與其他系統(tǒng)之間的互聯(lián)互通。通過提高設備的智能化可實現(xiàn)對鋰離子電池制造過程的實時監(jiān)控,提高鋰離子疊片電芯的質量,對后續(xù)電池的質量追溯和工藝分析提供了有力的支撐。同時,制造設備智能化程度的提高也會減少生產(chǎn)線操作人員的數(shù)量,有助于企業(yè)降低生產(chǎn)成本,同時縮短電池的制造周期,提高電池的生產(chǎn)速率。
4 結語
熱復合式疊片機是在深入剖析現(xiàn)有鋰離子電池極芯制造技術的不足和缺陷的情況下開發(fā)出來的鋰離子電池極芯制造設備,能夠有效避免或減少傳統(tǒng)極芯制造工藝中容易出現(xiàn)的極芯褶皺、縫隙、折彎掉粉、隔膜性能下降、疊片錯位等缺陷的發(fā)生,有效提高鋰離子電池的質量和性能。同時鋰離子電芯制造設備具有系統(tǒng)集成度高、智能化程度高、生產(chǎn)效率高、控制精度高、產(chǎn)品可追溯性強等特點,是鋰離子電池極芯制造未來的發(fā)展方向。隨著新能源汽車的普及以及鋰離子電池在其他各行業(yè)的需求的日益增長,熱復合式疊片機的發(fā)展前景將十分廣闊。另外,考慮到未來鋰電池技術的更新和發(fā)展,制造設備具有良好的可擴展性,有助于未來電池企業(yè)的技術轉型和升級。本項目研發(fā)的產(chǎn)品應用在國家科技部重大專項項目中,可實現(xiàn)高效、高品質生產(chǎn),三元811 軟包單體電芯比能量已達到了302 Wh/kg。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業(yè)設計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57