錯縫砌筑在大型回轉窯內襯砌筑中的應用
2021-03-09 09:50:16孫鐵成
世界有色金屬 2021年20期
關鍵詞:筒體
孫鐵成
(中鋁中州鋁業有限公司,河南 焦作 454000)
1 概述
目前國內外大型回轉窯多用于建材、冶金等行業。對于如何實現預熱分解區域物料的熱加工,都采取了各自的方案和措施。
1.1 回轉窯及其工作原理
回轉窯最早用于水泥行業,用于取代古老的立式窯,迄今已經120多年了。下圖所示為英國某企業在1937年建造的回轉窯,筒體鋼板拼接全部采用了鉚接。

圖1 英國某企業在1937年建造的回轉窯
隨著回轉窯技術的日臻完善,逐漸被推廣到冶金、碳素及其他化工行業。雖然回轉窯的用途多種多樣,但他們都有著頗多的共性。如下圖所示。

圖2 回轉窯主要組成部分示意圖
如圖所示,回轉窯包括六大組成部分:
(1)承托系統,包括輪帶、托輪、托輪鋼底座等,在整個窯系統中起到支撐作用。
(2)傳動系統,包括大齒圈、小齒輪、小齒輪鋼底座、減速機、電機等,驅動回轉窯轉動。
(3)窯體系統,包括窯筒體、輪帶筒節等,和內襯系統一起構成熟料熱加工的空間。
(4)內襯系統,包括澆筑料內襯、耐火磚內襯等,起到保護筒體及減少筒體散熱的作用。
(5)密封系統,包括窯頭密封及窯尾密封,主要作用是減少漏風和改善工作環境。
(6)燃燒系統,包括噴煤管、鼓風機等,燃燒燃料,為窯系統對物料的熱加工提供熱源。
下圖為某水泥廠的濕法回轉窯。圖中可見,為了強化物料換熱,在預熱烘干帶采用了換熱懸鏈。
回轉窯在安裝時具有一定的斜度,斜度一般為3%~4%,動力傳動系統驅動大齒圈轉動,從而帶動整個窯系統轉動;待加工物料從窯的高端喂入窯內,隨著窯體的轉動,靠自重不斷向低端移動,經過烘干、預熱、分解、燒成、冷卻等,經窯頭罩進入冷卻機;熟料窯燒結熟料所需的燃料由燃燒器噴入窯內,燃燒后產生高溫火焰及熱氣流,對熟料進行燒結、分解、預熱、烘干等加工,最后產生的廢氣由窯的高端排出窯外。
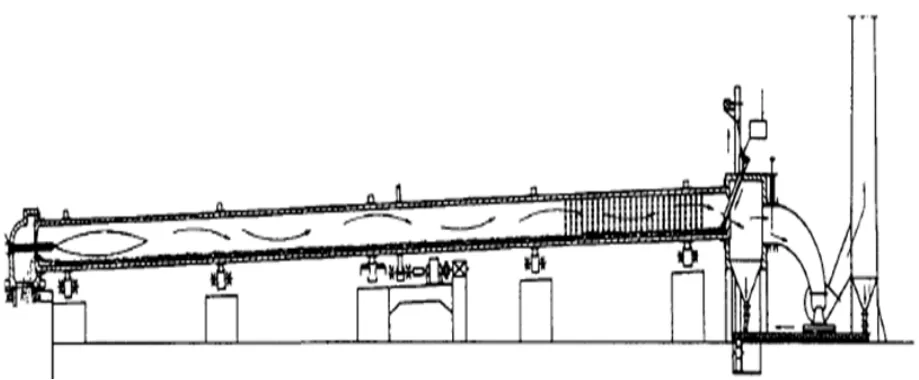
圖3 某水泥廠濕法回轉窯示意圖
回轉窯的尺寸主要是指回轉窯的直徑和長度。通過對回轉窯燒結物料的各種分析,依據企業的生產需求,來確定回轉窯的尺寸。回轉窯不僅要有足夠的容積,而且要有燃燒系統來確保物料熱加工以及保持物料反應環境溫度所必需的熱量。通過物料熱化學分析我們大致能確定物料反應時間,這樣就可以大致確定回轉窯的長度。
回轉窯的直徑和長度的確定最終基于企業對回轉窯燒結物料的需求量、物料化學反應持續時間以及生產中回轉窯橫斷面的物料填充比。
當這些數據確定后,我們可以通過計算機模擬系統對回轉窯的設計進行進一步優化。
一旦我們確定了回轉窯的尺寸,我們就開始研究回轉窯的內襯設計。對于直接加熱的回轉窯來說,其內部都有燃燒的火焰,因此回轉窯內必須設有耐火材料建造的內襯,用來保護用碳鋼制成的回轉窯筒體。
選用何種耐火材料來建造回轉窯內襯要因地制宜,依據不同的需求,選擇相應的設計方案。有兩種耐火材料建造的回轉窯內襯最具有代表性,即澆注料內襯和耐火磚內襯。這兩種內襯各有自己的優勢和不足,如何選用主要依據回轉窯內各區域的溫度、物料的化學組成以及物料的磨損性能。
1.2 回轉窯澆注料內襯
澆注料屬于不定型耐火材料,在施工前加水或其他業態結合劑調制攪拌而成。澆注料在施工前必須安裝錨固件,用來將澆注料內襯和回轉窯筒體錨固在一起。澆注料內襯的特點是可以采用機械化施工,人工成本相對較低;其缺點是質量不太穩定,施工工期較長,特別是在澆注料內襯拆除過程中,施工效率低,作業條件惡劣。
澆注料內襯的另一個特點是當內襯局部損壞時,修理方便。只需要將損壞部位周圍做少量的拆除清理,安裝合適數量的錨固件,按照澆注料施工工藝完成修補。工作量小,工期短,大幅度縮短停窯時間。澆注料內襯結構示意圖如圖4所示。

圖4 回轉窯澆注料內襯示意圖
1.3 回轉窯耐火磚內襯
回轉窯內襯采用的耐火磚大多數屬于硅酸鋁系耐火材料,其質量和耐火度取決于其中的氧化鋁含量。
以黏土磚為例,其坯料采用壓力機壓制成型,在倒焰窯或者隧道窯內經過合適的燒制,其性能優于澆注料。耐火磚的成本比澆注料略高一些,但耐火磚內襯不需要錨固件,質量比較穩定,比較容易實現施工中的質量控制。耐火磚內襯的耐磨損性能優于澆注料內襯。
耐火磚內襯的缺點表現為以下幾點:
耐火磚內襯砌筑時完全采用手工作業,人工成本很高。
耐火磚內襯和回轉窯筒體沒有連接,耐火磚內襯的整體強度主要來自于磚與磚之間的擠壓產生的拱圈作用,這就在耐火磚內部產生了很強的擠壓應力,容易造成耐火磚內襯的剝落損壞。
耐火磚內襯出現局部損壞后,修理起來比較困難,往往必須將整段內襯完全拆除后重新砌筑,工作量大,工期長,造成比較高的檢修成本。圖5所示為回轉窯耐火磚內襯示意圖。
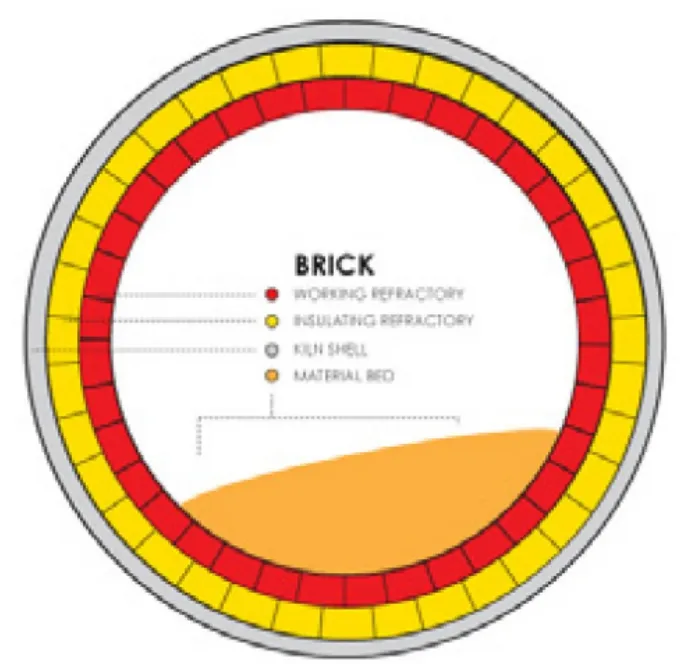
圖5 回轉窯耐火磚內襯示意圖
1.4 回轉窯內襯的工作層和絕熱保溫層
當回轉窯內襯耐火材料選定以后,接下來要進行回轉窯窯體的散熱損失的評估。
當我們認識到回轉窯內工作溫度較高,物料對內襯沖刷磨損嚴重,那么在內襯設計是就要考慮雙層內襯,兩層內襯分別稱為工作層和絕熱保溫層。
工作層選用重質耐火材料,滿足抵御高溫火焰和物料沖刷磨損;絕熱保溫層選用輕質耐火材料,用來提高內襯的保溫性能,減少回轉窯窯體散熱損失。
回轉窯內襯有了絕熱保溫層,可有效降低回轉窯的散熱損失同時亦有利于保護回轉窯筒體及其他筒體組件。
一般來講,帶有絕熱保溫層的回轉窯內襯往往用于操作溫度較高的回轉窯。絕熱保溫層內襯和工作層內襯耐火材料有著類似的化學組成,最大的區別在于各自的強度和導熱性。絕熱保溫層內襯耐火材料密度較低,強度較小,但其熱阻比較大,可有效降低回轉窯窯體散熱損失。
1.5 回轉窯內襯的維護
回轉窯內襯砌筑完成后,在還要在運行過程中要對內襯進行必要的維護,從而盡量延長其使用壽命。回轉窯內襯的使用壽命可達1年甚至幾年,但有以下幾個因素的影響會縮短回轉窯內襯的使用壽命:目前,在世界范圍內,大型回轉窯內襯大多采用耐火磚內襯。內襯砌筑工藝主要有以下幾種方法。
1.6 模板法
多適用于環向通縫砌筑。如下圖所示:
內襯從橫截面最低處開始沿環向分別向兩個方向砌筑,當高度超過窯體中心線時,設置一個模具,分別從兩個方向朝橫截面最高處合攏,邊砌筑邊支撐,直到完成鎖扣。
圖6是較為簡易的模具,完全采用手工操作,施工效率較低。

圖6 模板法回轉窯內襯砌筑示意圖(環向通縫砌筑)
為了提高施工效率,不少企業采用了風動支撐環,如圖2所示。
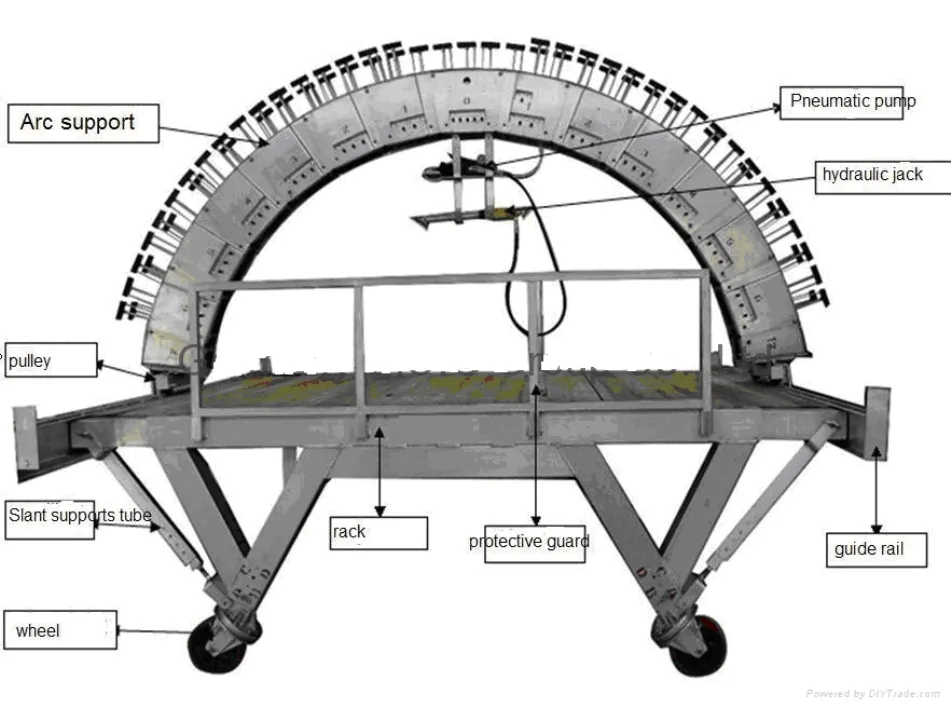
圖7 風動支撐環機器作業平臺示意圖(模板法回轉窯內襯砌筑)
該設備有兩排風動支撐裝置,施工效率得到了大幅度提高。
由于模板法必須采用環向通縫砌筑,限制了該工藝的適用范圍。在要求錯縫砌筑的回轉窯內襯砌筑中無法采用。
客觀上講,錯縫砌筑回轉窯內襯使用壽命優于環向通縫回轉窯內襯。在內襯使用壽命的中后期,明顯能在內襯環縫處觀察到V字形現象。這主要是兩方面原因引起的:
窯內物料滑動時沿環向沖刷比較嚴重,環向通縫為這種沖刷提供了有利條件,造成內襯早期損壞。
由于回轉窯各帶溫度差別較大,導致窯金屬筒體各部位溫差較大。以等直徑回轉窯為例,雖然在制作時筒體內徑是相等的,但在使用中,由于金屬筒體存在溫度差別,造成通體熱膨脹量不同,溫度高的區域內徑較大,而溫度低的區域內徑較小。內襯在金屬筒體內滾動,則內襯環與環之間角速度存在差別,這會引起環與環之間耐火磚揉搓,從而造成環縫處耐火磚早期損壞。
相比較而言,錯縫砌筑回轉窯內襯則不存在上述缺點。錯縫砌筑回轉窯內襯整體性較好,內襯使用壽命較長。
1.7 支撐法
如圖所示。采用支撐法砌筑回轉窯內襯砌筑時,從橫截面的最低處開始,分別向兩邊逐層砌筑,當超過橫截面的一半時,安裝支撐器。然后磚窯,再從低處向高處逐層砌筑,超過四分之一時第二次安裝支撐器,然后第二次轉窯。接著從低處向高處逐層砌筑,接近鎖扣位置時,第三次磚窯,開始鎖口,逐步完成內襯砌筑。
采用支撐法砌筑回轉窯內襯,既可以是環向通縫砌筑,也可以是錯縫砌筑。該工藝優點是采用工器具簡單,易操作;缺點是支撐器的支設引起了要筒體彈性變形,當支撐器拆除時,筒體恢復原狀過程中在內襯中因其強大的擠壓應力,造成磚砌體內襯早期損壞,使用壽命縮短。

圖8 支撐法回轉窯內襯砌筑工藝示意圖
1.8 膠結法
在大型回轉窯內襯砌筑中,膠結法應用不常見。只是有文獻介紹個別企業曾經采用過,但是由于其工序較多,施工工藝復雜,成本較高等原因,沒有得到廣泛推廣。
2 分散支撐法模具的設計研究
早期的回轉窯直徑較小,直徑大多不大于兩米,其內襯砌筑時大多采用分散支撐的方法,當內襯砌筑超過一半時,為了防止耐火磚下滑,每砌筑一塊耐火磚都采用一根簡易的支撐桿壓緊固定,當完成鎖口砌筑后,拆除所有支撐桿。采用該工藝砌筑回轉窯內襯,即可以實現環向通縫砌筑也可以實現錯縫砌筑。對于直徑較大的回轉窯采用該工藝施工效率太低,工期較長,不適合采用。
某氧化鋁企業設計制作了如下圖所示的作業平臺及支撐裝置。
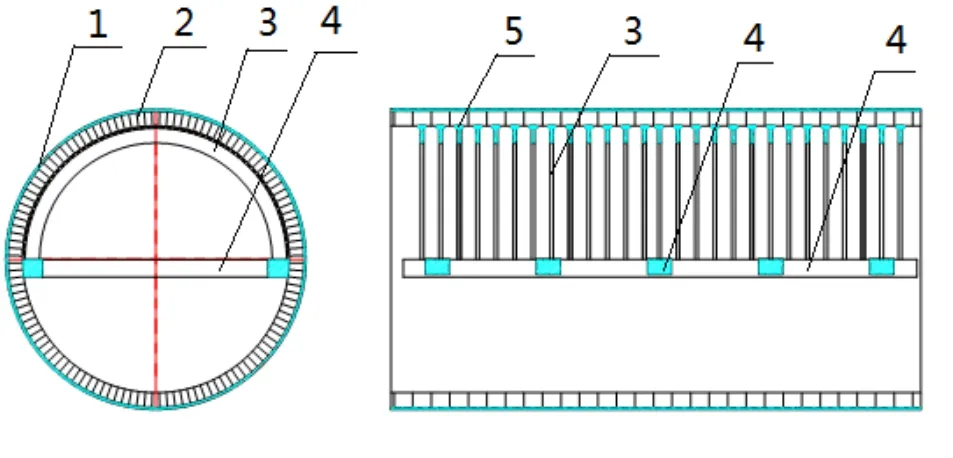
圖9 回轉窯錯縫砌筑作業平臺及支撐裝置(模板法錯縫砌筑)
平臺各個構件均采用了“積木”方式,方便運輸、組裝、拆卸。
所有構件采用木質,重量輕,方便在窯內運輸。
3 模板法錯縫砌筑回轉窯內襯
內襯砌筑從下半部分的最底部開始,砌筑到平口位置時,設置一套模板,如圖4所示。
模板包括橫梁、通梁、支撐弧板等幾部分組成。橫梁及通梁在同一平面上,設置高度應低于窯體中心線150mm~200mm。橫梁及通梁之間的裝配必須采用快速便捷的裝配方式,以便于在窯內施工現場組裝;支撐弧板采用木板拼裝,其半徑小于內襯內半徑25mm~30mm,拼裝方式如圖10所示。

圖10 支撐弧板制作示意圖
使用時將支撐弧板用合適的方式固定在通梁上。為了提高內襯的砌筑進度,搭設的作業平臺長度不小于6m;每塊磚長必須設置一個支撐弧板,以確保每砌筑一塊磚都能做到合適的支撐。
模板設置牢固后,開始砌筑上半部分內襯。每一塊磚砌筑合適后,都必須用木楔子將其固定妥當,如圖11所示。
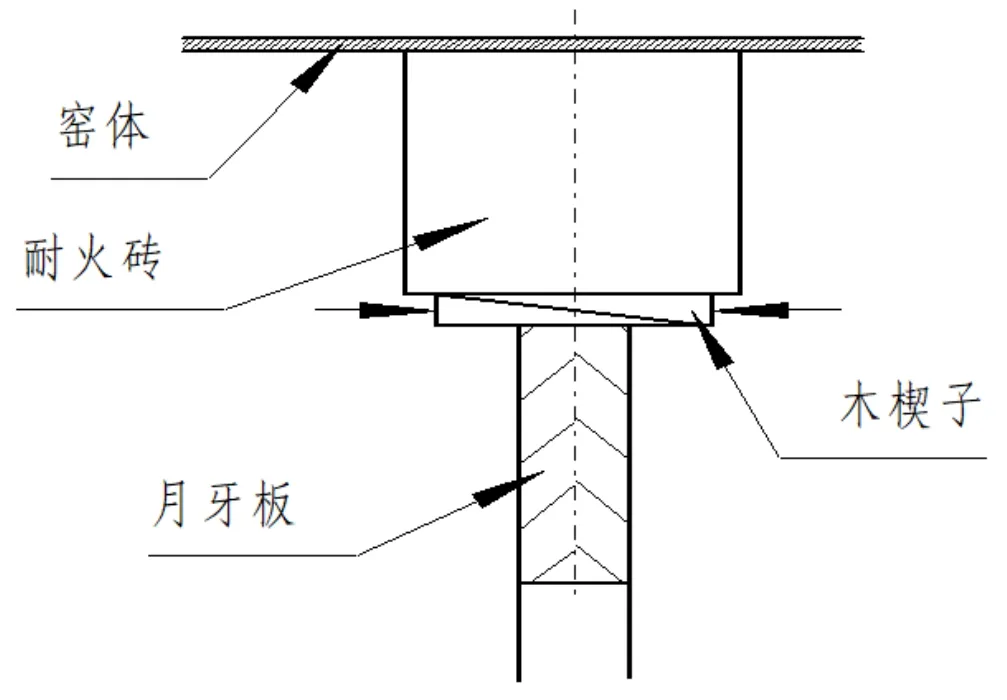
圖11 耐火磚支撐示意圖
用木榔頭按圖6所示的箭頭方向輕輕敲擊木楔子,以保證耐火磚的穩定、牢固。砌筑順序是沿兩側向上,逐步向頂部靠攏。
當砌筑到頂部鎖口位置時,在鎖口預留好的位置內設置一個小型千斤頂,緩慢頂壓其兩端的耐火磚,待內襯頂緊后拆除千斤頂,然后根據鎖口處空檔的大小,用組合式鎖口磚將該處內襯鎖砌完畢。待耐火泥漿初凝后,方可拆去支撐弧板。
用上述工藝砌筑回轉窯內襯的上半部分時,耐火泥漿的黏結時間及凝固時間必須合適,以保證施工按進度順利進行;耐火泥漿的黏結時間過長,則磚縫中的耐火泥漿會因自重而流淌,將導致支撐弧板拆除后內襯變形、松動甚至塌落。
4 結束語
采用模板法錯縫砌筑回轉窯內襯時,避免了內襯砌筑過程中的窯體轉動,施工效率略有提高;避免了支撐器的使用,消除了內襯中局部應力過大的現象,從而避免了內襯局部早期損壞,延長了內襯的使用壽命。據測算,回轉窯中后部內襯使用壽命延長25%以上。
采用模板法錯縫砌筑回轉窯內襯,不必轉動窯體,為窯內襯砌筑時采用機械化運磚創造了條件,對進一步提高內襯的砌筑效率,降低工人勞動強度具有重要意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34