提高二維工作臺定位精度的誤差補償方法研究
2021-03-10 02:41:42徐品烈田利忠種寶春趙玉民孫莉莉
電子工業專用設備 2021年1期
徐品烈,田利忠,種寶春,常 亮,趙玉民,孫莉莉
(1. 中國電子科技集團公司第四十五研究所, 北京100176;2. 中國電科電子裝備集團有限公司, 北京100176)
二維工作臺是半導體專用設備中最常見的結構部件。它的主要功能是實現加工件的傳輸和定位。近年來,隨著設備性能提高,對二維工作臺的定位精度提出了更高的要求。使用較低的硬件成本構建工作臺來滿足更高的定位精度是設備制造工程師設計中面臨的一個問題。
用誤差補償的方式提高工作臺的定位精度是一種簡潔有效的方法,許多文章討論了采用激光干涉儀,單獨測出工作臺直線軸的定位誤差分布,對誤差采用不同的分析方法,采用軟件對控制器發送的XY 的定位指令單獨進行誤差補償,提高定位精度。這種方法可以有效地減小誤差,但對XY 軸單獨測量,分析計算過程中也未考慮XY 互相影響造成的定位誤差。本文提出了單獨測量XY 軸的直線度誤差、垂直度誤差、定位誤差,并分析每根軸的每項誤差對單軸定位精度和關聯軸定位精度的影響,建立關聯函數予以誤差補償,并實驗驗證,證明了此方法可有效提高二維工作臺定位精度,并為同類二維工作臺今后的設計提供參考。
1 系統硬件結構
圖1 為二維工作臺結構圖,主要由直線導軌副、直線電機、光柵尺、基座平臺、支撐件等組成。采用直線電機作為驅動機構,避免傳動誤差,部件動態性能好,有效地降低裝配誤差,為達到較高的定位精度打下了良好的硬件基礎。

圖1 2D 工作臺結構圖
設計中,要求XY 整個行程范圍內,從任意一點A 到目標點B,在B 點的XY 兩個方向的定位精度均要求達到±3 μm。
二維工作臺機構由直線電機加直線導軌副組成,由伺服系統驅動,采用光柵尺進行位置反饋,組成了一個全閉環的控制系統。X、Y 軸有效工作行程均為200 mm,最大移動速度為400 mm/s,最大移動加速度10 000 mm/s2,重復定位精度±1 μm,定位精度±3 μm。工作臺采用雙零級精密大理石為底座。
2 誤差來源分析
二維工作臺的誤差來源比較復雜,主要包含關鍵零部件精度、制造加工過程和檢測3 個方面:
(1)工作臺底座、滾珠絲桿、螺母副、導軌、光柵尺等工作臺零部件在制造過程中引入的尺寸誤差及裝配過程中引入的裝配誤差;
(2)工作臺在負載下的變形及工作臺結構的力變形引起的定位誤差;
(3)具體工況中振動、濕度、溫度、氣流等因素引起的環境誤差及檢測誤差等[1]。
由于二維工作臺是在恒溫恒濕工作環境下運行,環境因素基本不變,所以主要的誤差來源是裝配誤差和制造誤差,由于這2 項誤差在產生之后基本保持恒定值,因此選擇使用雙頻激光干涉儀先單獨測得二維工作臺的單軸各項誤差分布曲線,然后選擇一種方法對誤差曲線進行分割,再分析每項誤差對單軸和關聯軸的精度的影響,建立函數關系,再通過軟件根據工作臺不同的行程區間進行分段補償,以達到控制工作臺誤差的目的。
3 誤差的處理方法
影響定位精度的每種誤差在行程范圍內是非線性的,直接建立誤差曲線是比較困難的,但是將誤差曲線分段,在小的區域范圍內可以線性化處理[2]。為了將誤差控制在許可的范圍內,采用的方法是XY二維平面工作臺,對每個軸在全行程范圍內,對每隔一定長度取一個采樣點,假設采樣點長度間隔為n,共計K個采樣點,這樣,X 軸行程可以分割為長度為n的k個線段,同理,Y 軸行程可以分割為長度為n的k個線段,這樣XY 工作臺行程內的平面分成n×n個小的區域,如圖2 所示。
在這個平面上,從A 點運動到B 點,目標點B(x,y)在一個小的區域內。依據B 點的坐標值x、y,可以單獨計算出B 點在X 軸的段號和Y 軸的段號。依據B 點的x坐標,計算出B 點在X 軸的第m段,第m段兩個測量點對應的X 軸坐標為xm、xm+1,這兩個測量點對應的誤差為△Em和△Em+1,如圖2 所示,在這個區域內,誤差可用線性差值的方法求出,那么,B 點在X 軸對應的誤差△Ex=[(x-n·m)/n]·(△Em+1-△Em)。

圖2 XY 平面分割圖
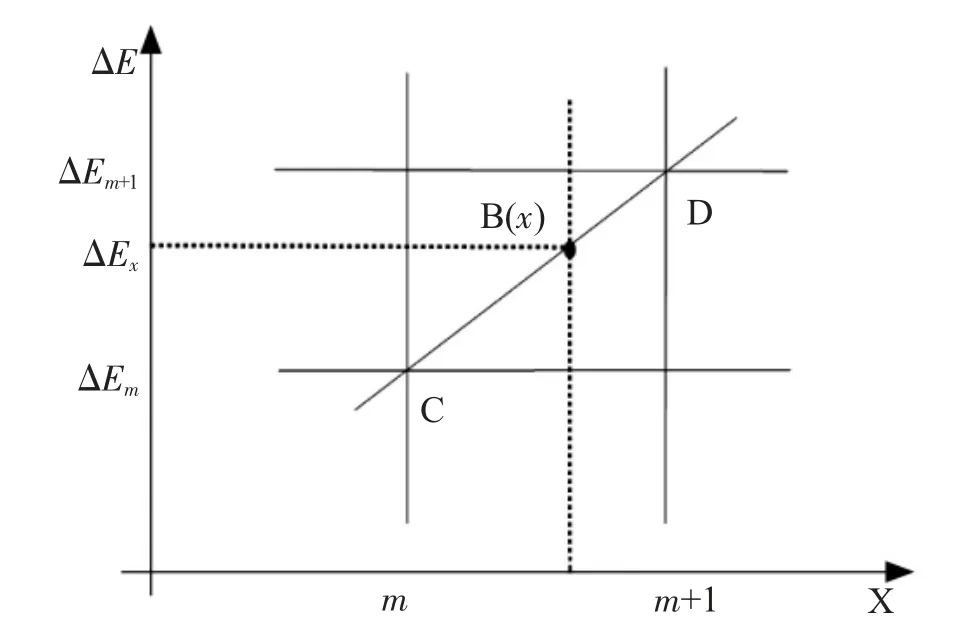
圖3 區域誤差分布圖
使用雙頻激光干涉儀作為測量工具,首先分別測出X 軸、Y 軸在采樣點直線度誤差、垂直度誤差、定位誤差,將單軸的每種誤差建立獨立的數據表格,將這三種誤差綜合,作為2D 平面上目標點的誤差,在軟件中加以補償,實現了工作臺精度提升[3]。
4 誤差補償方法
4.1 直線度誤差的處理方法
在X 軸上,B 點前后節點號分別為m,m+1,那么,X 軸的直線度誤差記△El,為前后節點的直線度誤差即為△Em,△Em+1,可以用線性查補的方法求出X 點的直線度誤差△El[4]:

X 軸的直線度誤差△El對B 點在X 方向定位造成誤差△El·(1-cos β),對B 點在Y 方向造成誤差△El。同理,Y 軸的直線度誤差△E'l對B 點在X 方向定位造成誤差△E'l,對B 點在Y 方向造成誤差△E'l·(1-cos β)。
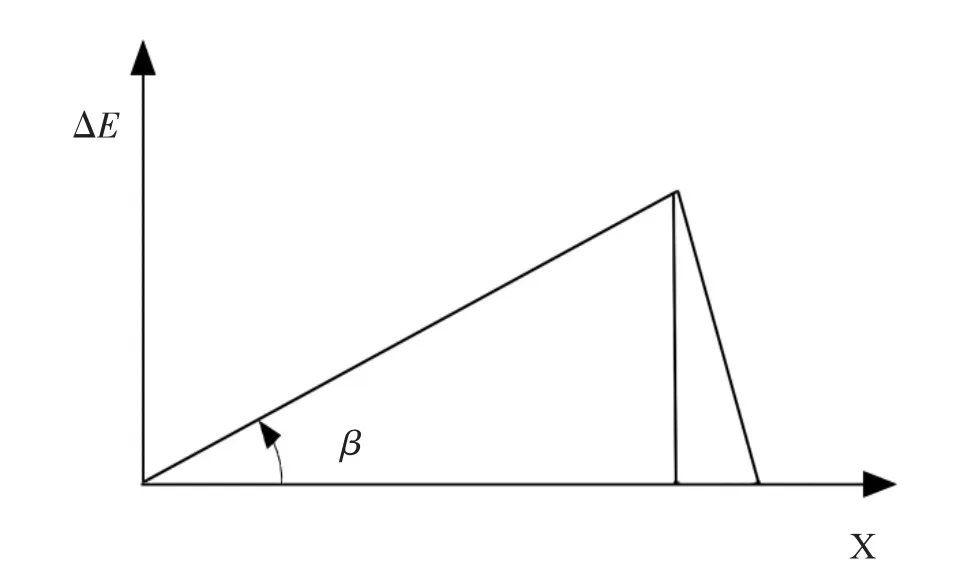
圖4 誤差計算圖
4.2 垂直度誤差
垂直度誤差分布與消除方法與直線度誤差方法一致,區別在于因為X 軸做基準軸,那么只考慮Y 軸誤差對定位精度的影響。
Y 軸垂直度誤差記為△Eo,
垂直度誤差對B 點在X 方向定位造成誤差△Eo
Y 定位造成誤差△Eo·(1-cos β)
4.3 單軸定位精度對平面定位精度的影響
單個運動軸的定位精度,其對定位中單個軸的定位精度影響是直接的,在總誤差中可直接計算。
X 軸的定位誤差為△Epx,
Y 軸的定位誤差為△Epy,
經以上分析,目標點B 點的總誤差為△E,可以分解為△Ex和△Ey。

求出總誤差后,在軟件中做定位誤差補償算法,根據B 點的實際坐標,控制器發送運動指令時,對誤差進行補償。
5 實驗驗證
實際測試時,使用的測試平臺X、Y 軸有效工作行程均為240 mm,最大移動速度為400 mm/s,最大移動加速度10 000 mm/s2。每5 mm 取一個采樣點,每軸均采49 個樣點。每組測量重復最少5次。然后求平均值作為測量值。
圖5 和圖6 是直線度誤差生成的圖形。

圖5 X 軸直線度誤差

圖6 Y 軸垂直度誤差
從圖5 可以看出,通過精確調試,X 軸的直線度誤差可以控制在1 μm 以下。垂直度誤差也通過邊測量邊調試的方法控制在1 μm 內。Y 向垂直度誤差在2.5 μm 內。
圖7 是X 軸定位精度單獨測量時的數據生成圖。XY 軸的定位誤差單獨測量時都達到15 μm。
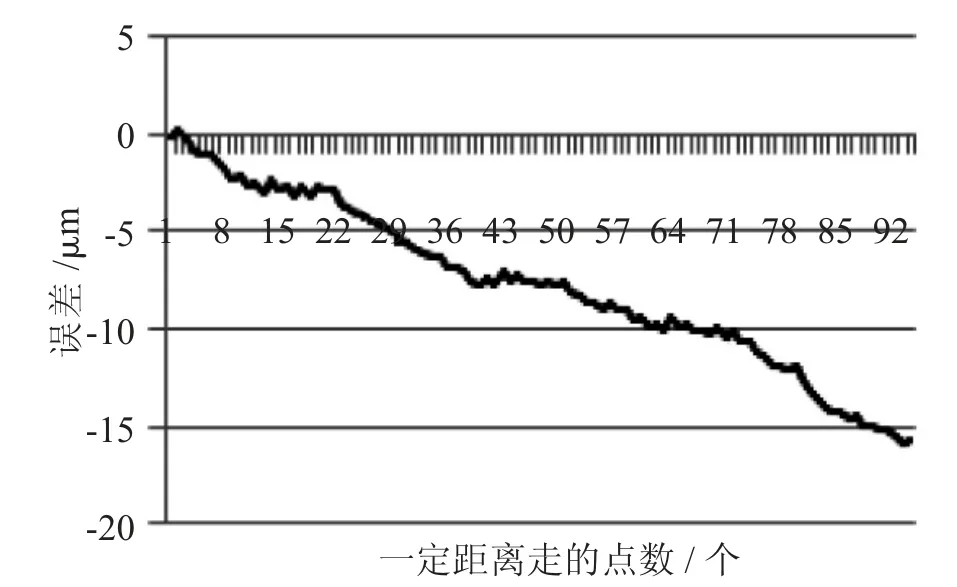
圖7 X 軸定位誤差
經過誤差補償后,測量結果如圖8 所示,可用二維光柵測量儀或者激光干涉儀加視覺傳感器同時測量二維平面內的XY 的定位精度,實際結果定位精度滿足設計要求。

圖8 XY 軸的定位精度
根據實驗數據,2D 工作臺在行程范圍內移動時,在任意一點的定位精度優于3 μm,滿足設計要求,用誤差補償的方法可以達到較高的定位精度。
6 結束語
本文討論了測量二維工作臺XY 軸直線度誤差、垂直度誤差、定位精度誤差等,分析了每種誤差對單軸定位精度和關聯軸定位精度的影響,采用水平分割法對誤差線性擬合,建立了誤差補償的函數方程式,用誤差補償的方法,提高了二維工作臺的平面定位精度,并為定位精度的計算方法提供了參考。
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
