離散型制造企業刀具信息提取及固化方法研究
2021-03-11 13:28:54丁東旭南博儒張永紅
測控技術 2021年2期
丁東旭, 南博儒, 張永紅
(航空工業慶安集團有限公司,陜西 西安 710077)
在制造企業中,首件(批)零件檢驗[1]合格后,工藝人員需收集首件(批)生產過程中的工藝要素(機床、刀具、夾具、數控程序等)和工藝過程并將其固化,以保證后續生產過程的質量穩定性。對于離散型制造企業[2],每年首件(批)零件種類多,新研產品迭代頻繁,工藝要素固化工作煩瑣。其中刀具固化的工作量相較于其他要素固化的工作量更是呈指數級增長。刀具固化過程是指試切人員在首件(批)檢驗合格后,在工藝人員提供的原有刀具清單的基礎上,將試切過程中調整的刀具信息反饋給工藝人員。工藝人員依據反饋信息將原有刀具清單完善后固化。由于刀具固化工作煩瑣、固化工作量大,如何高效準確地回歸固化刀具信息成為離散型制造企業亟待解決的問題。
刀具信息傳遞是刀具固化的關鍵技術,目前常用的刀具信息傳遞的方法有射頻識別技術(Radio Frequency Identification,RFID)和條碼識別技術,這些識別技術針對刀具信息的識別、傳遞、跟蹤給出了很好的解決方案[3],但是在刀具固化場景的應用中有一定的局限性。首先,刀具固化過程是在原有刀具清單的基礎上修改后完成的,所以應用識別技術進行刀具固化無法重用原有刀具清單中的信息。其次,上述識別過程需識別每個元件的信息,刀具由多個元件組成,因此通過識別技術記錄刀具信息在刀具固化場景中的應用的效率并不高。通過分析其他需固化的工藝要素可知,數控程序通過DNC(Distributed Numerical Control)系統回傳固化的固化效率很高,并且數控程序依賴于刀具并與刀具一一映射,數控程序中包含了刀具信息,因此本文提出了一種以數控程序為載體實現刀具快速固化的方法。具體過程如下:首先規范數控程序中的刀具注釋信息,通過信息抽取技術從數控程序的注釋信息中提取刀具的關鍵信息;然后將刀具關鍵信息經刀具選配模型轉換,獲得完整的刀具信息;最后工藝人員只需通過對比前后刀具清單變化,完善刀具清單,即可實現刀具的快速固化。
信息抽取技術和刀具選配技術是本方法實現刀具快速固化的主要技術,國內外學者關于信息抽取和刀具選配技術方面均有研究,其中針對數控程序的信息抽取方法多采用正則表達式完成,文獻[4]和文獻[5]通過正則表達式實現數控程序解析和編譯;文獻[6]和文獻[7] 通過正則表達式實現數控程序的仿真和檢錯等。另外,在工程化應用方面,美國CIMCO公司開發的CIMCOEdit軟件也具有從數控程序中提取刀具信息的功能,但其功能簡單且準確率不夠高。因此本文基于正則表達式配合注釋信息的編碼規則設計了刀具信息提取的算法。在刀具選配技術方面,文獻[8]和文獻[9]利用層次分析法建立了刀具選配的層次分析模型,通過系統綜合評價推送刀具方案;文獻[10]通過建立刀具選配的適應度函數,提出利用遺傳算法求解刀具選配模型的刀具方案;文獻[11]和文獻[12]采用實例推理的方式,通過計算目標實例與庫實例的相似度實現刀具方案的推送。上述研究多是通過評價算法或優化算法實現刀具方案推送,適用于輸入條件不清晰的工藝規劃階段的刀具方案推送,并且上述研究并未給出模塊式刀具的組裝與選配的解決方案,而模塊式刀具在制造企業有著廣泛應用。因此,本文根據刀具固化的應用場景,模擬刀具應用人員的刀具選型過程,建立基于加工規則和模塊式刀具關聯規則的刀具選配模型。
1 刀具注釋信息的編碼規則
數控程序中刀具信息一般為注釋信息,其不控制刀具動作,只是對使用的刀具進行描述,一般注釋在換刀指令附近,以便于在安裝刀具時獲取刀具信息以及刀具與數控程序的對應關系,從而保證注釋信息的完整性和傳遞性,規范刀具注釋信息。定義數控程序中刀具注釋信息由3個部分組成,分別為實際加工的刀具信息,即試切時實際使用的刀具編碼;優選刀具規格,即滿足數控加工的優選刀具規格信息(優選刀具是指編程人員在數控編程時從企業優選刀具目錄中選取的刀具),由于生產準備過程復雜,在試切時有可能無法借用到優選刀具,所以實際使用的刀具并非最理想的刀具,因此備注刀具優選刀具的規格信息(一般在數控編程時編程人員已經給出);刀具安裝信息即刀具懸伸量。刀具信息的集合化描述為
ET=(Tc,To,e)
(1)
式中,ET為刀具注釋信息;Tc為優選刀具規格信息;To為實際加工刀具信息;e為安裝信息。
以注釋信息“XD D20×45×R2 T2040005678 XS50”為例,其中,“XD D20×45×R2”為優選刀具規格Tc,即直徑20 mm、最大加工深度45 mm、刀尖圓角2 mm的立銑刀;“T2040005678”為實際加工刀具To,用實際加工刀具的企業編碼表示;“XS50”為安裝信息,即刀具懸伸量50 mm。
2 刀具信息的抽取過程
正則表達式在數控程序的編譯、仿真檢查中均有應用,本文主要通過正則表達式提取數控程序中的刀具信息,正則表達式提取刀具信息過程如下。
① 獲取換刀位置:根據不同數控系統中換刀指令的編碼格式(見表1)制訂匹配規則,定位數控程序的換刀位置。通過遍歷數控程序,匹配換刀規則,獲取換刀位置節點。例如Fanuc系統匹配換刀位置的正則表達式為^[^\().*[^A-Z]T\d{1,4}((\b)|M|(\()).*$。

表1 不同數控系統換刀和注釋方式
② 遍歷換刀位置附近的數控程序代碼,找出注釋刀具信息語句,將刀具號與刀具注釋信息保存。并將相同刀具號的刀具信息進行去重,獲得刀具號與刀具注釋信息一一對應的刀具集合B。其集合化描述為
B=(i,Itool)
(2)
③ 將刀具注釋信息Itool通過正則表達式分解成(Tc,To,e)。
④ 優選信息Tc按不同刀具的參數化規則,將其分解成對應的刀具規格參數。
假設刀具號為1的刀具注釋信息為XD D20*45*R2 T2040005678 XS50,基于正則表達式逐層分解,將刀具信息分解為結構化數據。
B=(i,Itool)=(i,(Tc,To,e))=(i,((type,dc,ap,r),toolcode,e))
B=(i,Itool)=(1,((′millingtoool′,20,45,2),′T2040005678′,50))
將刀具信息轉換成結構化數據后,以Tc作為刀具選配工具的輸入即可選取合適的模塊式刀具或優選刀具。
3 刀具選配工具的設計
3.1 刀具組成
刀具是機械加工行業的重要組成部分,刀具種類繁多,隨著刀具技術的發展,刀具結構也愈加復雜,不同類型的刀具組成方式也不相同。一般完整的刀具系統由刀柄模塊、中間模塊、切削模塊組成[13-14]。刀具的表示形式為

(3)
式中,ET為刀具集;TH為刀柄模塊;TM為中間模塊;TB為切削模塊
刀具組成如圖1所示,刀柄模塊后端與機床相連,其后端類型由機床主軸決定;切削模塊是參與切削的部分,主要由工件材料及工件尺寸特征決定;中間模塊主要用于變換尺寸及連接切削模塊和刀柄模塊。刀具各元件之間相互關聯。其關聯關系由各刀具之間的裝配關系確定,因此確定了刀具各類刀具組成和裝配關系即可創建該類刀具的關系型數據庫。
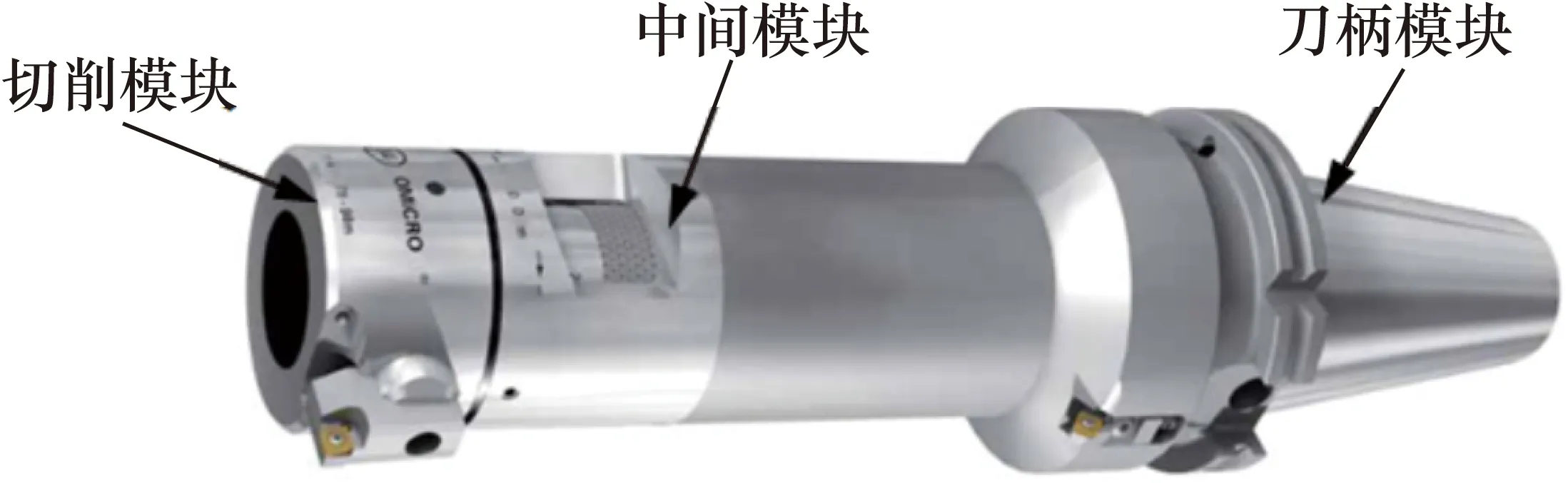
圖1 刀具組成
3.2 刀具分類及數據庫設計
數控刀具按其組成分為整體式刀具和模塊式刀具,整體式刀具顧名思義即一體式刀具,模塊式刀具則由兩個或兩個以上的刀具元部件組成,例如可轉位銑刀由可轉位刀桿和可轉位刀片這2個部分組成;U鉆由U鉆刀桿、中心刀片和外緣刀片這3個部分組成;模塊式鏜刀由多個部件組成,其不同的組合方式形成不同種類的模塊式鏜刀。加工中心常用刀具組成如圖2所示。
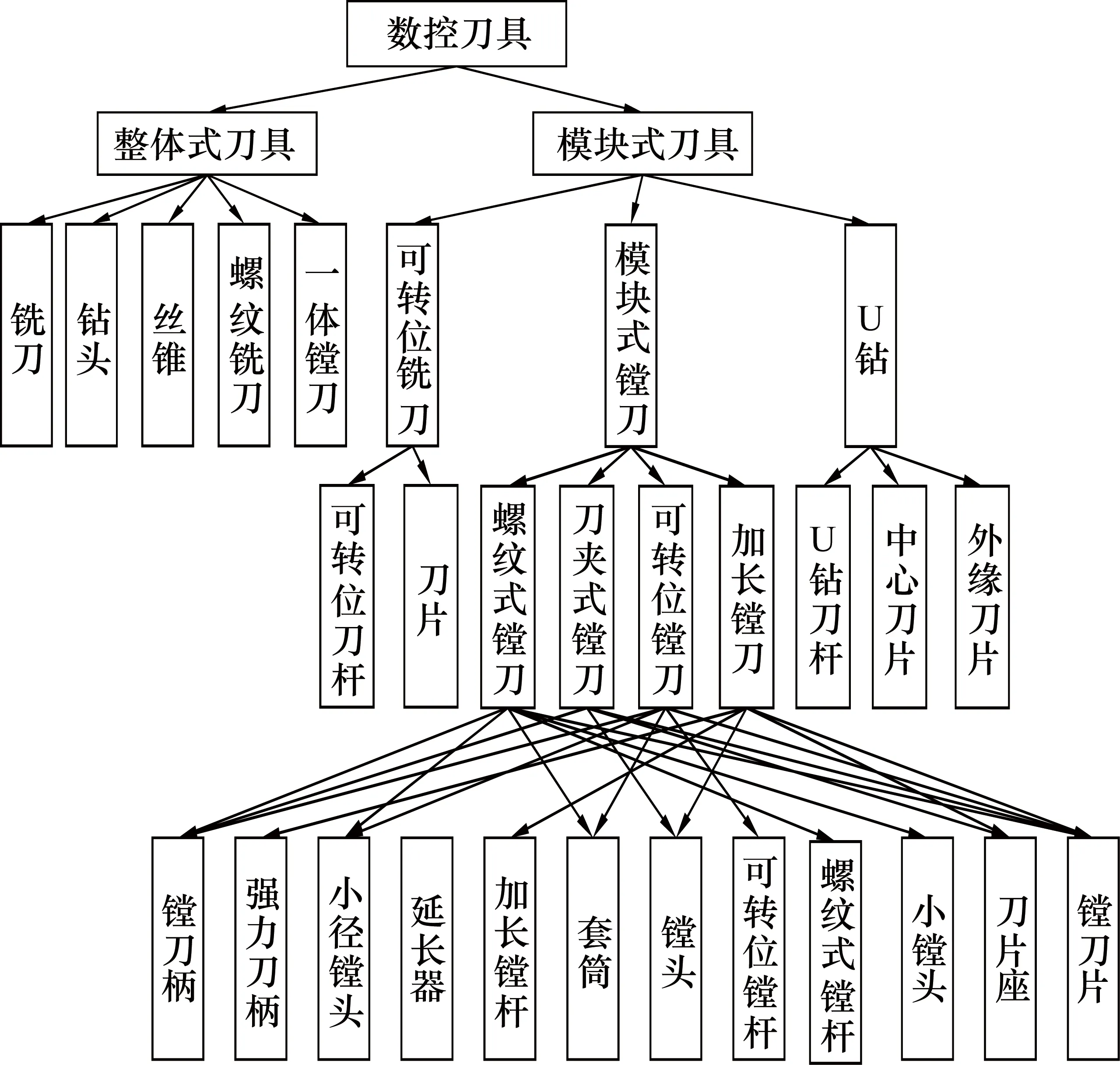
圖2 加工中心常用刀具組成
一般整體式刀具由刀具編碼、規格信息和被加工材料信息等組成。模塊式刀具根據其組成建立刀具選配工具的E-R(實體-關系)模型,確定組成模塊式刀具各元件的模型這些模型之間的關聯關系。
以U鉆為例,如圖3所示,完整的U鉆刀具系統由刀柄、變徑套、刀桿、中心刀片和外緣刀片組成,刀柄與機床主軸相連,其刀柄類型由機床主軸決定,刀桿和刀片的選型則由工件的材料和孔特征確定。

圖3 U鉆的一種連接關系
如圖4所示,根據U鉆的連接關系,建立U鉆的E-R模型,確定組成U鉆各元件的內部結構和關聯關系。
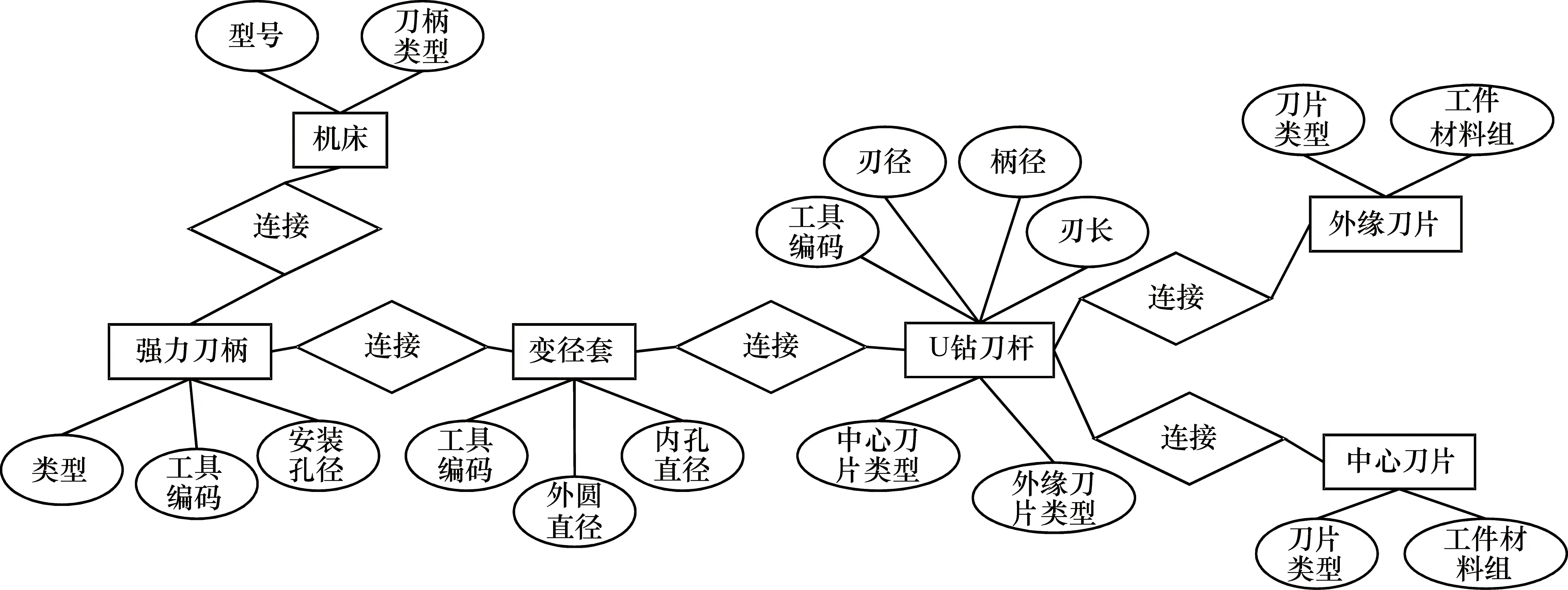
圖4 U鉆E-R圖
3.3 確定刀具選配模型
刀具選配建模是在零件加工特征和刀具屬性數據庫中進行條件匹配,找到一種可行的方案集,以便能夠針對特定加工特征選出適合的刀具[10],根據工藝進行刀具選配的一般過程,建立式(4)所示的通用刀具選配模型,以工件所在材料組、刀具關鍵參數、刀具類型作為輸入,得到滿足加工要求的刀具集,即
ET=F(mP,KT,tT,mach)
(4)
式中,ET為可用刀具集;mP為被加工工件所在的材料組;KT為刀具關鍵參數;tT為刀具類型;mach為機床型號。
其中,刀具關鍵參數即在刀具選型過程中,對于不同刀具,選型過程中除工件材料組、機床型號等公共屬性外,還須重點考慮的刀具關鍵規格參數,表2給出常用刀具的刀具關鍵參數進行定義。
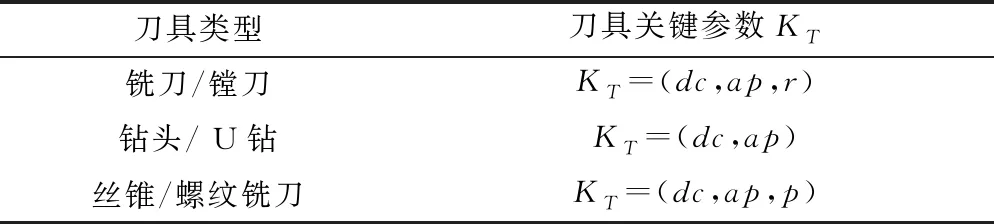
表2 常用刀具的刀具關鍵參數定義
表2中,dc為刀具直徑;ap為最大加工深度;r為刀尖圓角;p為螺距。
通過對常用刀具的刀具關鍵參數定義,即可確定不同類型刀具在選配過程中的完整輸入,刀具類型作為條件的規則推理過程如下:
IF (tT=″銑刀″∨tT=″鏜刀″)
THENET=F(mP,dc,ap,r,tT,mach)
IF (tT=″鉆頭″ ∨tT=″U鉆″)
THENET=F(mP,dc,ap,tT,mach)
IF (tT=″絲錐″∨tT=″螺紋銑刀″)
THENET=F(mP,dc,ap,p,tT,mach)
因此,以U鉆為例,按照輸入規則,U鉆以被加工工件所在材料組(mP)、刀具直徑(dc0)、最大加工深度(ap0)和機床型號(mach)作為刀具選配模型輸入,按照U鉆的實體及關聯關系(E-R)(如式(5)所示),即可確定U鉆選配數據庫模型。式(5)中各數據表屬性及其含義如表3所示。
ΠH.c,RS.c,A.c,PB.c,CB.c(σM.model=mach∧M.type=H.type(σH.d=RS.db(σA.db=RS.da((σA.pbtype=PB.type∧A.cbtype=CB.type(σpmat=mp(PB)×σcmat=mp(CB)×σdc=dc0∧ap≥ap0(A)))×RS)×H)×M))
(5)

表3 U鉆選配數據庫模型各數據表屬性及其含義
在根據刀具選配模型得到刀具的可行方案集之后,將可行方案集按照加工經驗進行排序,如按照加工經驗,在滿足特征加工深度的前提下,在選取刀具時盡可能選取刃長短的刀具,依此經驗將方案集按照刃長的升序排列,使更合理的刀具優先被選取。
4 刀具固化系統詳細過程設計
4.1 刀具要素固化的運行場景
刀具固化運行場景如圖5所示。首先工藝人員編制數控程序時,從刀具庫中選取刀具(刀具庫刀具編碼格式與數控程序注釋信息一致),編制完成后將數控程序經DNC下傳至機床,操作者在試切過程中根據現場刀具的實際使用情況,按需修改數控程序中的刀具注釋信息,試切完成后將經過試切的數控程序經DNC回傳,工藝人員通過刀具要素固化系統讀取數控程序,提取并結構化數控程序中的刀具注釋信息,并經刀具選配工具獲取完整刀具信息,試切前后的刀具進行對比并綜合評價后,將固化的刀具清單填寫至CAPP中,CAPP與ERP數據互通,自動生成刀具固化包。該零件在下次加工時,數控程序和刀具清單均已固化并且數控程序與刀具清單一一對應,直接按固化包準備即可。

圖5 刀具要素固化的運行場景
4.2 刀具固化系統的詳細設計過程
刀具固化系統數據庫選用MySQL, 根據刀具選配知識建立各類刀具的關系型數據庫,系統采用B/S架構,通過瀏覽器訪問服務器與數據庫進行數據交互[15-18]。系統開發語言為Java,基于SSM(Spring+SpringMVC+MyBatis)框架,采用模型層、視圖層、控制層三層架構,用戶登錄系統后,可在刀具要素回歸模塊上傳固化的數控程序,控制層解析數控程序、結構化刀具信息并調用各刀具查詢模塊,將查詢結果與注釋信息以對象集合保存,轉發至視圖層展示。基于正則表達式解析數控程序結構化刀具信息的詳細過程如圖6所示。首先通過遍歷數控程序基于正則表達式驗證獲得其換刀語句,然后遍歷其換刀指令附近的語句根據系統注釋提取該刀具的注釋信息,通過比較、去重等操作后,得到每把刀具的刀具號及其注釋信息,將結構化的刀具注釋信息作為刀具選配系統的輸入,最后通過人機交互的方式得到各刀具的完整信息。
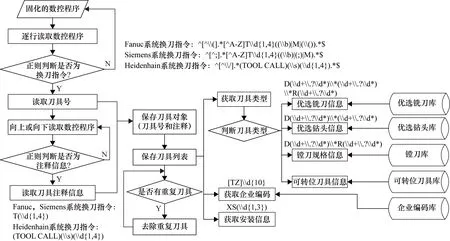
圖6 刀具要素固化的詳細設計過程
如圖7所示,工藝人員上傳數控程序后,系統會自動解析數控程序,跳轉至刀具信息提取界面,界面顯示當前數控程序所使用的刀具信息,具體信息如下:刀具號和刀具注釋信息、優選刀具的刀具類型和刀具規格、實際加工使用刀具的企業編碼和刀具規格,有優選目錄的刀具還會顯示實際使用的刀具是否為優選刀具。
工藝人員單擊每條刀具數據后跳轉至刀具選配界面,如圖8所示,系統自動推送滿足要求的可行方案集。每條數據為一套刀具方案,方案包含了刀具組件的完整物料清單。圖9為圖8中第一條數據的完整物料清單,清單包含了每個刀具元件的刀具型號和企業編碼,當前數據為在設備DMC60U加工直徑28 mm、深度40 mm、刀尖圓角R0.2、工件材料為N類材料的鏜刀刀具方案。將推送的方案與刀具樣本推薦對比,推送的刀具方案均可滿足加工要求,并且按照優先級進行排序。經實際加工驗證,推薦的優選方案均能很好地滿足加工要求。

圖8 刀具選配界面
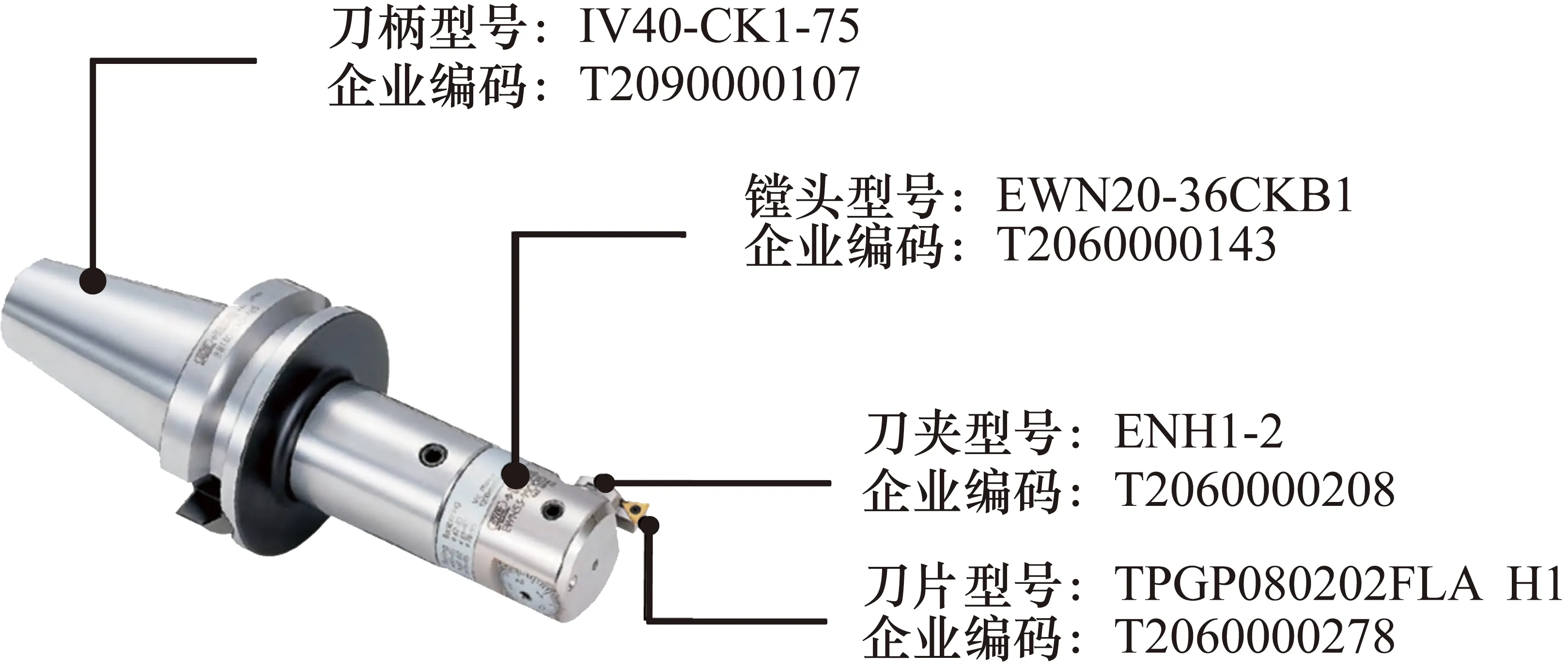
圖9 可行方案的完整物料清單
4.3 刀具固化系統與仿真軟件VERICUT的集成
在實際生產中,有時還需對固化的數控程序進行仿真,檢查數控程序,用于問題復現等,對于一些前置丟失的數控程序還可通過刀具固化系統將數控程序逆向,自動生成仿真軟件VERICUT的刀具文件。VERICUT刀具模型由XML文件驅動,其數據由Holder(刀柄)、Cutter(刀具)、GagePoint(裝夾點)3個部分組成(如圖10所示)。

圖10 Vericut刀具的表達形式
根據VERICUT刀具文件的數據組成,建立VERICUT刀具模型的類圖,確定其內部結構及關聯關系(如圖11所示)。
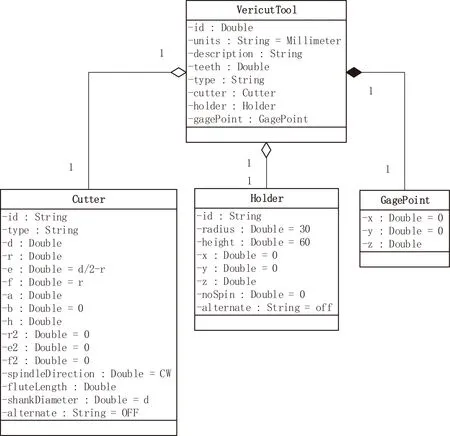
圖11 VERICUT刀具模型的類圖
根據VERICUT刀具模型的類圖,將結構化的刀具注釋信息作為系統輸入,利用Dom4j逆向生成與數控程序刀具對應的刀具文件(如圖12所示)。通過逆向生成VERICUT刀具文件實現仿真環境的快速搭建,并檢查數控程序。
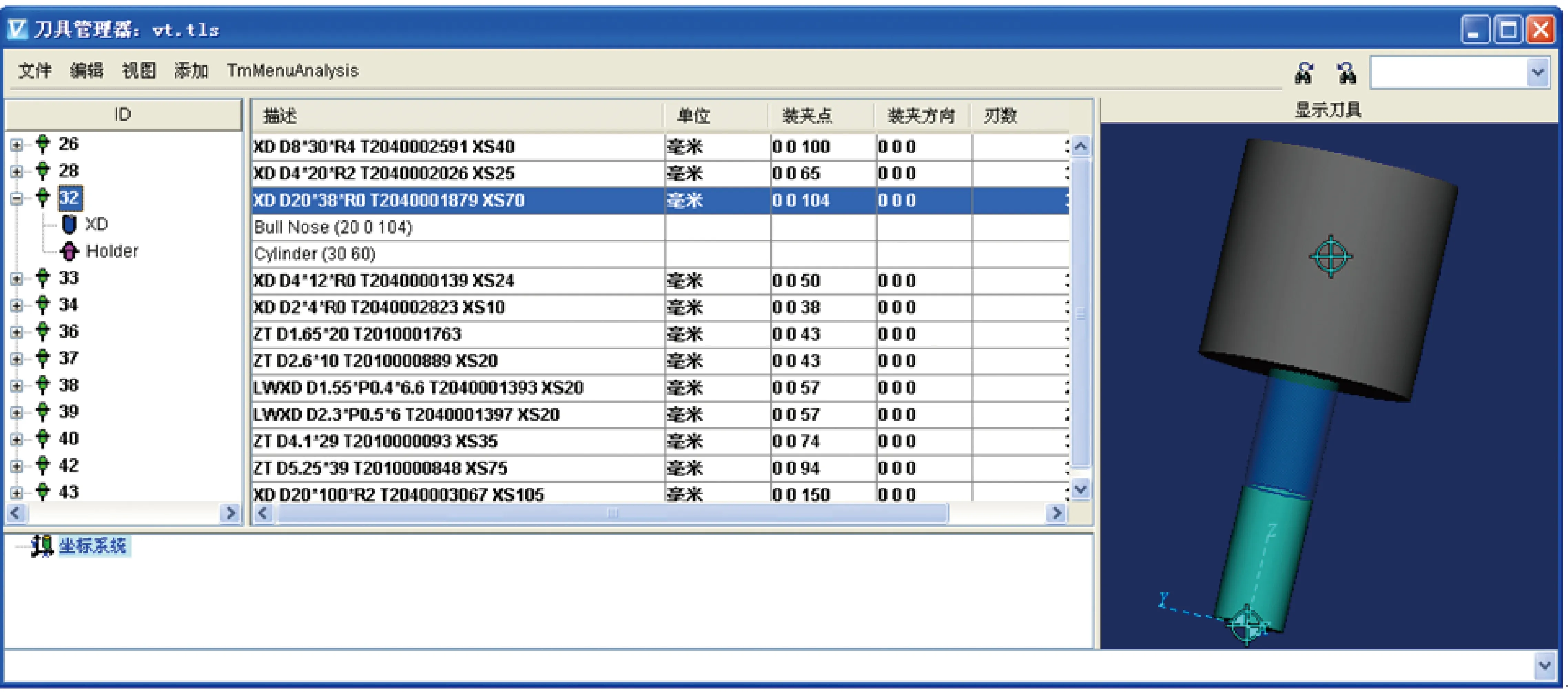
圖12 逆向生成的VERICUT刀具文件
5 刀具固化方案對比
本方法經數輪迭代后,實現了不同數控系統的刀具固化,圖13所示為同一數控程序通過本方法和CIMCOEdit軟件的刀具信息提取的結果對比。通過對提取結果進行分析(如表5所示),本方法有以下優勢。
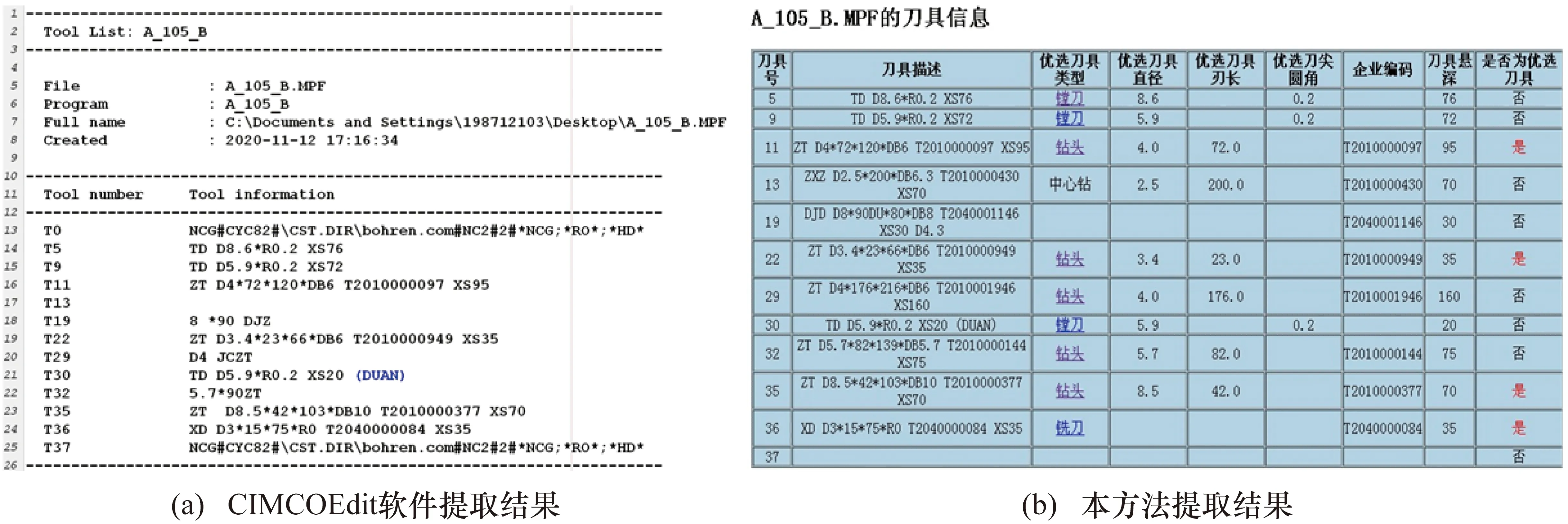
圖13 不同方案的刀具信息提取結果

表5 同一程序不同工具下的刀具信息提取結果
① 當數控程序中未備注刀具注釋信息時,系統不會提取錯誤的刀具信息,誤導工藝人員。
② 當一把刀具被多次調用時,在任意換刀指令后備注刀具信息,均能提取到該刀具的注釋信息。
③ 當一把刀具被多次調用時,換刀指令后多次注釋且注釋內容不一致時,系統會自動比對注釋信息,識別哪條信息為完整的刀具注釋信息。
6 結束語
刀具要素固化由之前紙質傳遞刀具信息變為由數控程序傳遞。與數控程序固化一起,通過DNC系統將數控程序上傳,工藝人員通過刀具信息提取系統從數控程序中提取數據,經刀具選配工具翻譯,識別刀具并優選,完善刀具要素,簡化工藝固化工作。在此基礎上還完善了數控編程軟件刀具庫,使刀具庫中注釋信息的編碼規則與刀具要素固化系統的編碼規則保持一致。形成數控程序編制、試切、固化過程中的刀具信息的唯一數據元傳遞,操作者在試切過程中變更刀具時只需修改需要變更數控刀具的注釋信息。目前刀具要素固化系統已應用在生產實際中,完成了千余道工序刀具固化工作,固化效率較之前有很大的提高。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中華手工(2017年2期)2017-06-06 23:00:31
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
中外會展(2014年4期)2014-11-27 07:46:46
石油化工應用(2014年8期)2014-03-11 17:40:03
