基于Autoform司機門后立柱內板沖壓成形分析及優化
2021-03-12 08:28:42張建成徐逸倫
南方農機 2021年5期
張建成,李 紅,徐逸倫,吳 雷
(揚州大學機械工程學院,江蘇 揚州 225127)
0 引言
在汽車制造中,車身零部件的精度要求比較高,生產批量大,因此,目前絕大部分汽車制造商都采用金屬板料沖壓成形技術生產車身零部件[1]。而汽車覆蓋件成形是汽車制造的關鍵工藝。車身覆蓋件尺寸和形狀精度要求高,零件表面要求光順、圓角均勻和裝飾特征線清晰。拉延工序是車身覆蓋件所有制造工序的基礎,車身覆蓋件拉延質量的好壞關系到整個工藝方案的成功與否,直接決定了最終產品的外觀是否滿足生產要求[2-3]。車身覆蓋件具有復雜的空間自由曲面,輪廓尺寸較大,在拉延成形過程中容易出現拉裂、起皺和回彈等質量缺陷[4]。
本文使用Autoform軟件對汽車覆蓋件中的司機門后立柱內板進行了CAE模擬分析,對拉延筋的幾何尺寸、布置方式、壓邊力大小、板料尺寸等參數進行了拉延仿真[5],發現參數設置不當時,制件上有許多應變狀態點超出了成形極限圖的安全區域。修正這些參數后再次進行CAE模擬仿真,仿真結果表明,修正參數使內板的成形質量得到了明顯改善,有效減少了試模次數和模具設計周期。
1 原始模型的建立

表1 司機門后立柱內板板料性能參數
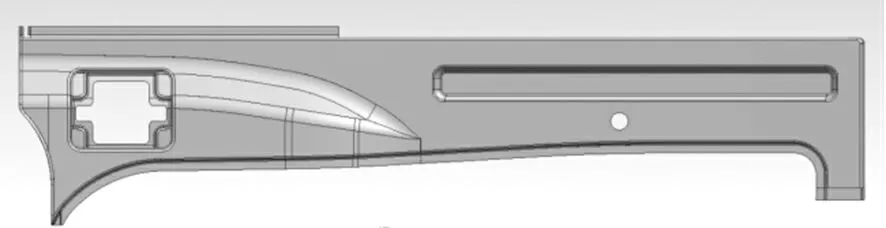
圖1 零件示意圖
在Autoform軟件中對模型的材料與尺寸進行賦值。司機門后立柱內板的材料是DC04,板料厚度1.0 mm,相關參數如表1所示。建立如圖1所示的司機門后立柱內板原始模型,零件及成形刀具體如圖2所示。
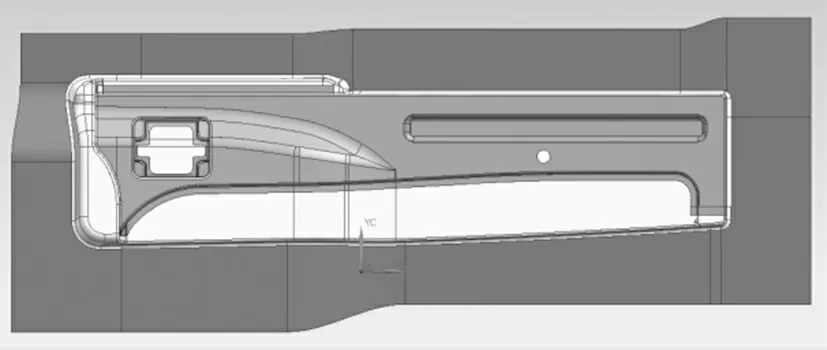
圖2 零件及成形刀具體
2 有限元仿真模擬
2.1 原始模型的有限元模擬
2.1.1 拉伸工藝參數設置
料片如圖3所示,沖壓方向如圖4所示。另外為了防止起皺以及易于成形材料流動控制,零件的邊緣需要壓料,壓邊圈介于凹模跟凸模之間,如圖5所示。
圖3 料片
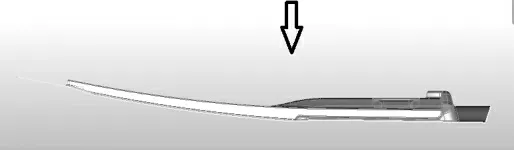
圖4 沖壓方向
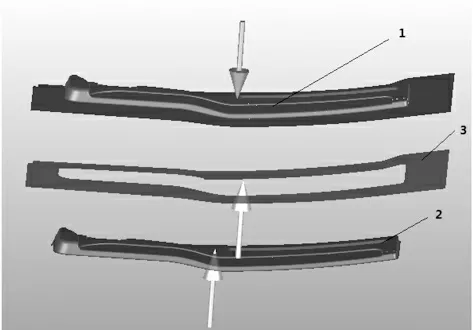
圖5 沖壓工具體
2.1.2 零件拉延模擬成形結果分析以及改進
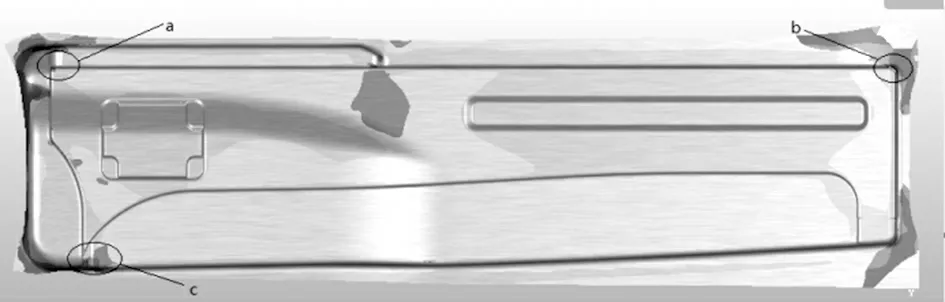
圖6 第一次拉延模擬結果
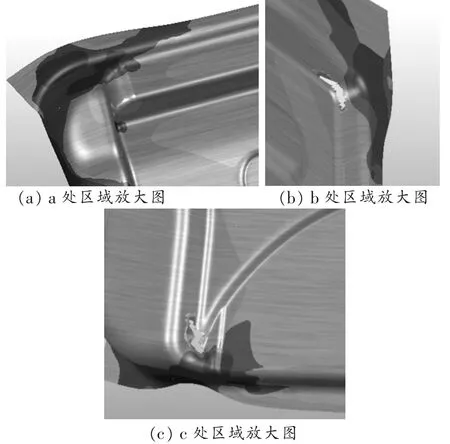
圖7 第一次拉延模擬結果局部放大圖
對原始模型進行模擬仿真,模擬結果如圖6所示,局部放大后如圖7所示。分析發現a處區域有開裂風險,b、c兩處均已開裂。造成開裂現象的主要原因及其解決方案如下:1)拉延筋設置不合理,需要調整拉延筋的位置以及長度;2)過度圓角太小,需要增大過度圓角半徑;3)零件型面造型有缺陷,需要修改數模。
2.2 調整后模型的有限元模擬
調整措施主要是:調整拉延筋,增大a處的過度圓角半徑。拉延筋調整前后如圖8所示,增大半徑前后的過度圓角如圖9所示。
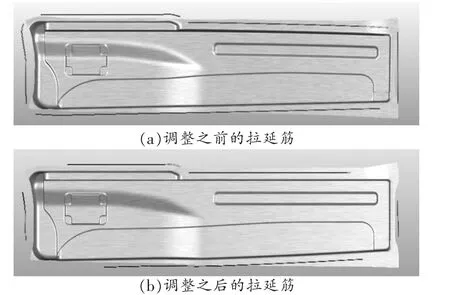
圖8 調整前后的拉延筋

圖9 增大半徑前后的過度圓角
調整拉延筋、增大a處的過度圓角半徑之后再次模擬,得到如圖10所示的模擬結果。局部放大后如圖11所示。其中,c處修改之后,雖然還會產生開裂,但是不在零件體上,所以可以忽略不計。
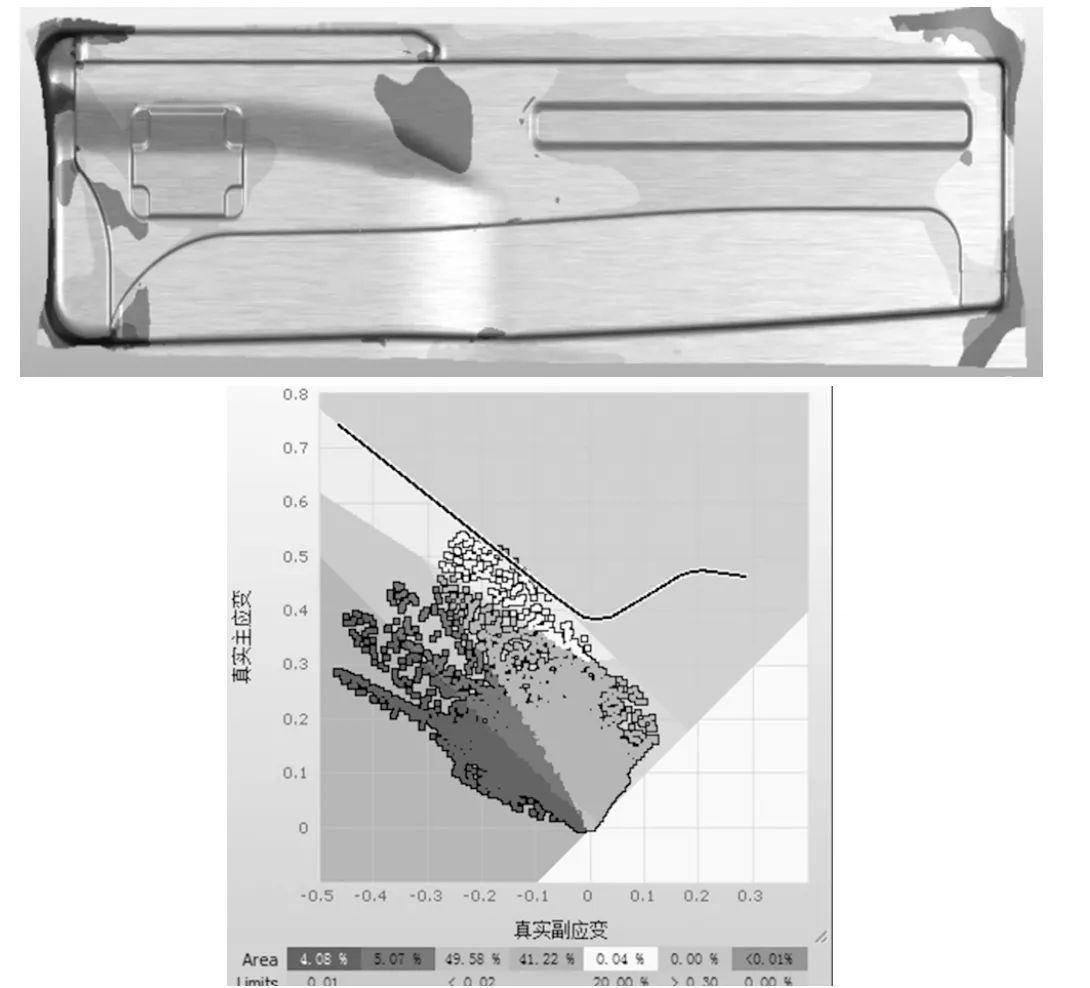
圖10 第二次零件模擬結果
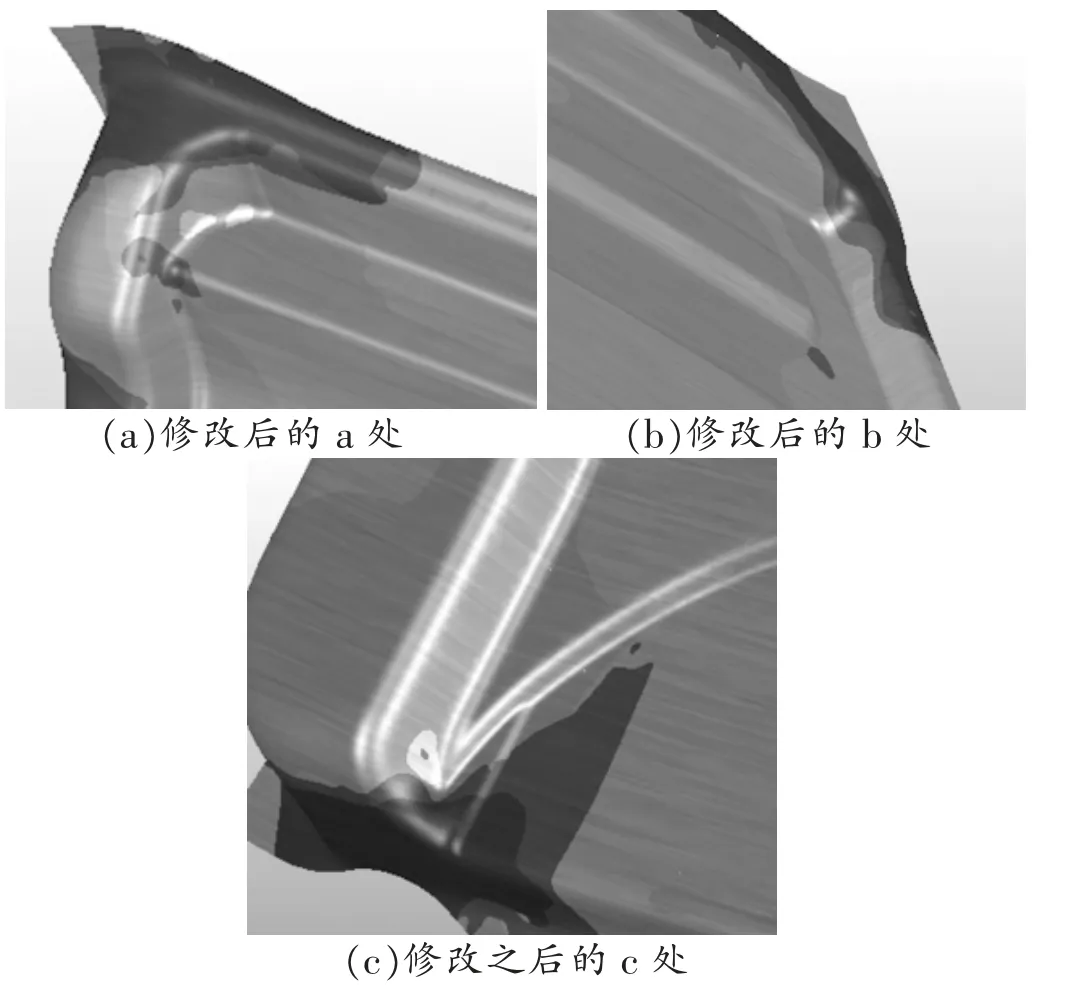
圖11 第二次零件模擬結果局部放大圖
3 結論
本文通過Autoform模擬仿真分析,為司機門后立柱內板的沖壓工藝以及模具的設計制造提供了重要的參考,提出了沖壓成形車身覆蓋件表面質量的提高措施,具有重要的實際應用價值。
