某鋁合金前防撞梁端板與吸能盒裝配公差設計
2021-03-15 02:21:36肖榮光
新技術新工藝 2021年2期
肖榮光
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
防撞梁是車身上典型的薄壁安全件,是影響汽車碰撞安全性的關鍵零部件[1]。時下汽車防撞梁仍以高強鋼為主要材料,只在部分高端車型上采用鋁合金。汽車輕量化是解決汽車能耗問題的有效手段。開發鋁質汽車零部件是汽車輕量化的重要途徑之一[2]。因此,越來越多的汽車主機廠選擇使用鋁合金防撞梁。
目前鋁合金防撞梁主要使用擠壓成型工藝,連接部位使用MIG焊或CMT焊。本文研究對象在結構設計中重點考慮了端板與吸能盒連接強度的問題。前防撞梁端板與吸能盒連接結構如圖1所示,將二者的裝配結構設計為插接,同時在吸能盒靠近端板部位使用開槽焊來連接加強塊。經整車碰撞安全仿真分析驗證,該結構能夠有效避免吸能盒在碰撞潰縮過程中的失穩。但是,插接結構提升連接強度的同時,帶來了裝配間隙對焊縫質量影響的問題,由此引出本文研究課題。在公差設計和分析問題上,傳統的經驗做法已經不能滿足精益生產的要求,CAT可以幫助設計者解決復雜因素的公差設計問題,達到事半功倍的效果[3-4]。本文依托CAT技術,對上述裝配間隙問題進行分析并提出優化方案。
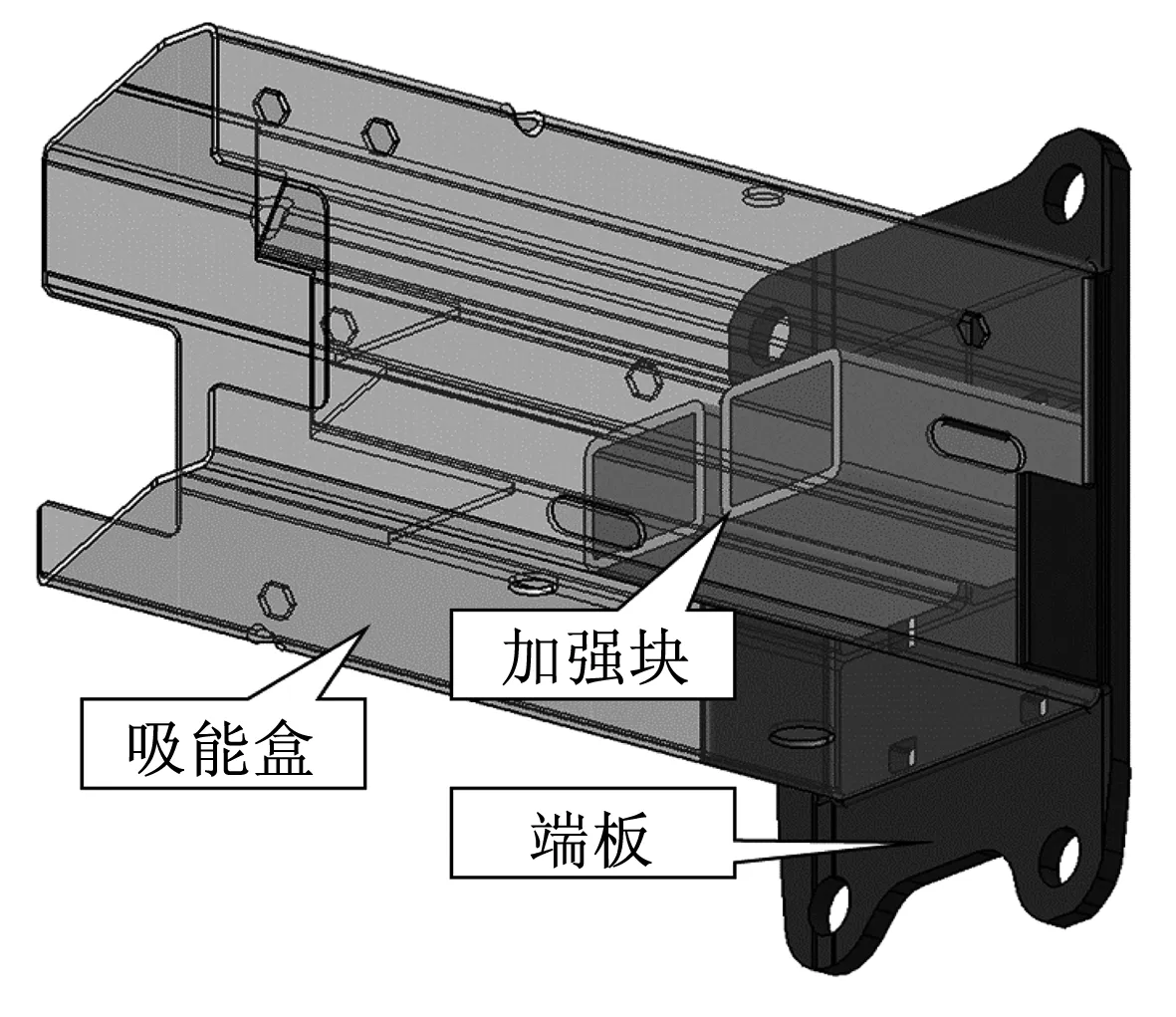
圖1 前防撞梁端板與吸能盒連接結構
1 課題提出
鋁合金防撞梁材料主要以6系和7系為主。其中,7003合金是一種可熱處理強化鋁合金,具有良好的塑性加工性能、力學性能、耐蝕性能和焊接性能[5]。近年來,7003合金在汽車上的應用越來越多,本文研究對象前防撞梁首次使用7003合金,產品開發期間進行了多次試驗以驗證該合金擠壓性能、折彎性能及焊接性能等。按圖2所示進行樣件焊縫部位的焊接試驗。通過對幾組樣件焊縫執行GB/T 26955—2011《金屬材料焊縫破壞性試驗 焊縫宏觀和微觀檢驗》所規定的檢驗方法,剖切并進行微觀檢驗得出結論,為達到GB/T 22087—2008《鋁及鋁合金的弧焊接頭缺欠質量分級指南》中缺欠質量等級B級的標準,要求裝配間隙≤0.5 mm。
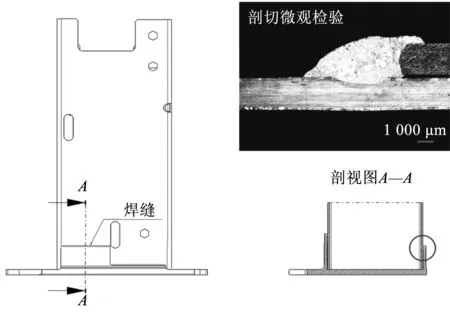
圖2 焊接試驗剖切位置及微觀檢驗
端板與吸能盒均通過擠壓工藝成型,然后通過機械加工工藝獲得合格尺寸零件。擠壓鋁合金型材存在橫截面尺寸、彎曲度、波浪度、扭擰度、切斜度等公差類型[6]。目前的工藝方案,端板與吸能盒插接配合表面均為擠壓型面,存在工藝生產引入的公差。根據工藝生產能力,獲得圖3所示的輪廓度公差值[7]。左右兩邊配合面,二者的配合間隙名義值均為0.5 mm,因輪廓度公差、尺寸公差和定位基準公差導致的零件定位位置與理論位置的不重合,以上公差因素相互非線性疊加,存在實際裝配間隙與名義設計間隙不符的情況,即導致上文提及不能滿足焊接工藝要求的情況。本文運用CAT技術,系統解析端板與吸能盒配合間隙公差,重新定義吸能盒寬度名義尺寸,使得兩者配合間隙始終處于0~0.5 mm之間。如此,既滿足焊接工藝要求,又避免產生裝配干涉。
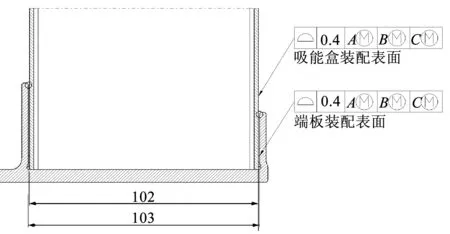
圖3 端板與吸能盒尺寸公差示意圖
2 仿真分析
2.1 定位系統設計
合理的定位系統設計是保證裝配精度的必要前提[8],基于研究對象的特征孔位和面,運用一面兩銷類型的定位方式,初步進行定位系統設計,以滿足后續仿真分析輸入的要求。以端板零件為例,進行定位系統設計示意(見圖4)。
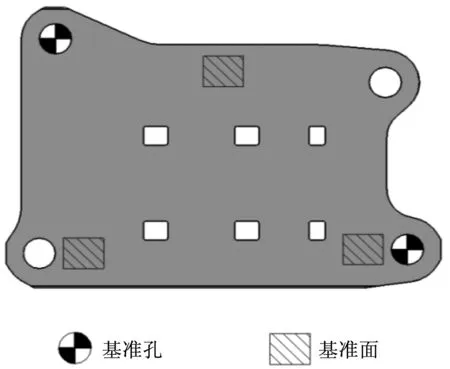
圖4 端板零件定位系統設計示意圖
2.2 零件公差設計
按照零件常規制造能力,對單體零件賦予公差,然后進行仿真分析導入,端板、吸能盒及焊裝夾具引入的公差因素及公差值見表1。表1中,CRASHBOX_B_HOL_SIZE_TOL是吸能盒B基準孔尺寸公差;CRASHBOX_A_SUR_PRO_TOL是吸能盒A基準面輪廓度公差;TO_CRASHBOX_B_PIN_SIZE_TOL是吸能盒夾具B基準銷尺寸公差。以此類推。
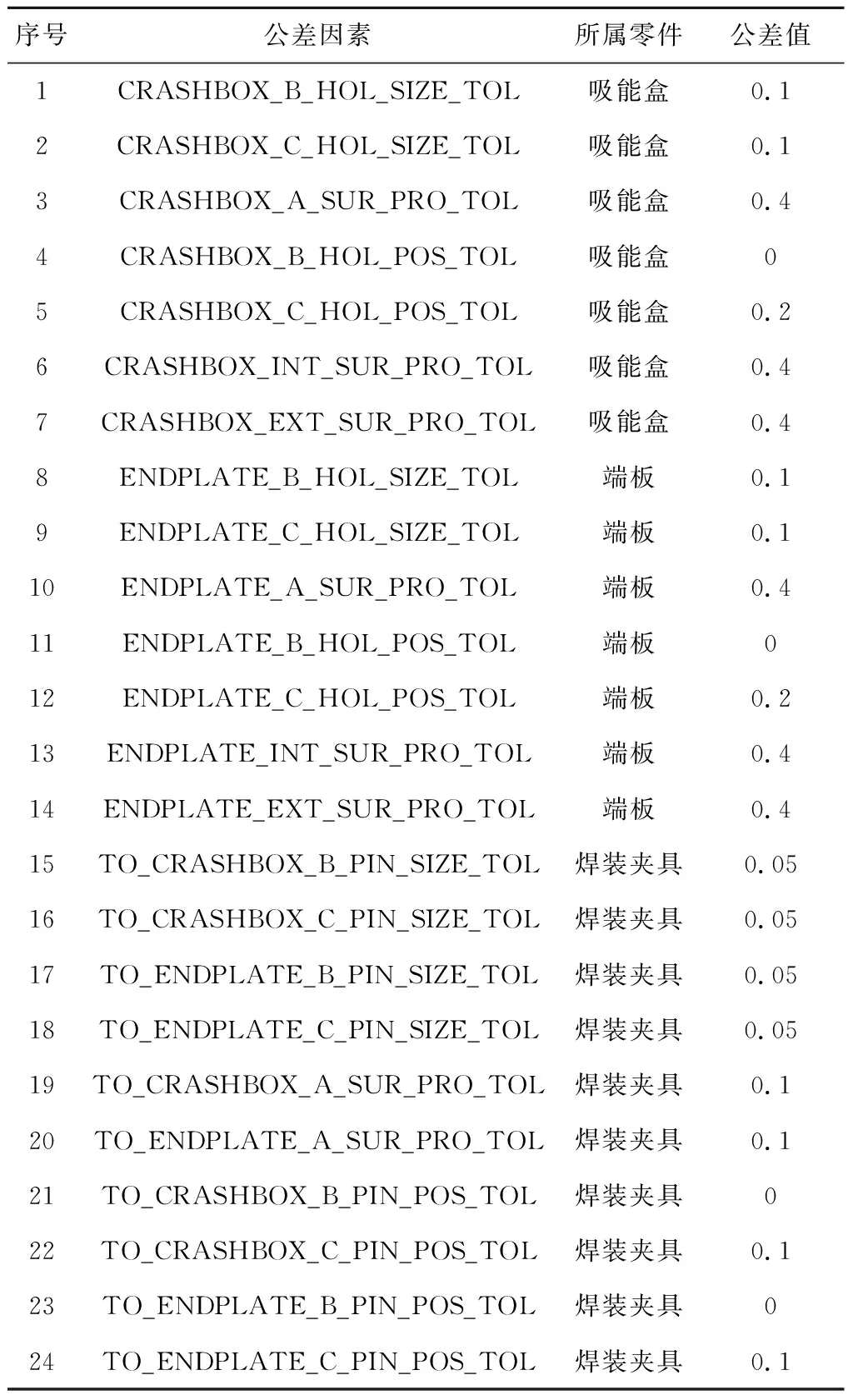
表1 仿真分析導入公差因素及公差值
2.3 初始仿真分析
仿真分析以吸能盒外側和端板內側單邊裝配面間隙公差為測量和計算目標,仿真原理基于蒙特卡洛模擬法,進行500次裝配試驗。目標公差值范圍為0~0.5 mm。初始仿真分析超差率及上下限值見表2,超差率為46.8%,最大間隙<0.91 mm,最小間隙>0.09 mm。500次試驗落在各公差區間的頻數值如圖5所示,結果近似滿足正態分布[9]。上述分析表征,目前的零件設計公差和定位系統設計方案,剛好滿足裝配無干涉要求,但不能滿足裝配間隙≤0.5 mm的焊接工藝要求。
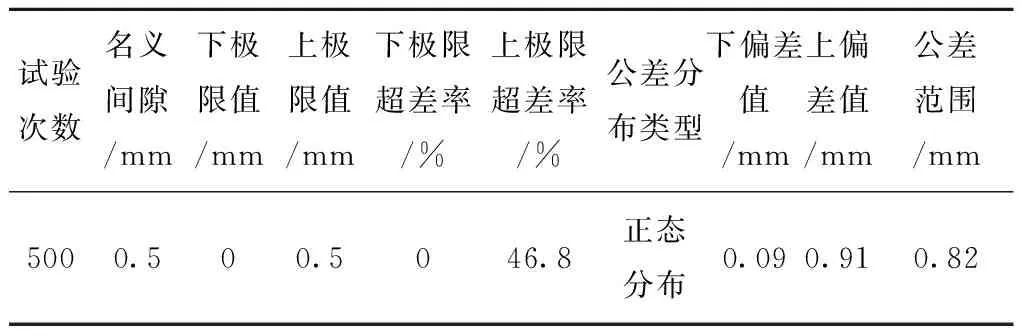
表2 初始仿真分析超差率及上下限值
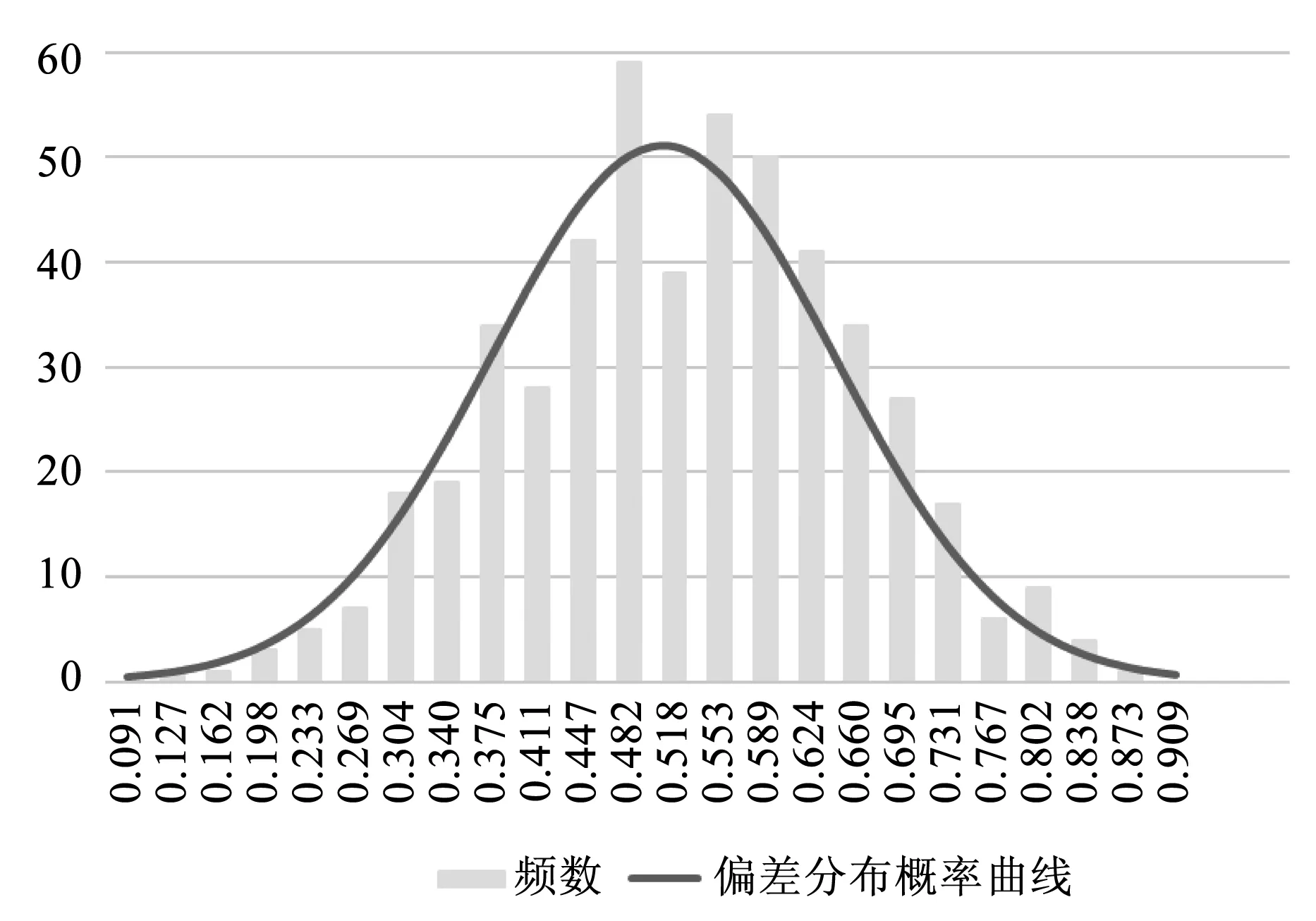
圖5 初始仿真分析公差分布概率曲線
2.4 精度提升方案
為了解公差超差來源,對仿真模型進行公差貢獻因子及貢獻率輸出分析[10],結果見表3。公差貢獻因子排名第1的是端板裝配面面輪廓度公差,建議提升。公差貢獻因子排名第2的是吸能盒與夾具孔銷定位配合公差,精度提升難度大,暫不予以考慮;公差貢獻因子排名第3的是吸能盒裝配面面輪廓度公差,建議提升;公差貢獻因子排名第4的是吸能盒定位基準面面輪廓度公差,建議提升。上述建議面輪廓度提升型面均為擠壓型面,采用銑削工藝對型面精度進行提升。
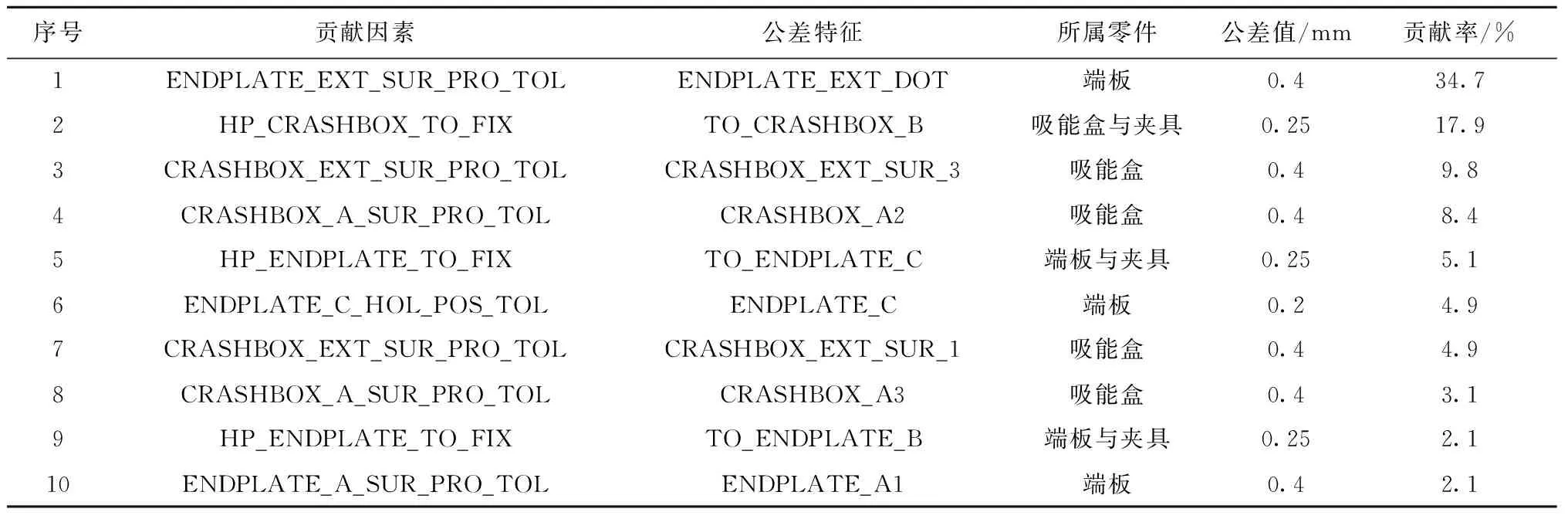
表3 各公差因素貢獻率輸出分析表格
針對表1所列舉的公差因素及公差值,對第3項、第7項、第14項進行精度提升(見表4)。
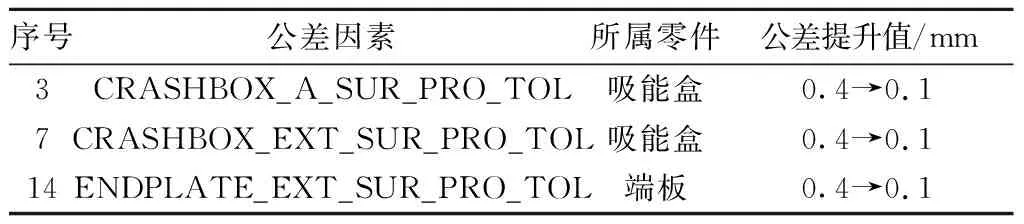
表4 公差因素精度提升部件及提升值
2.5 優化仿真分析
修改零件公差設計值,再次進行仿真分析,結果見表5,公差范圍顯著縮小,最大間隙<0.75 mm,最小間隙>0.25 mm。頻數及概率分布如圖6所示。經過一輪精度提升,裝配最小間隙>0.25 mm,在吸能盒裝配面面輪廓度提升的基礎上,避免裝配干涉的情況下,最大程度上增大吸能盒寬度尺寸以縮小裝配間隙,使得裝配間隙的名義值剛好覆蓋公差值,允許吸能盒寬度名義尺寸單邊擴大0.25 mm,總寬度由102 mm變為102.5 mm。
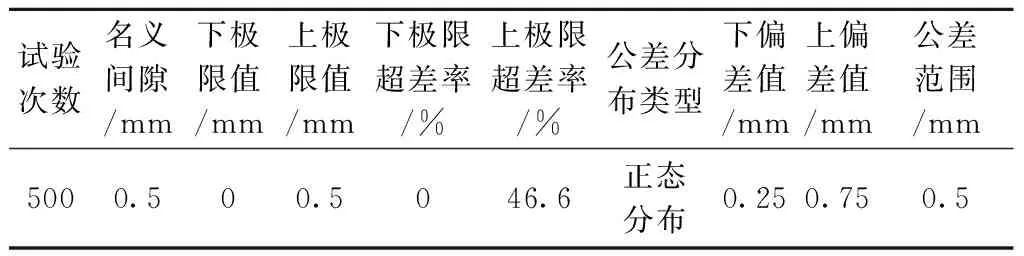
表5 優化仿真分析超差率及上下限值
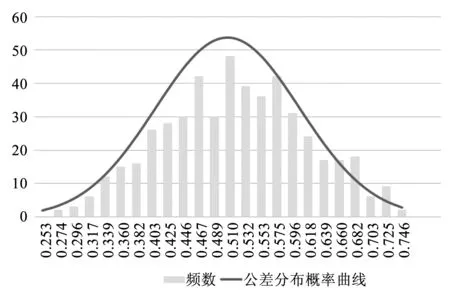
圖6 優化仿真分析公差分布概率曲線
2.6 尺寸方案驗證
修改軟件定義吸能盒寬度名義尺寸值,再次進行仿真分析,結果見表6,超差率為0,最大間隙<0.5 mm,最小間隙>0。頻數及概率分布如圖7所示。間隙值沒有<0的情況,表征沒有出現裝配干涉,同時滿足裝配間隙≤0.5 mm的焊接工藝要求。
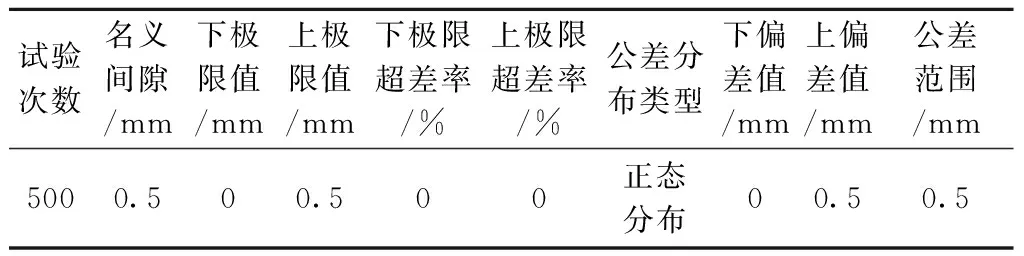
表6 驗證仿真分析超差率及上下限值
3 結語
本文在焊接工藝試驗中提出了裝配公差設計的問題,依靠CAT技術,實施面向質量目標的公差設計方法[11]。在明確定位系統和零件設計公差方案的前提下,通過仿真分析提出對裝配面和定位面進行精度提升,最后提出了擴大吸能盒寬度名義尺寸以滿足焊接工藝間隙要求的方案。該方案基于仿真分析,實現兩個目標,既能滿足0~0.5 mm的裝配間隙要求,又能避免裝配干涉。實際裝配過程良好,大大簡化了試生產的模具修改和工裝調整,從而節約了開發周期,提升了產品質量。
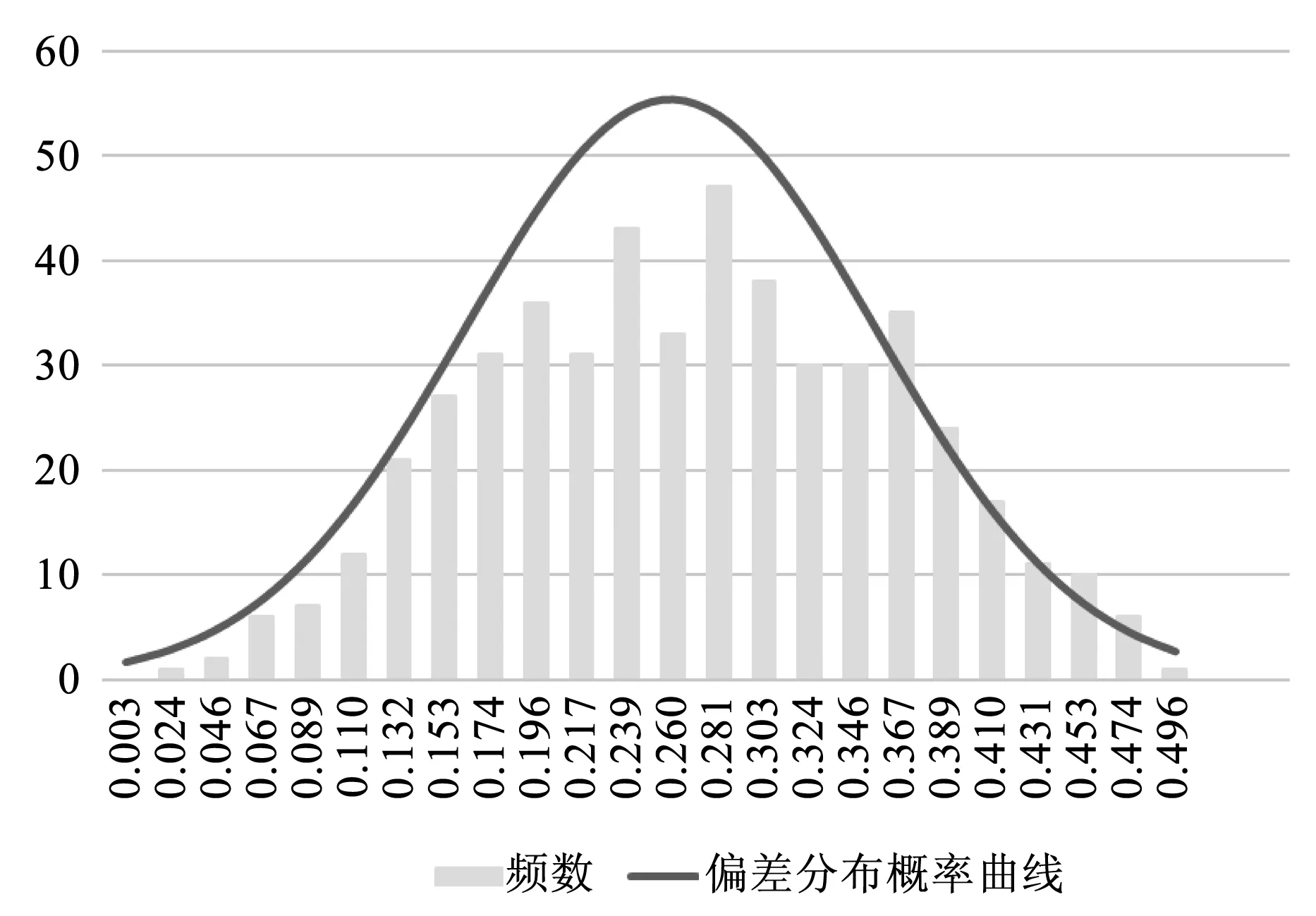
圖7 驗證仿真分析公差分布概率曲線
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03