飛機(jī)起落架零部件數(shù)控程序防差錯(cuò)技術(shù)
2021-03-15 02:21:42何多政許鋒國(guó)
新技術(shù)新工藝 2021年2期
關(guān)鍵詞:程序
何多政,郭 輝,沈 勇,許鋒國(guó)
(中航飛機(jī)起落架有限責(zé)任公司,陜西 漢中 723200)
飛機(jī)起落架大型結(jié)構(gòu)件的材料主要以附加值高的超高強(qiáng)度鋼、鈦合金等為主,加工難度大,產(chǎn)品超差、報(bào)廢時(shí)有發(fā)生,致使企業(yè)蒙受巨大的經(jīng)濟(jì)損失。對(duì)各類質(zhì)量事故原因進(jìn)行分析和統(tǒng)計(jì)可知,程序調(diào)用錯(cuò)誤、刀具補(bǔ)償錯(cuò)誤和使用刀具錯(cuò)誤等是造成80%零件報(bào)廢的主要原因。一直以來(lái)被大家沿用的防止人為錯(cuò)誤的主要措施是培訓(xùn)與懲罰,雖然可以避免部分人為錯(cuò)誤,比如不熟悉操作過(guò)程、缺乏工作經(jīng)驗(yàn)和適當(dāng)?shù)淖鳂I(yè)指導(dǎo)所致的錯(cuò)誤,但是由于過(guò)度疲勞、人為疏忽、忘記等所造成的失誤卻很難防止。長(zhǎng)期大量實(shí)踐證明:懲罰與教育相結(jié)合的防錯(cuò)方式并不理想。消除錯(cuò)誤的最好辦法是采用防差錯(cuò)手段,從工藝設(shè)計(jì)階段就考慮到可能出現(xiàn)的操作錯(cuò)誤,并采用適當(dāng)?shù)姆椒ㄟM(jìn)行預(yù)防,從源頭防止錯(cuò)誤和缺陷的發(fā)生,符合質(zhì)量經(jīng)濟(jì)性原則[1-3]。
1 工裝防差錯(cuò)
傳統(tǒng)工裝防差錯(cuò)是借助安裝于機(jī)床工作臺(tái)上與加工坐標(biāo)系原點(diǎn)相對(duì)固定的防錯(cuò)棒執(zhí)行預(yù)設(shè)動(dòng)作,實(shí)現(xiàn)差錯(cuò)防止的一種工藝方法。防差錯(cuò)工裝如圖1所示。在產(chǎn)品數(shù)控加工前,調(diào)用預(yù)設(shè)防錯(cuò)子程序,刀具執(zhí)行與防錯(cuò)棒相對(duì)應(yīng)的防錯(cuò)運(yùn)動(dòng),對(duì)程序原點(diǎn)設(shè)置正確性、刀具直徑和根部R正確使用及對(duì)刀Z值正確輸入等參數(shù)進(jìn)行檢測(cè)與識(shí)別。根據(jù)差錯(cuò)警示具體情況進(jìn)行處理:若刀具在運(yùn)動(dòng)中直接與防錯(cuò)棒發(fā)生碰撞,表明原點(diǎn)數(shù)值錯(cuò)誤,需重新確定加工坐標(biāo)系原點(diǎn);當(dāng)?shù)毒邎A周運(yùn)動(dòng)過(guò)程中銑傷防錯(cuò)棒倒角部位時(shí),反映了刀片(或刀具R)選用不當(dāng);當(dāng)?shù)毒邎A周運(yùn)動(dòng)銑傷防錯(cuò)棒圓柱部位時(shí),說(shuō)明刀具直徑選擇錯(cuò)誤;當(dāng)?shù)毒邫M向直線運(yùn)動(dòng)過(guò)程中銑傷防錯(cuò)棒頂面時(shí),表明對(duì)刀Z值輸入有問題[4-5]。
2 程序防差錯(cuò)
程序防差錯(cuò)主要是通過(guò)主程序運(yùn)行過(guò)程中,調(diào)用子程序記錄前階段角度、原點(diǎn)和對(duì)刀位置值的差值,在后續(xù)進(jìn)行相應(yīng)參數(shù)差值比較,并通過(guò)預(yù)先設(shè)置代碼段,提示報(bào)警或中斷操作的一種防差錯(cuò)方法。
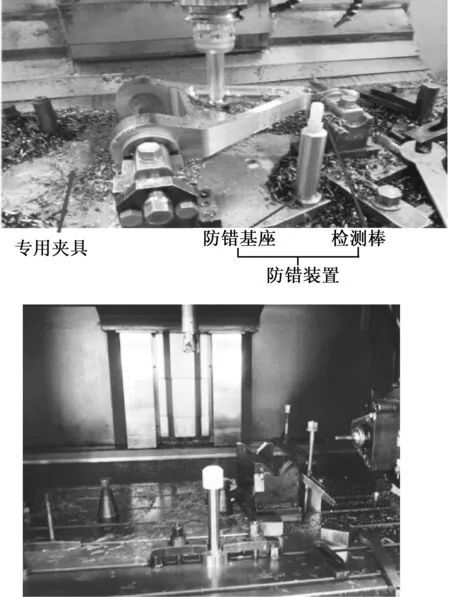
圖1 防差錯(cuò)工裝
防錯(cuò)程序模塊語(yǔ)句一般放在主程序中第1次Z軸定位(如:G90 G0 G54 Z300.)程序段之后,平移、旋轉(zhuǎn)、鏡像、比列、極坐標(biāo)和快速定位X、Y軸之前,其主要目的是刀具抬高到安全位置,防止防錯(cuò)模塊在識(shí)別當(dāng)前坐標(biāo)系及坐標(biāo)值時(shí)切傷工件。
1)FANUC系統(tǒng)防錯(cuò)程序調(diào)用:
G65 P8000 Dxx Rxx Qxx Sxx
注釋:xx為數(shù)值;Dxx為刀具直徑;Rxx為刀具圓角/刀具特質(zhì)值;Qxx為防錯(cuò)棒的直徑;Sxx為工位號(hào)。
2)SIEMENS系統(tǒng)防錯(cuò)程序調(diào)用:
SCHECK(a,b,c,d,e)
注釋:a、b、c、d、e均為數(shù)值;a為刀具直徑;b為刀具圓角/刀具特質(zhì)值;c為防錯(cuò)棒的直徑;d為防錯(cuò)棒坐標(biāo)系,一般默認(rèn)為57;e為工位號(hào)。
2.1 對(duì)稱件的程序防錯(cuò)
起落架一般為三點(diǎn)式布局,主起落架左右件對(duì)稱。因此,起落架零組件中存在大量的左、右對(duì)稱件,或是相似零件。由于程序的集中存放,在程序調(diào)用時(shí)容易出錯(cuò),為此可根據(jù)數(shù)控加工產(chǎn)品和對(duì)應(yīng)工序,規(guī)定不可重復(fù)的順序號(hào)和機(jī)床中對(duì)應(yīng)變量的位置,在加工程序中賦予如下所示#1變量規(guī)定的順序號(hào),在加工產(chǎn)品前,在變量#5301中賦予與程序相同的順序號(hào),程序才能繼續(xù)執(zhí)行,否則報(bào)警退出,通過(guò)上述方式可有效降低程序錯(cuò)誤調(diào)用[6-10]。
主要防錯(cuò)程序段:
(X30283A.TXT,D20R10,THICK)
#1=50012
IF[#5301 NE #1] THEN #3000=1(PROGRAM ERROR) //將產(chǎn)品順序號(hào)50012放入指定的坐標(biāo)系的X地址中
N0001 G40 G69 G80
N0002 G00 G91 G28 Z0.
N0003 G90
…
G01X260.F1500
Y-172.
Z90.
X220.
G03X220.Y-172.I0.J-28.
%
2.2 多工位的程序防錯(cuò)
起落架復(fù)雜結(jié)構(gòu)件一般需借助轉(zhuǎn)臺(tái)、復(fù)合轉(zhuǎn)臺(tái)或機(jī)床擺頭進(jìn)行某工位銑削加工。
結(jié)構(gòu)件在旋轉(zhuǎn)工作臺(tái)裝夾加工時(shí),首件加工坐標(biāo)原點(diǎn)(X,Y)變化由坐標(biāo)系統(tǒng)參數(shù)值判定,工位狀態(tài)變化由機(jī)床回轉(zhuǎn)工作臺(tái)進(jìn)行角度控制,并通過(guò)回轉(zhuǎn)臺(tái)角度和加工坐標(biāo)原點(diǎn)的增量方式去實(shí)現(xiàn)。批產(chǎn)過(guò)程如果坐標(biāo)原點(diǎn)和角度都無(wú)變化,則需要系統(tǒng)產(chǎn)生報(bào)警提示,操作者進(jìn)行狀態(tài)確認(rèn)。
結(jié)構(gòu)件由夾具固定或擺頭加工時(shí),坐標(biāo)原點(diǎn)(X,Y)變化由坐標(biāo)系統(tǒng)參數(shù)值判定,可以從加工坐標(biāo)原點(diǎn)的增量方式去獲取工位狀態(tài),后續(xù)工位無(wú)坐標(biāo)原點(diǎn)(X,Y)變化的,需要操作者根據(jù)報(bào)警提示,操作者進(jìn)行狀態(tài)確認(rèn)。
通過(guò)增量智能判斷和人工確認(rèn)方式的結(jié)合,實(shí)現(xiàn)加工的分類和程序的工位管理,可極大地提高產(chǎn)品加工的安全性。當(dāng)加工的零件是多工位時(shí)(如加工工位為0°、180°、90°以及特殊角度),可以進(jìn)行參數(shù)賦值,通過(guò)條件判斷語(yǔ)句進(jìn)行工位防錯(cuò)。
主要防錯(cuò)程序段:
(X30286A.TXT,D20R10)
#1=100° //如當(dāng)零件擺放為100°工位時(shí),需在程序中設(shè)定#1=100°,操作者還需在G58的X值中輸入100°。
IF[#1 NE #5301] THEN#3000=1(STEP ERROR) //條件判斷語(yǔ)句,條件滿足時(shí)執(zhí)行,不滿足時(shí)報(bào)警并提示錯(cuò)誤內(nèi)容。
N0001 G40 G69 G80
N0002 G00 G91 G28 Z0.
N0003 G90
G10 L2 P1 Z-566.5
G00 G54 G90
G00 G40 X190. Y200.
Z200.
S1500M03
G00 Z98.
…
注:工藝文件需明確不同工位代表的數(shù)值。
2.3 公用坐標(biāo)值輸入的程序防錯(cuò)
在零件粗加工或精加工過(guò)程中,現(xiàn)場(chǎng)操作人員常在公共坐標(biāo)系中輸入偏置量以保證X向或Y向加工尺寸,為防止輸入數(shù)值錯(cuò)誤,可根據(jù)實(shí)際加工余量,設(shè)定允許的偏移量。
公共坐標(biāo)偏移量過(guò)大檢查:
(COMMON OFFSET)
#151=ABS[#5201-1.0] //X軸偏移量檢測(cè)(設(shè)定允許誤差1 mm);
#152=ABS[#5202-1.0] //Y軸偏移量檢測(cè)(設(shè)定允許誤差1 mm);
IF[[#151 GE 0.0]OR[#152 GE 0.0]]GOTO1 //偏移量超差判斷;
N1 #3000=1(COMMON OFFSET ERROR) //若公共坐標(biāo)X、Y軸有一軸超差,則顯示“3001(COMMON OFFSET ERROR)”報(bào)警。
2.4 宏程序報(bào)警防錯(cuò)
宏程序報(bào)警的系統(tǒng)變量號(hào)為#3000,當(dāng)變量#3000的值為0~200時(shí),CNC停止運(yùn)行并報(bào)警。CNC屏幕上顯示不超過(guò)26個(gè)字符的報(bào)警號(hào)和報(bào)警信息,其中報(bào)警號(hào)為變量#3000的值加上3000。
#3000=1(TOOL NOT FOUND)報(bào)警屏幕上顯示:3001 TOOL NOT FOUND刀具未找到;
#3000=2(COMMON OFFSET ERROR)報(bào)警屏幕上顯示:3002 COMMON OFFSET ERROR公共坐標(biāo)偏移錯(cuò)誤;
#3000=3(STEP ERROR) 報(bào)警屏幕上顯示:3003 STEP ERROR工位錯(cuò)誤;
#3000=4(ANGLE ERROR) 報(bào)警屏幕上顯示:3004 ANGLE ERROR角度錯(cuò)誤。
3 程序防錯(cuò)案例
加工某型號(hào)零件前起落架(見圖2)時(shí),防錯(cuò)程序采用宏程序調(diào)用子程序的方法。操作者需找正零件在機(jī)床上的加工原點(diǎn)坐標(biāo)值和防錯(cuò)工裝在機(jī)床上的坐標(biāo)值,并分別輸入G54、G59即可(注G59中的Z值為防錯(cuò)工裝在機(jī)床坐標(biāo)系的Z值相對(duì)于G54的Z值差)。
主程序:
…
G65 P8000 D30. R6. Q50.
…
防錯(cuò)子程序:
O8000 (CHECK TOOL: D_R_)
(G65 P8000 D#7 R#18 Q#17 )
N005 #101=#7 ;(DIMEN OF TOOL)
N010 #102=#18 ;(ARC OF TIP)
N015 #103=#17 ;(DIMEN OF POLE)
N020 #124=#5321-#[[#4014-53]*20+5201];
N025 #125=#5322-#[[#4014-53]*20+5202];
N030 #126=#5323
N035 #105=[#101+#103]/2 ;
G00X[#124+25.0+#101/2.0+30.0]Y#125
Z200.0
S300M03
G00Z200.0
G01Z#126F480 //對(duì)Z值的驗(yàn)證
X[#124-25.0-#101/2.0-20.]
G52 X#124 Y#125 Z#126
G00G90X-[#105+5.0] Y0.
G01 X-[21+#102*COS[45.]+[[#101-2*#102]/2]] Y0.
Z-[#102-#102*SIN[45.]+4-0.1]
G02I[[21+#102*COS[45.]]+[[#101-2*#102]/2]]//對(duì)X、Y值和刀具R的驗(yàn)證
G01 X-[#105+0.1]
Z-[#18+10.0]
G02I[#105+0.1]
G00Z200.
G52 X0. Y0. Z0.
G00Z200.
G91G00G28Z0.
G90
M99
%
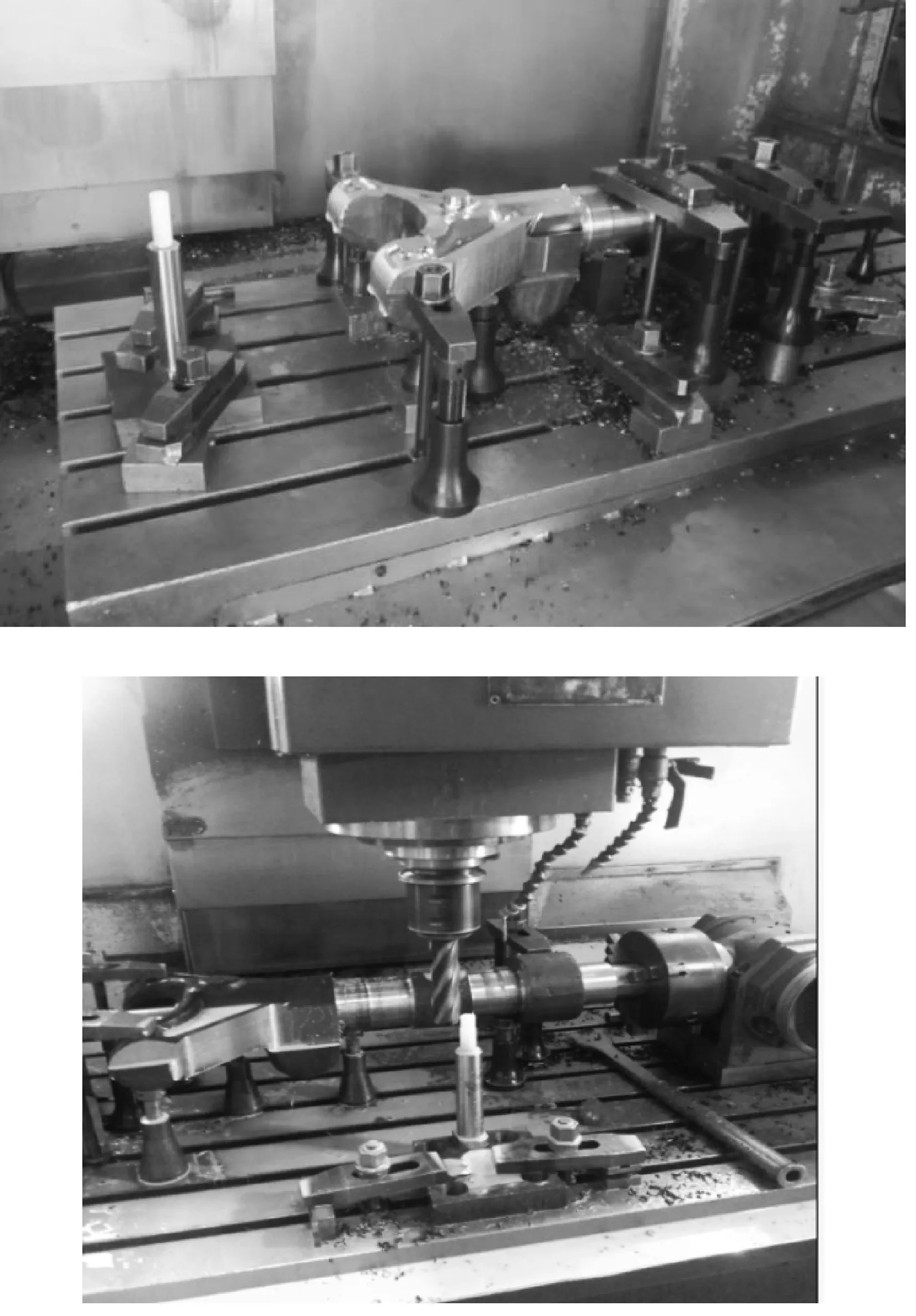
圖2 某型號(hào)零件前起落架加工
程序運(yùn)行過(guò)程中,按防錯(cuò)程序段分別進(jìn)行了程序原點(diǎn),刀具直徑、根部R及Z值輸入等信息的正確性判斷,未發(fā)生異常現(xiàn)象,程序軌跡符合預(yù)設(shè)運(yùn)動(dòng)。程序防差錯(cuò)可有效防止人為操作過(guò)失,進(jìn)一步降低零件廢品率。
4 結(jié)語(yǔ)
對(duì)現(xiàn)場(chǎng)數(shù)控加工人為操作過(guò)失進(jìn)行分析可知:當(dāng)程序原點(diǎn),刀具直徑、根部R及Z值等信息輸入正確時(shí),仍會(huì)存在一些因?qū)ΨQ件程序調(diào)用、多工位角度、偏置量輸入錯(cuò)誤等造成的加工事故。為此,本文提出了切實(shí)可行的程序防錯(cuò)方法,可實(shí)現(xiàn)程序與工位或工步間關(guān)聯(lián)控制、工步或工位間的關(guān)聯(lián)管理、程序與加工方向或角度分布關(guān)聯(lián)、警示信息的過(guò)程管控等功能。并經(jīng)現(xiàn)場(chǎng)加工驗(yàn)證,該方法可進(jìn)一步減少數(shù)控加工過(guò)程中人為損失,減少中小機(jī)械加工企業(yè)數(shù)控加工過(guò)程中的質(zhì)量隱患。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40