基于simufact-welding 不同算法下某型裝載機動臂焊接變形及應力分析比較
2021-03-16 04:07:42趙小康張海燕侯國清李慧瓊韋賢宗
裝備制造技術 2021年11期
趙小康,張海燕,侯國清,李慧瓊,韋賢宗
(廣西柳工機械股份有限公司,廣西 柳州 545007)
0 引言
隨著仿真模擬技術的快速發展,焊接模擬計算已被廣泛應用于各個行業的焊接生產中,如汽車、造船、工程機械、壓力容器等[1]。Simufact-welding 軟件是MSC 公司開發的一款針對焊接熱處理進行模擬計算的專業軟件,通過模擬計算優化焊接工藝,合理布設裝卡位置,以及對焊接件的整體殘余應力分布進行預測,縮短試驗周期,降低試驗成本,改善焊接結構件質量,延長使用壽命[2]。但是工程機械中往往面臨的是大型復雜結構件的焊接,焊接過程高度非線性,焊接模型的前處理和計算過程都需消耗大量的時間,如何在提高計算效率的同時保證計算精度顯得尤為關鍵[3-4]。
本文基于simufact-welding 不同算法下對某型裝載機動臂的焊接溫度場、焊接變形、焊接殘余應力及焊接效率方面進行了比較,并且基于不同算法下的計算結果與實際焊接情況進行對比,在綜合考慮計算效率和計算誤差的基礎上選擇合理的計算方法運用于大型復雜結構件的焊接模擬仿真。
1 計算模型建立
動臂的有限元模型如圖1 所示,動臂主要包括橫梁及左右動臂板,橫梁與兩側的動臂板均由三層三道焊縫連接。在網格劃分時為保證計算精度和提高計算效率,在溫度梯度變化大的焊縫及熱影響區采用較密的網格,而遠離焊縫和熱影響區的部分采用較粗網格劃分,全局均采用六面體的網格劃分,該模型包含195 747 個節點,148 373 個單元,焊縫總長度為8 521.54 mm。
該動臂的材料為Q345,采用MAG 焊,焊絲為ER50-6,焊絲直徑為1.2 mm,保護氣體為80%Ar+20%CO2。在模擬計算時每條焊縫的熱輸入、焊接速度均參考實際焊接時的參數,并且在如圖1 所示的位置添加與實際相符的裝卡,以及嚴格控制冷卻及撤除裝卡的時間。
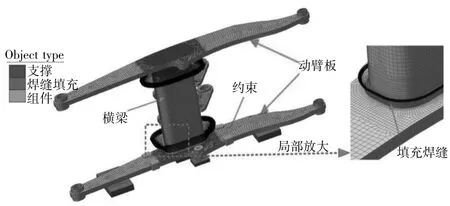
圖1 動臂模型
2 計算效率比較
通過瞬態法、熱循環法、帶細分模式的熱循環法分別對動臂的焊接過程進行模擬仿真,瞬態法即選用一定的熱源模型(該模型采用雙橢球熱源模型)加載焊縫,能夠高精度的模擬實際焊接過程;熱循環法是基于熱循環曲線加載整條焊縫,忽略焊接時的運行軌跡;帶細分模式的熱循環法是將整條焊縫分成若干段(該模型每條焊縫細分為3 段),然后基于熱循環曲線加載各段焊縫,分割段數越多計算時間增加,其過程計算逼近瞬態分析。計算效率統計見表1,可以看出采用熱循環法可大大縮短計算時間。

表1 不同計算方法效率比較
3 計算結果分析及對比
3.1 溫度場分布
焊接傳熱過程以及瞬態溫度場的分析是焊接過程應力應變場和殘余應力研究的前期[5]。選取動臂板表面距焊趾2.75 mm 距離的點,如圖2 所示,觀察不同計算方法下的熱循環曲線。相比較熱循環法,利用瞬態法計算時焊縫周圍的熱循環曲線是由移動熱源加載的結果,而并非熱循環法計算時焊縫一次性被加熱,其焊縫周圍各點的熱循環會經歷移動熱源靠近和遠離時的升溫和降溫,當熱量更為集中的熱源靠近時焊縫周圍具有較高的熱循環峰值溫度,并且溫度分布范圍寬,如圖3 所示。

圖2 熱循環曲線觀察選點位置

圖3 基于不同計算方法下的熱循環曲線
3.2 變形分析
在焊接過程中,由于焊接過程熱輸入和熱分布不均均等均會造成焊件的變形[6]。動臂在焊接過程中橫梁兩側的動臂受到焊縫的拉應力而產生內收的變形(即開檔尺寸減小),未受約束一側的動臂板變形要大于約束一側的動臂板變形。圖4 所示為各計算方法下的焊后變形及開檔尺寸,選取兩動臂板左右兩側同一位置進行測量。將模擬計算的結果與實測結果進行比對,見表2。從表2 可知,焊接完成后開檔尺寸均減小,但是模擬計算結果動臂板開檔尺寸的減小量要大于實際測量值,這可能與焊接仿真采用的熱源模型不能與實際熱源模型不完全相同有一定關系。模擬計算的結果與實際相比誤差均控制在20%以內,變形趨勢一致。瞬態計算時結果更逼近實測值,但計算周期較長。由于熱循環法和帶細分模式的熱循環法是基于熱循環曲線加載焊縫,熱量更多集中在焊縫本身,熱量的傳導范圍窄,焊后變形與實測值比較偏小較多,且兩種熱循環法計算的結果基本一致,這可能與細分模式下每條焊縫分段數的多少有關,可是單純的熱循環法模擬計算時完全忽略了焊接順序對構件焊接變形的影響。
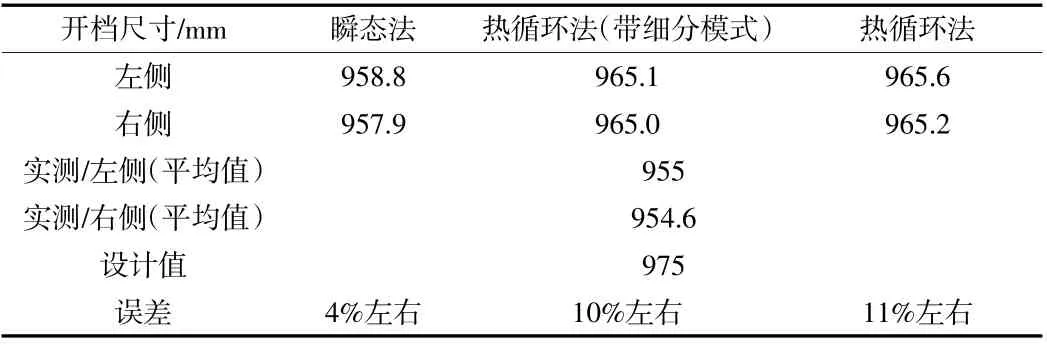
表2 不同計算方法下焊接變形比較
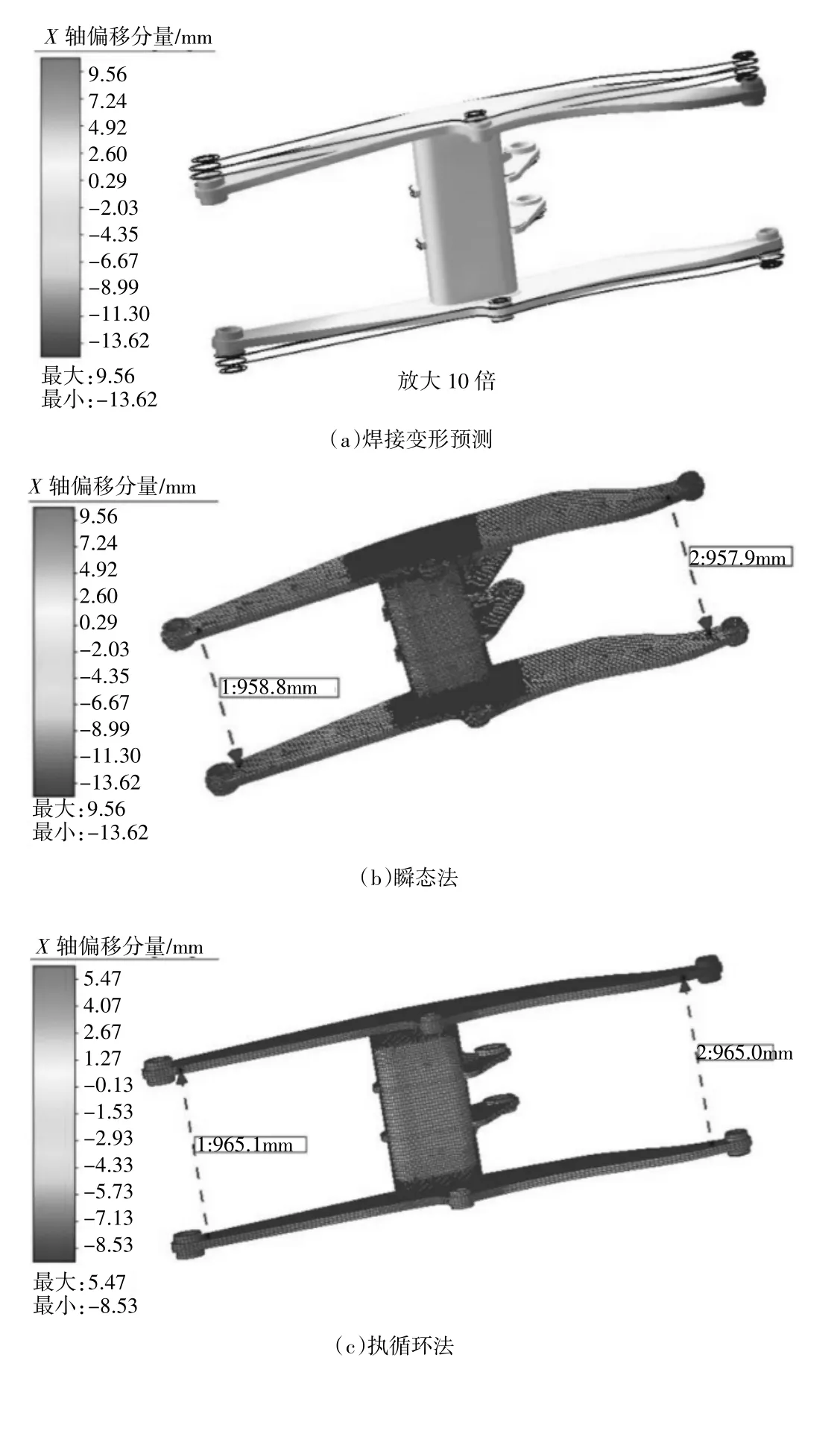

圖4 各計算方法下的焊后變形及開檔尺寸
3.3 應力分析
在工程機械行業,由于工件結構比較復雜和龐大,很難實際去測量焊接件的焊接殘余應力,并且對于殘余應力的測量耗時耗力,考慮到生產的原因很少專門去檢測和研究焊接結構件的殘余應力,然而焊接殘余應力作為一個潛在的危害,它會在焊接結構件后期使用中影響其疲勞壽命,當最大殘余拉應力正好在應力集中部位時與工作應力疊加很容易誘導裂紋的產生,并且隨著殘余應力的釋放會影響到工件的尺寸穩定性[7-9]。通過仿真計算的方法可以準確地分析焊接結構件殘余應力的整體分布,確定殘余應力峰值部位,對后續通過相關措施降低殘余應力以及焊接時對避開結構件最大受力點及應力集中區與殘余應力峰值部位重疊提供指導意見。
圖5 為瞬態法計算殘余應力分布的云圖,圖6 通過剖切的形式查看焊縫截面殘余應力分布。從圖中可以看出,焊縫周圍存在較高的殘余拉應力,遠離焊縫的部位轉變為殘余壓應力,殘余應力峰值區域如圖5 中黑色虛線框所示位置。
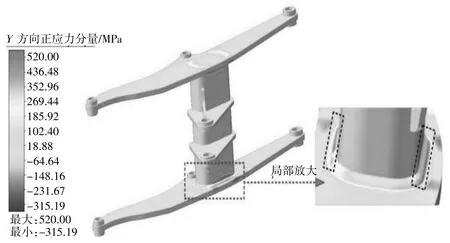
圖5 焊接殘余應力分布云圖(瞬態法)
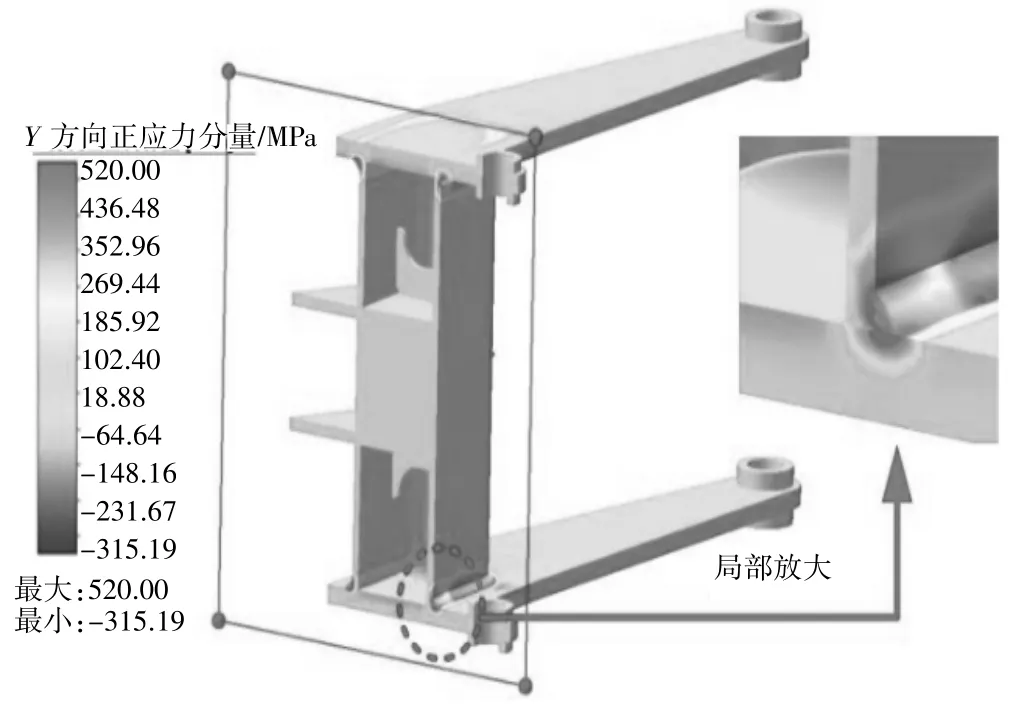
圖6 剖切面殘余應力分布云圖(瞬態法)
選取以圖7 所示的路徑分析比較不同算法下的殘余應力,如圖8 所示。從圖中可以看出當采用熱循環法和帶細分模式的循環法計算時,殘余應力分布的分布及大小基本一致,熱換循環法計算時,在橫梁一側的焊趾部位(圖7 中方框所示)具有較高的殘余拉應力峰值,而采用瞬態法計算時由于焊縫周圍具有較高和較寬的溫度分布范圍,其焊縫周圍平均殘余應力較高,而焊縫處的殘余應力要低于熱循環法計算的結果。整體而言在焊接結構中,焊縫焊趾部位具有較高的殘余拉應力水平,隨著距焊縫距離的增加,焊接殘余應力由拉應力轉變為壓應力。

圖7 殘余應力分布觀察路徑示意圖
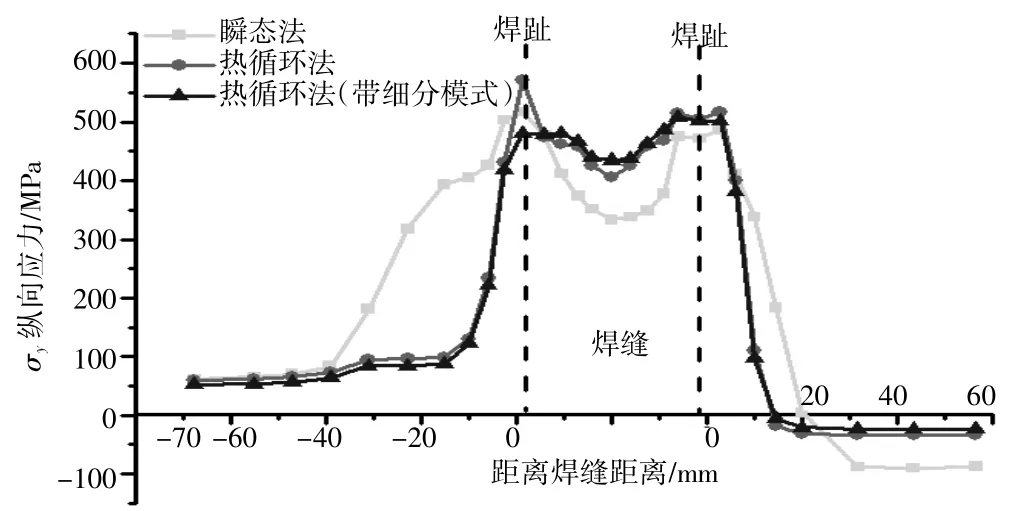
圖8 基于不同算法下焊接殘余應力分布
4 結論
針對工程機械大型結構件的焊接,通過仿真模擬計算的方法可有效預測其焊接變形和殘余應力的分布,優化焊接工藝,用于指導生產。利用瞬態法計算時,可以較高精度地得到焊接結構件的變形及殘余應力分布,但計算周期長且效率低;采用熱循環計算時,雖然計算結果的精度較瞬態法計算時誤差偏大,但效率大大提升,可快速的預測焊接變形和殘余應力分布。
通過模擬計算,在焊接時動臂板受到焊縫的拉應力而產生內收的變形,即開檔尺寸減小,瞬態法計算結果與實際測量焊后變形十分接近,誤差為4%左右,較準確的預測了焊接變形;通過對殘余應力的計算發現,焊縫周圍存在較高的殘余拉應力,遠離焊縫部位殘余拉應力轉變為殘余壓應力。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36