管道剩磁產生機理及消磁工藝
2021-03-16 04:01:36張豐收霍波波
裝備制造技術 2021年11期
張豐收,白 麗,霍波波
(河南華電金源管道有限公司,河南 鄭州 451162)
0 引言
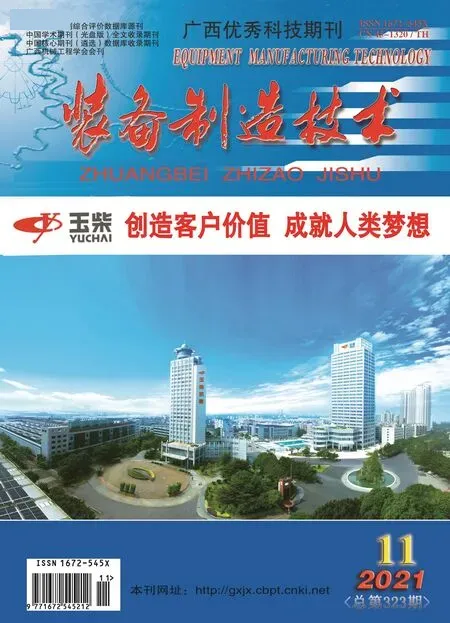
在管道預制過程中,合金鋼管道經常會出現帶磁現象,即管道剩磁,當剩磁達到一定強度,組合焊接容易產生電弧偏吹現象。電弧偏吹輕則易出現焊接缺陷,影響焊接質量,重則導致焊接工作無法進行,制約生產進度。焊接電弧微觀結構是由運動的正負電荷組成,運動電荷產生的電流促使電弧周圍產生均勻分布的感應磁場。當待焊管口存在剩磁時,焊接電弧周圍的均勻磁場會被破壞,受力不均勻的電弧將偏離焊條的軸線方向,與電極軸形成傾斜角度,產生電弧偏吹,即磁偏吹[1],見圖1 所示。
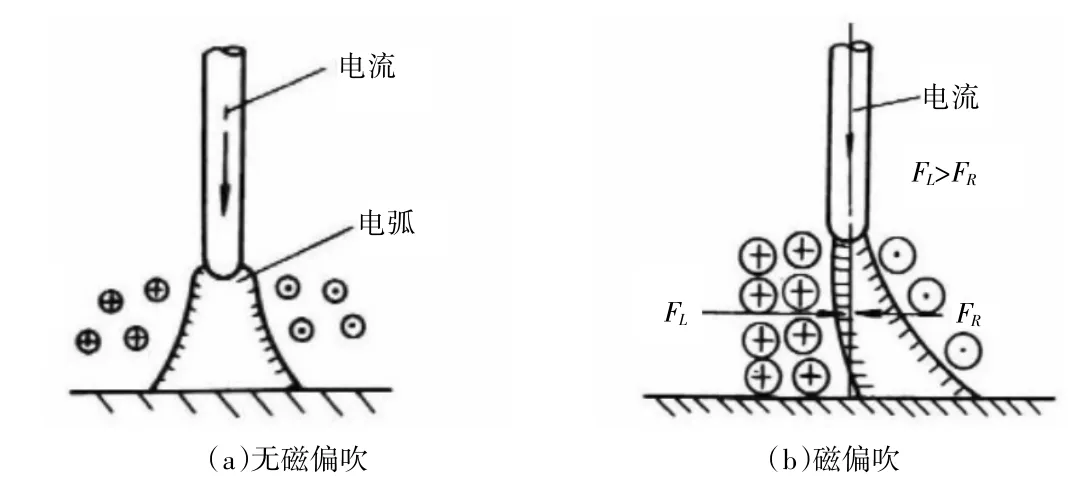
圖1 電弧偏吹示意圖
目前國內研究帶磁材料焊接主要以石油和化工領域油氣現場施工管道為主,管道壁薄,消磁工藝有一定效果,但對工廠化配管的厚壁金屬管道,采取常規的消磁手段無法解決此類問題。因此,本研究分析剩磁產生機理和管道剩磁產生原因,確定剩磁對焊接焊接造成的危害;同時,開展管道工藝消磁試驗,研究出一種操作簡單、方便高效、成本低廉的磁性中和抵消方法,可以確保管道剩磁不影響焊接操作和焊接質量。
1 剩磁產生機理
物質的磁性是普遍存在的,磁性材料內部分成很多微小的區域,每一個微小區域就叫一個磁疇,每一個磁疇都有自己的磁矩(即一個微小的磁場)。一般情況下,當各個磁疇的磁矩方向不同,磁場互相抵消,整個材料對外不顯示磁性;當各個磁疇的方向趨于一致時,整塊材料對外就顯示出磁性,如圖2 所示。而磁化是受磁場的作用,材料中磁矩排列方向趨于一致而呈現出一定的磁性的現象。因此,當對外不顯磁性的材料被放進另一個強磁場中時會被磁化,一旦材料磁化且磁場移除,磁疇仍排列有序,材料保持其磁性,即為材料的剩磁。
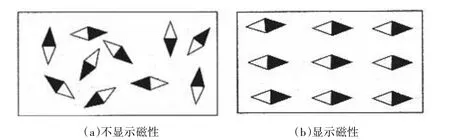
圖2 材料磁性顯示圖
2 管道剩磁產生原因
導致管道被磁化的原因有多種,從產生原因基本可以分為2 類,即感應帶磁和工藝帶磁[2-3]。
2.1 感應帶磁的原因
感應帶磁主要有以下5 個原因:(1)采用電磁設備進行吊裝;(2)管材存放位置有強磁場,或者受到強力供電線、高壓線、電氣化鐵路、機場等環境的影響;(3)用直流電焊接管道時產生的磁場;(4)磁粉檢測時對工件的磁化;(5)管道軸線與地磁場方向一致并受到沖擊或振動被地磁場磁化。
2.2 工藝帶磁的原因
工藝帶磁主要有以下4 個原因:(1)金屬熔煉或管材制造工藝;(2)角磨機打磨管口,強摩擦引起坡口帶磁;(3)采用中頻加熱法對管道進行熱處理;(4)管內介質高速流動,與管壁摩擦產生的靜電產生的磁場。
3 剩磁對焊接的影響
3.1 剩磁對焊接的危害
首先,若管道存在剩磁,氬弧焊的焊絲和手工電焊條就會因磁性粘連在坡口上,造成無法引弧,影響施焊。其次,焊接時產生的電弧偏吹會引起電弧強烈的擺動,削弱電弧周圍的保護氣氛,使熔池中易混入空氣等有害氣體,導致形成氣孔等缺陷;電弧偏吹使電弧燃燒不穩定,飛濺加大,熔滴下落時失去保護,嚴重影響焊縫的成形,容易形成未焊透缺陷;電弧偏吹嚴重時,會導致電弧不易引燃,甚至發生息弧,無法焊接[4]。
因此,管道剩磁的存在不僅影響焊接,給焊接造成很大困擾,同時,影響焊道成型,嚴重影響焊接質量,對管道安全運行帶來極大的安全隱患,給企業帶來巨大的損失。
3.2 剩磁強度的影響
金屬材料的矯頑力不同,對矯頑力大的材料,采取措施并不能完全消除金屬管道剩磁磁場,只能減弱其對焊接的不良影響。當剩磁不足以影響焊接過程和焊接質量時,允許焊接。根據研究,剩磁強度與焊接影響關系見表1[5]。

表1 磁感應強度與焊接關系
4 消磁工藝試驗及結果
本試驗以印尼玻雅項目2×660MW 坑口電站工程高溫高壓管道工廠化預制為例,管道材質為A691Gr91-CL42,規格OD660*22.23,對接組合后焊口磁性較大,坡口處磁感應強度為100 Gs ~125 Gs,局部200 mm 區域最大磁感應強度達到200 Gs,焊條直接吸附在坡口上,導致無法施焊。
4.1 永磁鐵消磁方法
4.1.1 永磁鐵消磁試驗方法
本試驗重點采用永磁鐵消磁法進行消磁焊接。試驗準備2 塊圓環餅狀永磁鐵,尺寸為Φ40 mm/Φ(10 mm×10 mm),利用高斯計確定磁鐵的南北極。管子組合固定后,用高斯計檢測坡口兩側磁感應強度和方向,將2 塊磁鐵的N 極放置在管子坡口的S 極,使兩磁鐵拉開一定距離,如圖3 所示,然后沿坡口移動2 塊磁鐵,直至兩磁鐵間有區域剩磁降低至0 ~20 Gs 時,該區域可進行焊接,如圖4 所示;然后移動磁鐵至下一個區域進行同樣的操作,直至整圈焊口焊接完成。
圖3 磁鐵擺放示意圖
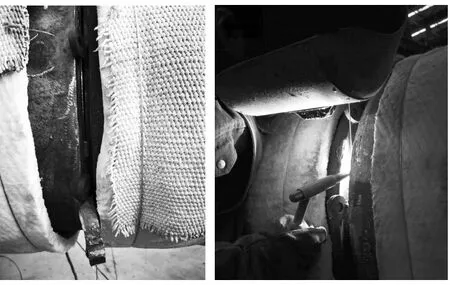
圖4 永磁鐵消磁焊接過程
4.1.2 永磁鐵消磁試驗結果
根據永磁鐵的磁感應強度,將磁鐵放置在管道坡口合適的位置,當2 塊磁鐵拉開一定距離,磁鐵與管道剩磁相互中和抵消,磁鐵之間區域距離磁鐵越遠的點,磁場強度越小,至兩磁鐵的之間某個位置,磁性抵消至20 Gs,此處為可正常施焊區,試驗中永磁鐵的磁感應強度和磁鐵間距不同,磁性抵消的區域大小也不同,消磁的效果也不相同。
為了得到合適消磁效果,本實驗以一組2 塊磁鐵為例,其磁感應強度分別為1140 Gs 和1320 Gs,經過多次試驗測量發現,當磁鐵拉開不同間距所對應的磁性抵消至20 Gs 以下的范圍見表2。
從表2 可知,當磁鐵間距為100 mm 時,其中間點磁場強度為20 Gs;當磁鐵間距為120 ~220 mm 時,其中間25 ~150 mm 長度間距的磁場強度小于等于20 Gs;當磁鐵間距為240 mm 時,其中間170 mm 長度間距的磁場強度小于等于20 Gs,達到消磁范圍的最大值;當磁鐵間距達到260 mm 時,由于兩磁鐵距離較遠,磁鐵的強度不足以抵消管道剩磁,因此無法起到消磁的效果。根據以上信息,為了實現焊接,便于焊接擺動,建議磁鐵間距設定約160 ~240 mm,消磁范圍約為85 ~170 mm 最為合適。
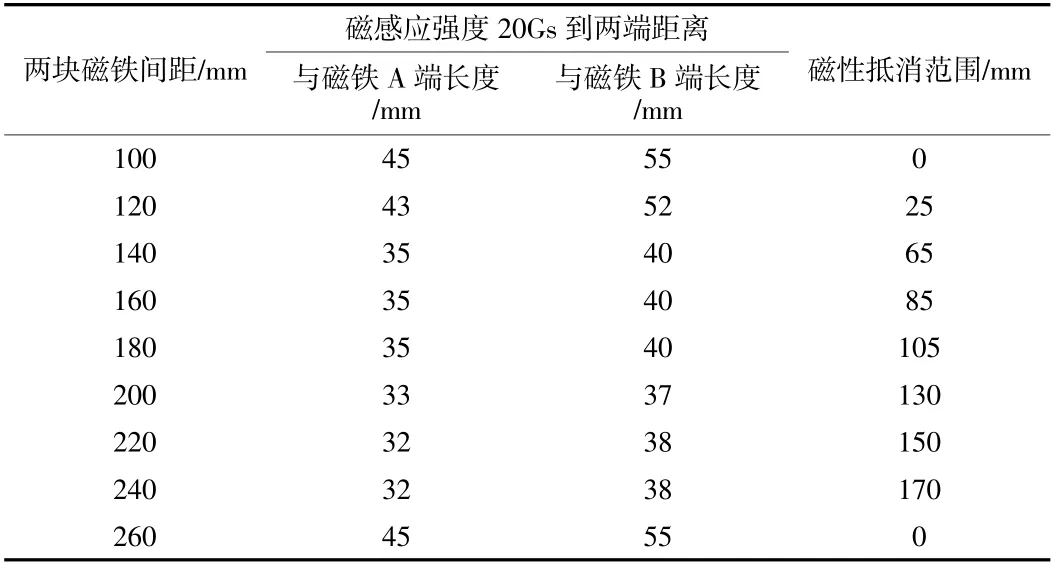
表2 磁鐵間距與磁性抵消范圍的關系
4.2 直流線圈繞線消磁法
利用高斯計確定管道剩磁的磁感應強度和方向,將截面面積約50 mm2的直流焊把線纏繞在剩磁管道上,線圈匝數可根據管道尺寸、剩磁大小調整,焊把線纏繞方向根據右手螺旋定則確定,保證外加磁場方向與管道剩磁方向相反。初始消磁時,電流可調至80 ~100 A,將焊接導線一端接直流電焊機,另一端裝入焊條的電焊鉗與金屬板接觸形成短路,短路間隔5 ~10 s,然后斷開;多次重復短路、斷開循環消磁過程,用高斯計檢測管道剩磁強弱,如圖5 所示,當管道磁感應強度低于20 Gs時,緩慢的減小電流至零,切斷電源停止消磁。

圖5 直流線圈消磁過程
由于直流線圈繞線消磁法受焊把線長度制約,繞線匝數有限,不能產生所需的磁感應強度;其次,磁感應強度大于100 Gs 的大管徑厚壁管道,需用較大的電流反復短路、斷開操作才能消磁,大電流容易使線圈發熱,無法連續消磁;另外,消磁過程中需時刻監測管道磁感應強度的變化,不便于操作。因此,采用直流線圈繞線消磁法的消磁效果和優勢并不明顯。
4.3 熱處理消磁法
熱處理消磁法是將焊口加熱超過居里溫度,使材料內部磁疇由有序排列改變為無序排列,從而對外不顯示磁性,鋼的居里溫度約為760 ℃[6],此溫度已超過低合金鋼的回火熱處理溫度。當管道加熱超過居里溫度時,相當于對焊口進行了熱處理,金屬的顯微組織和性能會發生變化,不符合標準要求。另外,熱處理消磁法會在坡口處產生大量氧化層,焊接前打磨氧化層工作強度高,效率低下。因此,采用熱處理消磁法的消磁效果和適用范圍不具有優勢。
5 結論
通過管道消磁試驗發現,采用不同的消磁方法所需設備、耗時以及消磁效果各有不同。當采用直流線圈繞線消磁時,線圈發熱明顯,安全隱患較大,消磁過程受焊把線長度制約,繞線匝數有限,耗時長,效率低,導致消磁效果不明顯;采用熱處理消磁消耗大量燃氣,增加生產成本,同時在高溫下表層被氧化,增加打磨工作難度,且對于原始磁性較高的材料消磁效果越差。因此,采用永磁體消磁法,操作簡單,耗時短,消磁過程快捷有效。
(1)當采用永磁體消磁法時,利用永磁鐵和剩磁的磁性抵消中和原理,可以有效起到消磁的效果,根本上解決了焊接電弧偏吹問題,使得焊縫成型良好,焊接質量合格。
(2)永磁體消磁法所用工具簡單、操作方便,消磁操作不受場地及環境制約,對于結構形式復雜的焊件也能采用,消磁過程耗時短,效果顯著。
(3)永磁鐵消磁法需根據使用永磁鐵的磁性大小和管道剩磁大小進行間距調整,以找到合適的磁鐵間距。