精密超精密主軸轉臺套類零件高精高效磨削工藝*
2021-03-19 03:36:40袁南南
制造技術與機床 2021年3期
關鍵詞:工藝
胡 秋 袁南南
(中國工程物理研究院機械制造工藝研究所,四川 綿陽 621900)
套類零件是精密超精密主軸、轉臺關鍵共性零件,其精度是影響主軸、轉臺部件性能的重要因素,其加工精度要求高、加工難度大。
傳統的套類零件加工工藝多采用內、外圓磨床進行加工,其間存在多工序轉運,而工序轉運一方面會導致工件變形,另一方面存在工序間基準轉換誤差累積,嚴重影響其加工效率及加工精度。
基于此,本文提出了基于高精度立式磨床的套類零件高精高效磨削加工工藝方案,工件一次裝卡,內孔、外圓、端面多結構要素磨削,實現了基于最小誤差累積的磨削加工工藝,磨削效率及磨削精度得到有效提升。
1 典型套類零件技術特性及加工難點分析
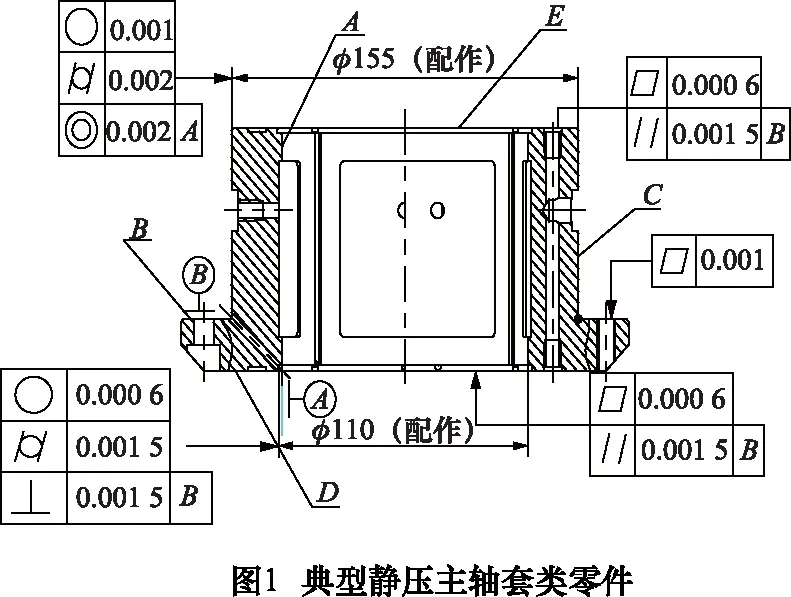
精密超精密主軸及轉臺套類零件在技術特性上有許多共性的地方,其內孔、外圓及端面要求具有極高的形位精度(圓度、圓柱度、平面度、平行度、垂直度和同軸度等)。如圖1所示,靜壓主軸軸套具有幾乎所有高精度主軸及轉臺套類零件結構特征,其主要工藝技術難點在于以下幾點:(1)形狀精度高,內孔圓度要求0.6 μm,平面度要求0.6 μm。(2)相關結構要素間關聯精度項目多,相互耦合,精度要求極高,包括內孔外圓同軸度、上下兩端面(止推油膜面)平行度等均要求達到1~1.5 μm等。
以往對于這類零件,磨削工序主要加工裝備為內、外圓磨床,但對于這類套筒類零件,特別是中、大套類零件存在以下問題。
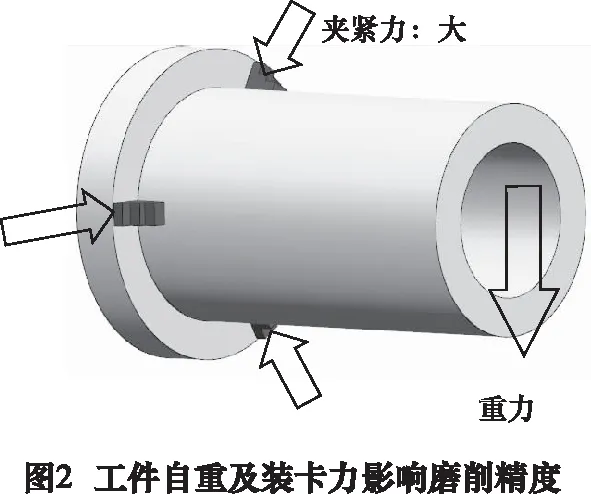
(1)如圖2所示,工件采用卡盤水平安裝,由于工件重力所致撓度及裝卡力所致彈性變形都會影響磨削精度,對于直徑較大、長度較長的零件影響更明顯。
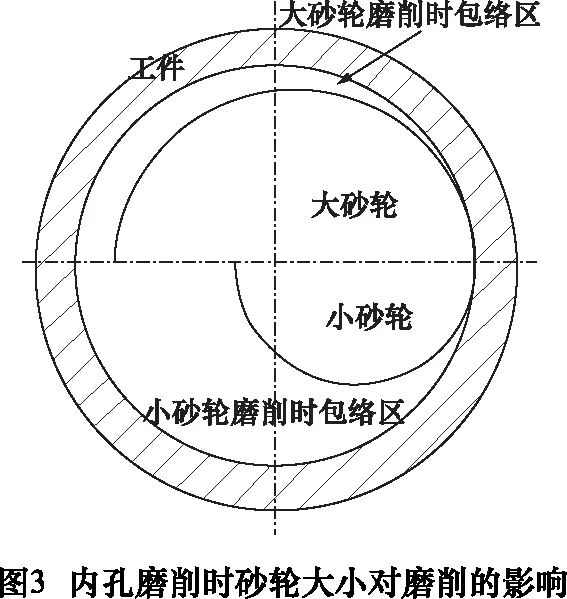
(2)內孔臥式磨削加工一般比外圓磨削更難實現高精度磨削。首先由于結構限制,主軸砂輪接桿一般長徑比大、剛度低,降低了工藝系統剛度;其次,如圖3所示,內圓磨削固有的內包絡性特性所致磨削弧長、磨削熱大,同時工件內部水平方向磨屑排屑困難[1-2]。
(3)傳統的基于臥式內、外圓磨床的加工工藝存在多工序轉運所致工件變形及基準轉換誤差累積,影響磨削精度及磨削效率。
2 基于立式磨床的加工工藝路線設計
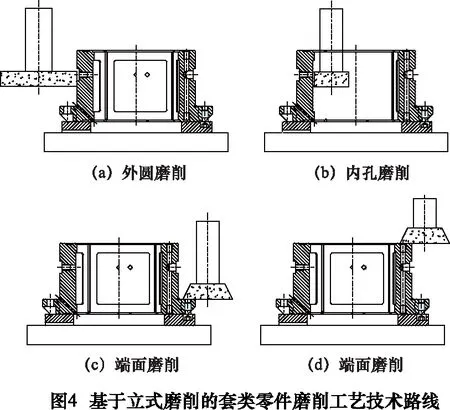
由前述可知,受限于臥式內、外圓磨床本身結構、零件特征,使得零件加工精度難以保證。基于此,采用基于立式磨削的方式為此類零件提供了一種新的思路。本文所涉數控立式磨床為自研設備,具有較高的機床靜動態特性、熱態特性及精度特性[3]。對于圖1所示靜壓軸承,如圖4所示,設計基于立式磨削的工藝技術路線如下。
(1)磨D面(工件裝卡基準面),平面度2 μm,并與工裝合研,接觸面積75%以上。
(2)上立磨,找正,依次磨A面(內孔)、C面(外圓)、B面(法蘭安裝面)、E面(上端面)。如圖4所示,端面磨削時砂輪可以是碗形砂輪和直砂輪。
(3)檢、修、研D、E面平面度、垂直度達到圖紙要求。
采用上述工藝技術路線,工件一次裝卡,多結構要素磨削,有效減少工序轉運所造成的變形、基準轉換誤差累積,從而實現最小化誤差累積加工工藝,提高加工精度與加工效率。
3 磨削精度提升的關鍵問題
3.1 工件毛坯誤差復映效應討論
工藝系統誤差復映系數定義為[4]:
ε=Δ工/Δ毛=A/K工藝
(1)
式中:ε為誤差復映系數;Δ工為工件加工后誤差;Δ毛為毛坯誤差;A為與工件材料、切削參數有關的系數;K工藝為工藝系統剛度。
(2)
A=F(v砂輪,v工件,f橫向,f縱向,f工件物性參數)
(3)
誤差復映系數反映了毛坯(前序加工為后序加工提供毛坯)誤差經過加工后減少程度,一般來說,只要毛坯存在著形狀誤差和位置誤差,就具備了誤差復映的必要條件,而這在超高精度加工中體現得更為明顯。
對于高精度工件,一般需要經過多次加工才能完成,根據誤差復映規律,則總的誤差復映系數為
εΣ=(Δ工1/Δ毛)×(Δ工2/Δ工1)×
…×(Δ工n/Δ工(n-1))
(4)
式中:εΣ為總的誤差復映系數,n為加工次數。
誤差復映是磨削加工中必然存在的現象。理論上,只要不是工藝系統剛度無窮大和工具主軸回轉精度為零,磨削圓度永遠不可能達到真圓而只能逐漸逼近真圓。從上述分析中可以看出,要實現超高精度磨削,可以從以下幾個方面著手:
(1)毛坯原始誤差Δ毛是影響工件磨削精度及磨削效率的關鍵因素之一,因此控制磨削前序加工質量是實現高精高效磨削的重要因素。
(2)工藝系統剛度K工藝:工藝系統剛性及與之相關的彈性變形是引起磨削誤差的重要因素,因此,提升工藝系統各環節剛度及總體剛度是提升套類零件磨削精度的有效途徑。
(3)磨削工藝參數:與磨削工藝參數直接相關的磨削力是引起彈性變形的直接原因,也是影響磨削精度和效率的重要因素。在磨削不同階段,選擇合適的磨削工藝參數,在磨削效率與精度中取得最佳平衡在高精度套類零件磨削中顯得尤為重要。
3.2 磨削前序工件質量控制
嚴格控制磨削前序加工質量是實現高精度磨削的重要前提,在最后精磨前的加工工藝流程中,應嚴格注意以下幾點:
(1)氮化或淬火前對工件安排磨削序,避免后續氮化后精度太差,導致后面磨削量增大而使得表面氮化層厚度不夠,從而導致工件報廢。
(2)嚴格控制精車、甚至半精車裝卡方式和裝卡力,在采用三爪卡盤且裝卡力大的情況下,在后面磨削中可以檢測到工件圓度呈現為明顯的三角內凹形或外凸形,這給后面精磨和超精磨帶來極大麻煩,甚至使得滲氮層完全被磨去而使得工件報廢。
(3)控制熱處理質量,避免氮化層深度不夠。從磨削誤差復映效果可知,要達到極高精度,磨削去量及去量次數一定要夠,如果毛坯氮化層深度不夠,后面去量有限是不可能達到極高的磨削精度的。
3.3 工藝系統的剛性問題
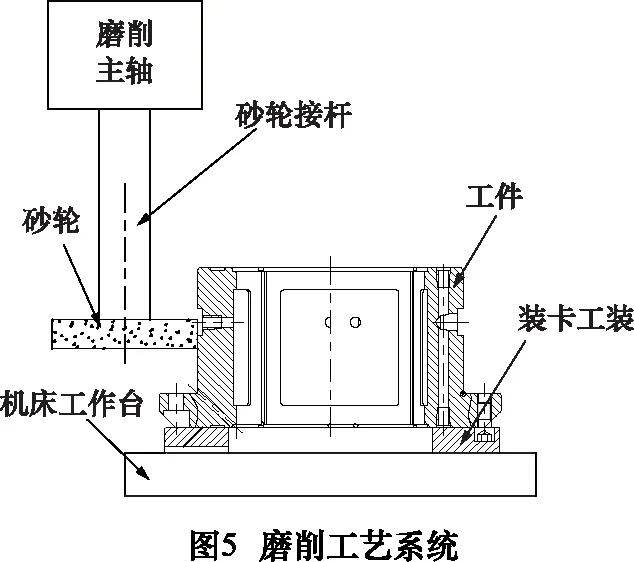
如圖5所示,在磨削主軸-砂輪接桿-砂輪-工件-裝卡工裝-機床工作臺這一工藝鏈條中,對于既定的機床,工藝系統剛性最大可變量在工件裝卡界面接觸剛度、砂輪接桿兩個方面。
3.3.1 工件裝卡及工藝基準選擇
工件裝卡設計核心原則是取得盡可能高的接觸剛度,一方面增強工藝系統剛性,另一方面使工件在安裝過程中盡量不發生彈性變形。
電磁吸盤裝卡方式對于結構剛度足夠大的工件較為適用,但對于小型零件、結構剛度不好及超精零件不推薦使用。其原因在于電磁吸盤吸力調整有限,并且電磁吸盤表面不易與工件做合研處理且容易磨損,在工件與電磁吸盤接合面不好的情況下,電磁吸力會引起較大的工件變形,特別是對于超高精度工件而言,由于電磁電力引起的變形往往能達到目標精度的幾倍以上。
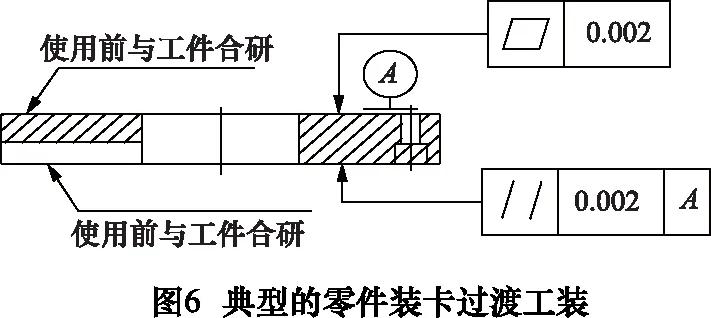
過渡工裝是最常用的裝卡工裝,其設計往往是利用工件上已有的聯接螺釘孔與工件聯接,同時其與機床工作臺采用壓板或電磁吸盤聯接。工裝設計要點主要包括4個方面:(1)足夠的結構剛度;(2)與電磁吸盤足夠好的接觸面積;(3)與工件足夠好的接觸面積;(4)合理安排聯接螺釘數目及螺釘擰緊力大小,特別是對于超精加工場合。圖6為圖1所示前軸承磨削裝卡用工裝,在使用時一方面應保證工裝上、下兩面面形精度,同時使用前應與機床工作臺和工件進行合研,以提高其接觸面積和接觸剛度。
3.3.2 砂輪接桿
除裝卡工裝外,砂輪接桿是整個工藝鏈中剛性最薄弱的環節,實際上這也是內圓磨削中普遍存在的問題,因此在磨削時應在條件許可時盡量選擇直徑大、長度短的砂輪接桿。
3.4 砂輪選擇
砂輪在材料、結合劑、硬度、組織結構及粒度與一般外圓磨無異。
內孔磨削時,由于內孔磨削固有的內包絡特性,排屑相對困難,砂輪易堵塞;磨削弧長所導致磨削熱大且相對難以散出。如果砂輪組織過于致密,粒度過小,內圓磨削時如果不能加大砂輪修整頻率,特別在大、長工件磨削時甚至會出現一個磨削循環沒走完就會使磨削過程變成摩擦過程從而導致砂輪接桿顫振。故內孔磨削在組織致密性上選擇大氣孔砂輪為宜。內孔磨削一般砂輪為內孔直徑的0.5~0.8倍,對于小孔選大值,有利于提高砂輪接桿剛性。
3.5 磨削工藝參數
3.5.1 立磨磨削工藝參數與臥式外圓磨床選擇區別
圖5所示立式磨削工藝鏈中由于砂輪接桿的加入降低了工藝系統剛性,因此立式磨削不能完全套用外圓磨床磨削工藝參數,磨削工藝參數選取一般應適度降低磨削力,特別是在超高精度磨削時更應注意。
3.5.2 工藝參數選擇
一般認為,隨著砂輪線速度提高,表面粗糙度提高。但在超高精度磨削時,特別是工件余量不大(0.01~0.02 mm)時,砂輪線速度不可太高,一般選擇6~12 m/s能取得最好的效果,這與一般認為砂輪線速度要高的說明有一定出入,但與我國在上世紀在外圓磨床超精磨削和鏡面磨削中工藝實驗結果相吻合。
工件線速度應與砂輪線速度相匹配,一般超高精度磨削取工件線速度與砂輪線速度比約為1/60~1/120為宜,半精磨取小,精磨取大,外圓磨削取小,外圓磨削取大。
立式磨削在縱向進給速度與橫向切深一般比外圓磨床參數小。縱向進給一般精磨取F80~150 mm/min,精磨及無火花磨削一般取F60~120 mm/min,無火花磨削次數取6~10次。橫向進給(切深)一般在精磨階段取2~5 μm,超精磨時取1 μm。
在實際磨削過程中,應隨時觀察工件加工余量情況調整磨削參數,特別是磨削余量不是很大而與目標精度差距較大時更應該隨時調整工藝參數,必要時采用超精磨工藝參數,減少磨削力,增加磨削次數,犧牲磨削效率,逐漸修正工件原始誤差,避免工件報廢。
4 應用情況與效果
近年來,基于立式磨削的工藝技術路線在各種精密超精密主軸及轉臺軸承座、殼體、氣浮軸套、液靜壓軸套等套類零件磨削中,穩定實現磨削圓度≤1 μm、同軸度≤2 μm、垂直度≤2 μm和表面粗糙度Ra≤0.1 μm磨削效果。對部分(視毛坯質量、結構剛度及結構工藝性)超精部件套類零件,實現磨削圓度0.5~0.7 μm,同軸度≤1.5 μm磨削精度。
在復旦大學超精基準轉臺、某省質監局超精測角轉臺、重慶理工大學超精雙軸復合測角系統、超精機床液靜壓轉臺和超精機床液靜壓主軸等超精部件研制中,對于其關鍵套類零件均采用立式磨削工藝而不再采用傳統的手工研磨工藝,磨削后對磨削安裝基準面、端面輔助少量人工修研后直接裝配,所裝配超精部件徑向及軸向幾何精度均優于100 nm,達到項目預期目標,大幅節省了人工研磨時間,降低了制造成本。
5 結語
精密超精密主軸及轉臺套類零件內孔、外圓、端面具有較高的形位、尺寸精度要求,傳統的基于內、外圓磨床的加工工藝由于機床結構等方面限制,給其高精高效加工帶來不便。本文基于立式磨削的工藝技術路線及磨削前序工藝質量控制、工藝系統剛度提升、砂輪選擇、工藝參數優化等關鍵問題的解決,能實現套類基于最少基準轉換、最少工序轉換加工。
大量套類零件磨削應用證明,基于立式磨削的工藝技術路線,可以穩定實現圓度優于1 μm,同軸度優于2 μm,垂直度優于2 μm磨削效果,是實現高精度套類零件高精高效磨削的有效途徑。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
