基于模糊PID算法的微量潤滑控制系統設計*
2021-03-19 03:36:42劉念聰
制造技術與機床 2021年3期
袁 佳 劉念聰 鄒 星
(成都理工大學核技術與自動化工程學院,四川 成都 610051)
微量潤滑(minimum quantity lubrication, MQL)技術是基于“綠色切削”而提出的一種綠色加工技術,該技術使用壓縮空氣與微量切削液混合霧化后噴射至加工區域使得之得到有效的冷卻與潤滑,具有延長刀具壽命、提高工件表面質量、降低成本及綠色環保等優點,在切削加工領域應用廣泛[1-5]。但是目前多數的研究都是基于微量潤滑條件下,討論切削參數對刀具磨損機理、工件表面完整性的影響,對于微量潤滑控制系統的研究較少。目前微量潤滑裝置自動化程度低,無法實現精確控制切削液流量及壓縮空氣等工藝潤滑參數的大小。但是這些潤滑參數卻對工件質量、刀具磨損以及切削力有著重要的影響作用。有研究發現在微量潤滑系統中存在著最優的工藝潤滑參數值,在這些最優值的作用下,會獲得最長刀具壽命以及較低表面粗糙度值[6-7]。獲得較長的刀具壽命對于工件表面質量、生產成本以及切削過程中的切削力都非常重要。在微量潤滑系統中控制切削液流量在一定的數值下可提高刀具壽命以及切削力的大小,從而可獲得較高的工件質量。所以精確控制工藝潤滑參數的大小非常重要,并值得進行討論及研究[8]。
針對上述問題,本文設計了基于模糊PID的智能微量潤滑控制系統,可實現對切削液流量、氣體壓力等參數的實時精確控制,有效提高了工件加工質量和提升了刀具壽命,降低了切削液的使用成本。
1 控制系統工作原理
本系統以STM32F103ZET6為核心,將穩壓電源、傳感檢測、蠕動泵和壓力控制閥等組合在一起的自動化控制系統。其中,微控制器(micro controller unit,MCU)執行傳感器信號檢測、控制蠕動泵與壓力控制閥運行。傳感檢測模塊包括檢測切削液流量大小以及空氣壓力大小,以保證實現切削液參數的實時檢測。蠕動泵負責連續供應切削液和切削液流量大小的自動化調節。系統工作原理如圖1。系統的工作原理是:該系統采用穩壓電源供電,壓力傳感器定時檢測到壓力大小后經過ADC(模數轉換)轉換為數字信號并傳遞給MCU,結合自適應模糊PID控制算法計算的最優值經DAC(數模轉換)轉換為模擬信號給壓力控制閥進行控制;切削液從蠕動泵經液管流過流量傳感器,流量傳感器檢測到流量大小后經過ADC(模數轉換)轉換為數字信號傳遞給MCU,通過控制算法計算后,MCU將控制信號通過RS485通訊協議傳遞給蠕動泵,進而控制蠕動泵輸出相應的流量大小。

2 控制算法設計
2.1 自適應模糊PID控制算法
自適應模糊PID控制算法利用確定的模糊規則可在一定范圍內實時修正PID參數,將PID各參數調整在最優狀態,達到減少超調,縮短系統響應時間的目的,使得系統具有較好的穩定性與魯棒性[9]。自適應模糊PID控制結構如圖2,被控對象為壓力控制閥和蠕動泵。流量傳感器和壓力傳感器定時采集當前數據,與設定數據比較得到系統偏差e以及系統偏差變化率ec;自適應模糊PID控制輸入量為系統偏差e和系統偏差變化率ec,具體為流量偏差e′和流量偏差變化率ec′,流量最優值為300 mL/h,設置流量偏差e′和流量偏差變化率ec′量化論域分別為e、ec={-3,-2,-1,0,+1,+2,+3},模糊子集為{NB, NM, NS, ZO, PS, PM, PB}。
Kj=Kj0+ΔKj
(1)
式中:j取p或i;Kj0為參數初始值;ΔKj為參數修正量。量化因子Ke、Kec由下式確定:
(2)
(3)
式中:m、n分別為模糊輸入偏差E和模糊輸入偏差變化率EC;eH、eL分別為系統輸入偏差e的高限值和低限值,ecH、ecL分別為系統偏差變化率的高限值和低限值。

2.1.1 輸入量模糊化
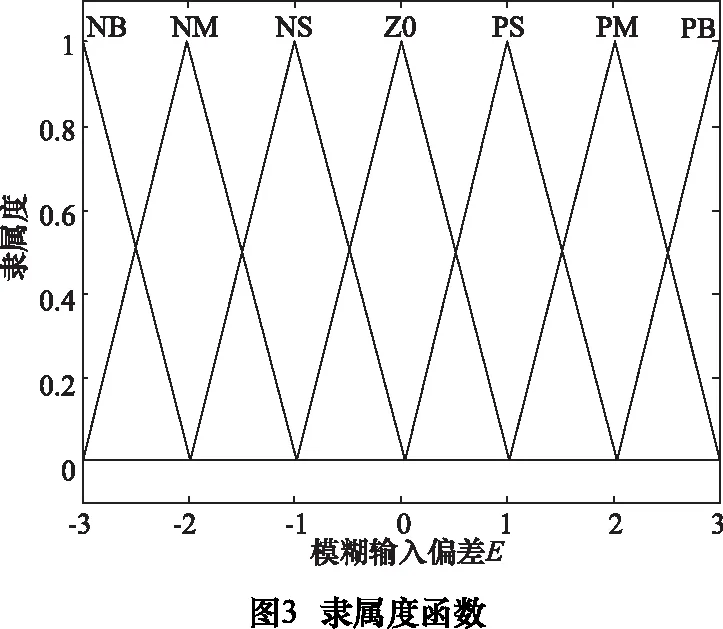
如圖2所示,e、ec分別為系統輸入偏差及系統輸入偏差變化率,在文中取值范圍是{-3,-2,-1,0,+1,+2,+3}, 其模糊子集簡記為負大、負中、負小、零、正小、正中、正大。E、EC分別為模糊輸入偏差和模糊輸入偏差變化率,選擇論域均為{-3,-2,-1,0,+1,+2,+3}, 選擇系統的輸出量的論域為{-3,-2,-1,0,+1,+2,+3}。量化因子及比例因子經計算可得,并且由于三角形隸屬度函數計算靈敏度高,能實現自適應模糊控制,故采用三角形函數計算隸屬度[10]。模糊輸入變量E、EC、ΔKp和ΔKi的隸屬度函數如圖3。
2.1.2 確定模糊控制規則表
根據實踐經驗可制定出ΔKp、ΔKi的模糊控制規則表,如表1所示。
2.1.3 解模糊處理
采用重心法來實現解模糊過程,其表達式為
(4)
式中:Z0為模糊控制器輸出量解模糊后的精確值;Zi為模糊控制量論域里的值;μc為Zi的隸屬度值。
通過解模糊處理后得到精確修正值ΔKp和ΔKi,可代入式(1)得到最終的PID調整系數。
2.1.4 建立仿真模型
經過以上理論分析及計算以及系統傳遞函數確定,建立了如圖4所示的微量潤滑系統模糊PID控制系統仿真模型。

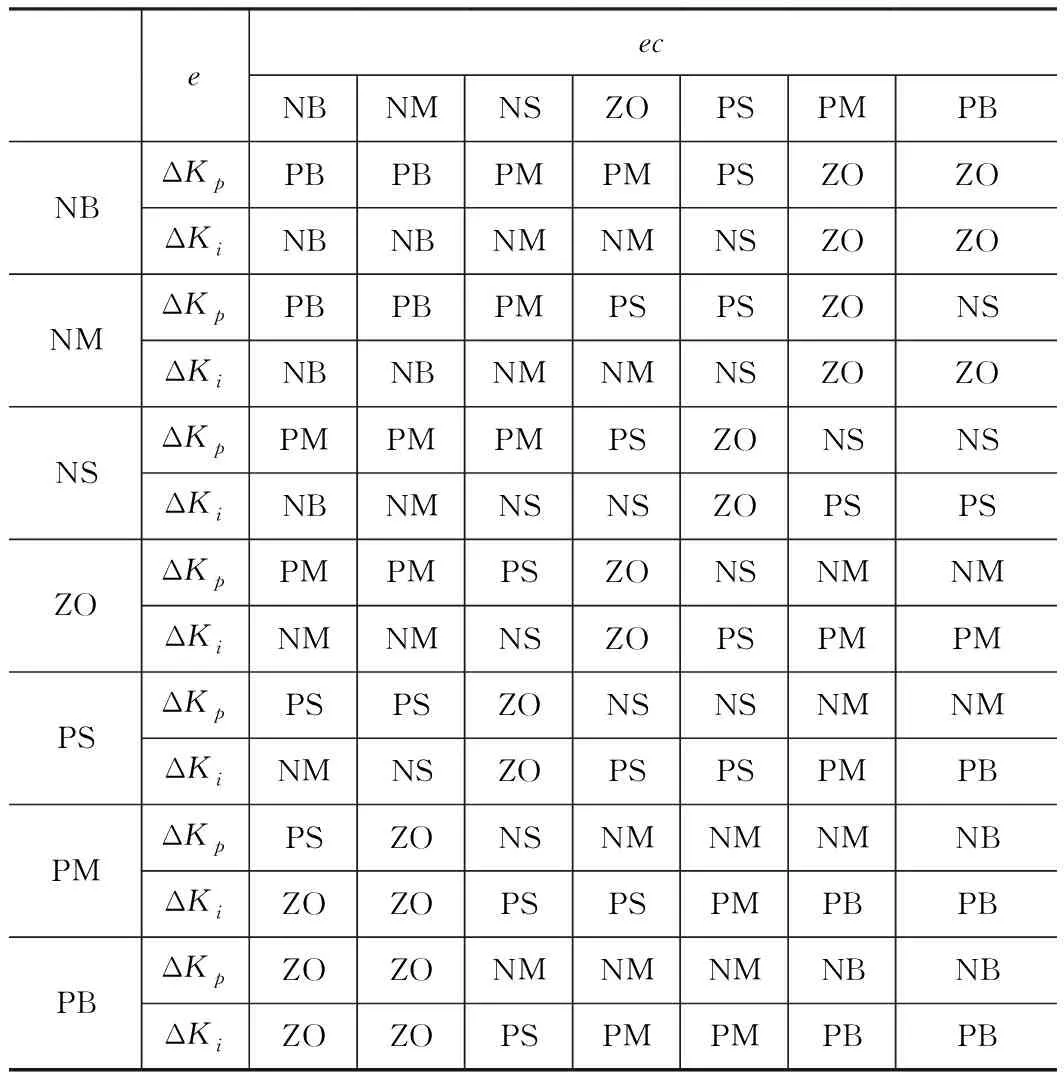
表1 ΔKp,ΔKi的模糊控制規則表
如圖5所示,流量相應仿真結果中將模糊PID控制結果與常規PID控制結果進行了對比,可以看出模糊PID控制響應比常規PID控制響應先趨于穩定,能在2 s左右達到穩定,響應時間更短,超調量及振蕩波動更小,最終使得整個冷卻環境更為穩定,實現延長刀具壽命以及提高工件加工質量的目的。根據實際應用工況分析,更需要的是波動較小的控制輸出量,以保證系統在切削加工區域的微量潤滑實現在最優參數周圍小范圍波動,并快速達到最優值的控制功能。所以最終選擇模糊PID完成微量潤滑系統實現小超調、精確控制切削液流量及氣體壓力輸出值。


3 系統的硬件設計
系統的硬件部分由主控制器、人機交互模塊、流量采集模塊、氣壓采集模塊、流量控制執行模塊、氣壓控制執行模塊組成。整體硬件電路如圖6所示,微量潤滑控制系統實物圖如圖7所示。該系統經實際調試,可實現如表2所示的技術指標。硬件中各種元器件均由穩壓電源供電,流量傳感器采集信號后直接輸出脈沖值經GPIO端口傳送到MCU中進行計數,并轉換成相關的流量數值。氣壓傳感器將采集到的信號輸出經過ADC轉換模塊傳送到MCU中進行讀取,并轉換成相關氣壓數值。MCU將結合模糊PID算法將測量值與目標值不斷分析比較,從而輸出控制指令達到實時精確控制氣壓及切削液流量大小的目的。MCU輸出電壓數字信號經DAC模塊以及運放進而控制氣壓控制閥輸出壓力大小,同時,MCU與RS485通訊從而控制蠕動泵輸出流量大小。液晶觸摸顯示屏經GPIO引腳與STM32F103ZET6芯片進行相關通訊。
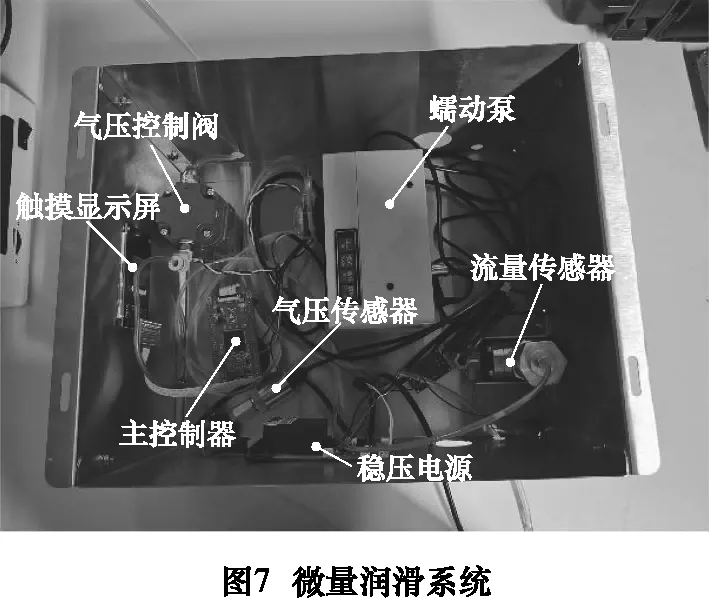

表2 微量潤滑系統技術指標
3.1 主控制器
控制器采用STM32F103ZET6芯片、外設資源定時器、SPI、GPIO、ADC、DAC等實現傳感檢測信號采集、人機交互、控制蠕動泵的流量調節、控制壓力控制閥的壓力調節。
3.2 人機交互模塊
為保證良好的人機交互功能,選用觸摸液晶屏,實現參數設置、數據監測等功能。該系統選用觸摸控制芯片為XPT2046的四線電阻式觸摸屏,320×240的分辨率,屏幕為2.8寸。STM32F103ZET6與XPT2046通過SPI通信,將觸摸控制器檢測手指在觸摸屏的所在位置(以坐標形式)通過接口傳送給MCU,從而確定輸入的信息,采用電阻式觸摸液晶顯示屏具有穩定性好、價格便宜、抗干擾能力強的優點。
3.3 流量采集模塊
采用微小橢圓齒輪流量傳感器檢測微量潤滑系統中切削液流量的大小,可檢測的流量范圍為0.3~200 mL/min,該傳感器檢測數據以脈沖形式輸出,MCU可通過定時器用于外部脈沖計數采集脈沖數據,其中脈沖系數為0.055。
3.4 氣壓采集模塊
該氣壓傳感器可檢測氣壓范圍0~1MPa,輸出電流信號,經過電流轉電壓模塊之后,通過A/D轉換,采集其電壓信號發送數據給MCU。ADC通過讀取PA0管腳的輸入模擬信號,將ADC轉換值存放在ADC規則數據存儲器(ADC_DR)中,運用DMA方式讀取轉換值之后換算成電壓值,最終將轉換的數值通過串口顯示出來。在MCU采集電壓信號之前需要經過一個電壓調理電路以及一個電阻分壓電路,使得所采集的電壓信號滿足MCU接口電壓范圍,如圖8。

3.5 流量控制執行模塊
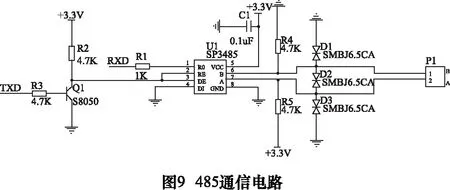
STM32F103ZET6通過MODBUS-RTU通信協議,STM32F103ZET6作為主機,在485總線上發起命令,蠕動泵作為從機,在接收到主機的命令后,根據命令做出響應,進而達到控制切削液流量大小的目的。其485通信電路圖如圖9。其中將STM32F103ZET6芯片的PC10、PC11引腳與485芯片的RXD、TXD引腳連接,將接線端子P1與蠕動泵相連接,進行485信號的傳送。
3.6 壓力控制執行模塊
采用電子壓力控制閥將電壓信號轉換成一定比例的氣壓輸出,采用定時器定時觸發DAC進行數據轉換,通過配置相關初始化函數、使能函數、輸出值函數來實現STM32F103ZET6芯片中DAC模塊的PA4引腳的通道1來輸出模擬電壓,通過輸出的模擬電壓值來精確控制壓力調節。
4 系統的軟件設計
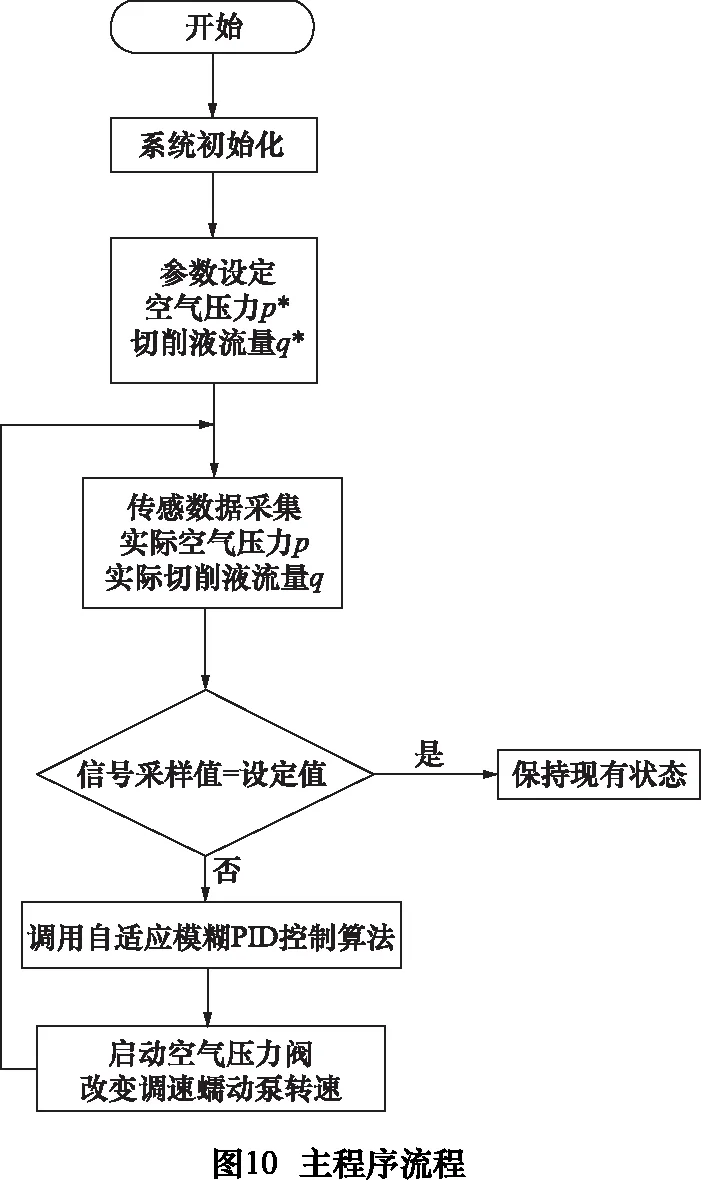
STM32F103ZET6芯片開發環境是建立在編寫單片機程序的軟件Keil MDK。該系統軟件設計模塊可實現的功能包括:初始化參數、傳感器數據接收、實現PID控制算法、液晶觸摸顯示。首先,優先設定在某一具體工況下的最優空氣壓力值p*、切削液流量值q*,將值存儲到MCU中,傳感器通過定時檢測實際空氣壓力值p, 實際切削液流量值q,將檢測值傳送到MCU,MCU通過自適應模糊PID控制算法調節參數,判斷空氣壓力閥開度大小,以及蠕動泵輸出流量大小,使得整個系統保持在最優狀態,形成實時檢測、控制的閉環系統。主程序流程如圖10。
4.1 觸摸屏軟件設計
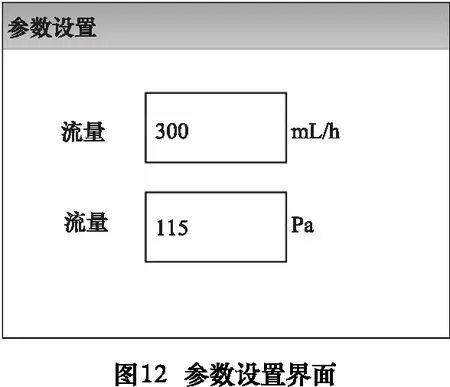
采用emWin圖形軟件庫通過8080并口進行STM32 Cortex-M3人機交互圖形界面的開發,處理用戶通過觸摸屏的輸入信息[11]。該控制系統的核心界面為主控制畫面,它包含參數設置、各傳感數據顯示、算法調試和終止程序這4個版塊。為減少下載到嵌入式的次數,本文將emWin移植到Windows上運用Visual Studio進行仿真,首先進入的是觸摸屏登錄的默認主控制界面,如圖11所示,初始化各參數的界面如圖12。

5 結語
本文基于模糊PID控制的智能算法,提出微量潤滑控制系統實現的方案。
(1)介紹了控制系統的硬件模塊工作原理、相關硬件電路及軟件模塊中的主程序控制框圖。
(2)采用Visual Studio模擬仿真emWin圖形軟件庫設計了人機交互界面,使得整個控制系統更具有友好交互性。
(3)通過傳感檢測元件、自適應模糊PID控制算法及相關執行元件實現了微量潤滑系統對氣壓、切削液流量的自動化控制,極大地減少切削液用量、延長刀具壽命以及提高了工件加工質量。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
