貯箱壁板激光測厚數據處理技術研究
2021-03-19 03:36:46陳乃玉高顯勝姚亞超
制造技術與機床 2021年3期
鄭 驥 陳乃玉 姚 輝 韓 晉 高顯勝 姚亞超
(①首都航天機械有限公司,北京 100076;② 天津航天長征火箭制造有限公司,天津 300462)
運載火箭貯箱需要通過最小的重量傳遞推力載荷,并承受燃料帶來的內部壓力,為此,我國現役運載火箭貯箱壁板通常采用蒙皮加筋結構,以平衡減輕重量與保證強度的雙重需求。新一代運載火箭長征五號、長征七號采用先平板機械銑削后滾彎成形的新工藝方案,替代了先滾彎為弧板再化學銑切的傳統工藝方案,將壁板厚度公差從0~+0.3 mm減小到0~+0.2 mm。由于占壁板絕大部分面積的蒙皮區域厚度通常在1.2 mm到3 mm之間,按照厚度中位數計算,精度提高將使該區域的重量減輕1.6%~3.8%,是緩解前述需求沖突的重要手段。
制造精度的提升對檢測的效率、精度和可追溯性提出了更高的要求。該背景下,研究人員基于激光三角測距原理,設計了壁板厚度激光檢測系統,取代了人工逐點測量[1]。
1 壁板厚度激光檢測系統
1.1 總體方案
貯箱壁板厚度激光檢測系統主要由激光測量子系統、機械定位子系統、電氣控制子系統及數據處理子系統等部分組成,如圖1所示。

其中,激光測量子系統負責系統數據的測量與采集;機械定位子系統的主要功能是對激光測量子系統提供機械結構支撐,并實現貯箱壁板的快速裝夾與定位;電氣控制子系統實現機械定位、激光測量子系統的運動與節拍控制,同時與數據處理子系統進行通訊;數據處理子系統負責對激光測量子系統采集的距離數據及機械定位子系統的位置數據進行聯合后處理,然后將處理后的厚度數據與貯箱壁板厚度基本尺寸進行對比,并以不同顏色顯示。
1.2 激光測量子系統
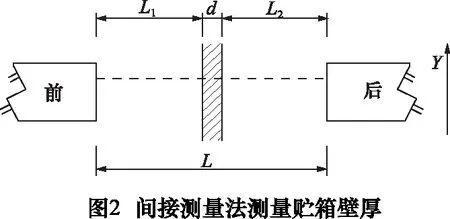
激光測量子系統采用間接測量的方式獲得待測壁板厚度數據。如圖2所示,將一組激光輪廓傳感器分置待測壁板前后兩側,待測壁板的厚度值d,即為前、后傳感器絕對距離L減去各自示數L1、L2的差d=L-(L1+L2)。
激光輪廓傳感器作為激光測量子系統的核心功能部件,是整個系統的主要直接數據采集源,其測量精度對系統精度有著決定性影響。本文選用的德國米銥Scan Control compact 2600-50型激光輪廓傳感器,是一種基于直射式三角法測距原理的距離傳感器。直射式三角法測距原理如圖3所示。

激光發生器1發出的光線,經會聚透鏡2聚焦后垂直入射到待測工件4表面上,其散射光經接收器鏡片組5聚焦后在傳感器6上成像。當激光束光軸與接收器鏡片組光軸之間的夾角θ1和傳感器平面與接收器鏡片組光軸之間的夾角θ2滿足Scheimpflug條件tanθ1=βtanθ2(式中β為橫向放大率)時,散射光可以在感光元件上準確聚焦,且被測工件相對基準面的偏離量x可以通過感光元件上聚焦點偏離基準點的位移x′求得[2-4]
式中:a為激光束光軸和接收透鏡的交點到接收透鏡前主面的距離;b為接收透鏡后主面到成像面中心點的距離。
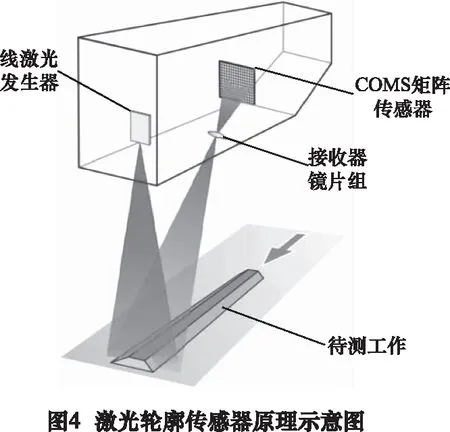
激光輪廓傳感器通過精密楔形透鏡將激光點擴展為照度平均的激光線,并采用COMS矩陣傳感器接收散射光,使得激光輪廓傳感器可以計算并輸出一組二維坐標值,該二維坐標的縱坐標反映傳感器與待測工件的距離值,橫坐標反映線激光打在待測工件上的點相對中軸的偏轉角度。
1.3 機械定位子系統
為保證測量精度,減少機床運動引入的誤差,將待檢測壁板以1 m為間隔劃分為若干區域。檢測時,由鏈式傳動機構1帶動待測壁板2,使壁板局部待測區域移動至檢測范圍內,驅動檢測范圍兩側的氣缸,將壁板鎖緊至穩定狀態,該區域檢測完成后,重復上述過程直至全部檢測完成。
在X向行程略大于1 m的局部檢測范圍內,4個激光輪廓傳感器分置在Y向前滑板9、Y向后滑板5上,由電氣控制子系統驅動伺服電機,沿Y向同步移動,上下兩組激光輪廓傳感器同步工作,可以提高檢測效率近1倍。Y向前導軌8、后導軌6在底部連接固定,構成一個大型的U型框,并通過滑塊4沿X向上側導軌3、X向下側導軌7水平移動。
機械定位子系統結構簡圖如圖5所示。

2 誤差補償
貯箱壁板厚度激光檢測系統的壁板檢測設計極限尺寸為5 500 mm×3 000 mm×30 mm,同時要求測量極限誤差≤0.03 mm。為實現該精度,通過數據處理子系統對各種來源的誤差進行補償是一種常見做法。
2.1 誤差組成
激光測量子系統測量精度、工件在系統中的位置精度、機械定位子系統制造及裝配精度是檢測系統系統誤差的主要來源,它們產生的誤差分別稱為傳感器示數誤差、工件偏轉誤差、傳感器間距誤差,詳述如下。
(1)傳感器示數誤差
受激光輪廓傳感器自身精度及待檢測壁板表面質量影響,激光輪廓傳感器示數會偏離其真實值。待測壁板粗糙度約Ra6.3 μm,其表面波峰及波谷的高低差約6.3 μm,米銥Scan Control Compact 2600-50型激光輪廓傳感器測量精度為4 μm,激光輪廓傳感器理論示數誤差約為兩者的和,即0.01 mm。
(2)工件偏轉誤差
蒙皮加筋結構的貯箱壁板,其主要加工手段為將某一側面吸附在高精度真空吸盤上,而對另外一面進行材料銑切去除,由于該過程中材料去除并不均勻,卸除裝夾后,應力釋放會導致貯箱壁板存在一定程度的翹曲變形。將待測壁板放置在測量系統中,該翹曲變形體現為壁板局部平面相對前、后激光輪廓傳感器連線的偏轉。
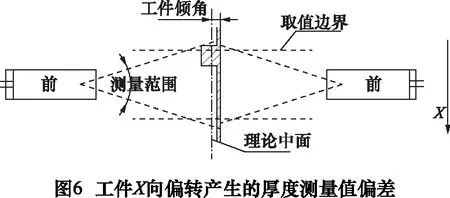
在Y向,由于壁板自重會抵消大部分翹曲變形帶來的影響,同時激光輪廓傳感器測量寬度狹窄,工件傾斜帶來的誤差非常微小,可以忽略不計。但在X向,試驗發現壁板傾角最大可以達到2°,產生0.7~6 μm的厚度誤差,如圖6所示。
(3)傳感器間距誤差
傳感器間距誤差是指一組激光輪廓傳感器中,前、后兩個傳感器之間的絕對距離L在XOY平面運動范圍內的變動量。滑塊在直線導軌上的行走平行度誤差約0.01 mm/m,即使采用了分區域局部測量的方式,每組激光傳感器的移動行程依然有1 000 mm×1 400 mm,僅單傳感器沿Y軸一個維度移動帶來的變動量就可能達到0.014 mm。作為大型設備,壁板厚度激光測量系統有X向、Y向導軌各兩條,直線導軌行走平行度帶來的傳感器偏移、扭轉復合誤差,最終體現在壁板厚度測量誤差上,至少產生與目標測量精度0.03 mm相同量級的系統誤差。
2.2 誤差補償
針對傳感器示數誤差、工件偏轉誤差、傳感器間距誤差等主要測量誤差設計補償流程如圖7所示。

(1)噪點過濾
由于激光三角法測距根據反射光在感光元件上的聚焦點與基準點的相對位置計算距離值,這要求散射光強度足夠且光斑光能質心與幾何中心重合[3]。通過設置曝光時間、濾波參數等變量,可以獲得較穩定的數據輸出,但無法兼顧待測工件光潔度過高引起強鏡面發射的情形。
強鏡面反射現象是激光輪廓傳感器光信號接收過程中最主要的噪點源,因為該現象會在感光元件上產生不規則大光斑并造成示數值大幅度跳動,或者由于將光線反射至其他方向(少數情況下)使得感光元件接收到的光能不足而無示數。圖8為待測壁板反射激光的宏觀圖像,圖9為與之對應的傳感器瞬時示數。

針對本文所述特定對象運載火箭貯箱壁板,實驗發現強鏡面反射現象均發生在銑削接刀痕處,由二次銑削在接刀處產生了類似拋光效果造成,但采用超聲測厚儀測量、手觸感受等手段驗證,該位置厚度數據與兩側一致無突變。

線性數據去噪方法主要包括均值濾波法、中值濾波法和高斯濾波法等[5]。考慮實際對象特征,本文采用了更為簡便的“突變點閥值濾波法”,即如果某一點與鄰近兩點的示數差值均超過特定閥值,則判定該點為突變點,予以清除。取激光輪廓傳感器理論示數誤差0.01 mm為閥值,濾波效果如圖10所示。

(2)數據精簡
米銥Scan Control Compact 2600-50型激光輪廓傳感器以每毫米6個點(近似值,由于是角度的轉換值,每點之間的間隔并不均勻)的密度采集數據,假如對全部采集數據進行后處理并存儲,需要耗用大量的內存和存儲空間,但測量精度幾乎沒有改善。為提高運算效率,降低存儲需求,需要對測量數據進行精簡。以某一指定值p為間隔,保留距線激光中心基準點np(n為整數)附近±0.1p范圍內最近點的二維坐標,對測量數據進行精簡。噪點過濾、數據精簡與數據采集過程同步進行,數據處理過后立即釋放原始采集數據。圖11為按照p=0.5 mm精簡后的數據圖像。

(3)標定補償
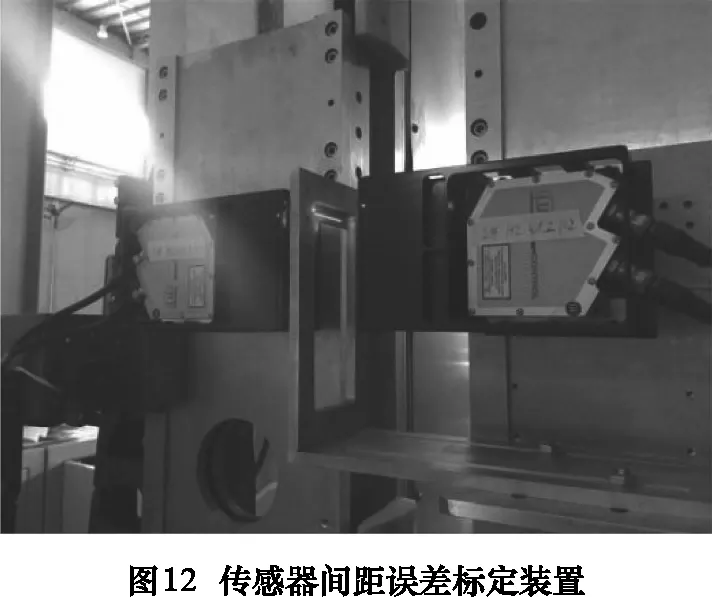
標定補償的目的在于消除傳感器間距誤差帶來的影響。標定時,在前、后激光輪廓傳感器之間放置一個高精度塞尺,該塞尺與后側傳感器通過支架固定,標定裝置如圖12所示。在全行程內采集數據,可以獲得前、后激光輪廓傳感器在行程范圍內各點實際間距相對標準間距的變化量。多次采集并計算平均值,得到消除偶然誤差后XOY平面各點的標定補償量。
實際檢測待測工件時,將各點標定補償量疊加到對應的激光輪廓傳感器測量數據中,即可消除傳感器間距誤差中的系統誤差分量。
(4)數據回歸
由于壁板厚度測量的目的在于獲取壁板厚度的宏觀尺寸,不必關注由粗糙度及傳感器精度帶來的微觀誤差,因此可以通過數據回歸的方式平滑掃描線數據。最小二乘法是最常用的線性數值回歸算法,經數據回歸處理并以±20 mm為界線截取后的數據圖像如圖13所示。

(5)傾角補償
傾角補償消除的是工件偏轉誤差,補償量Δd′由前述補償后該位置的厚度d′及線性回歸方程的斜率k計算獲得,
2.3 剩余誤差
環境溫度、風和振動等貯箱壁板厚度激光檢測系統所處的外部環境因素的波動,也會帶來成因復雜的誤差,這些誤差共同構成了檢測系統數據補償后的剩余誤差。外部環境產生誤差的作用機制及誤差的外在規律復雜多變、難以摸清,但是可以通過人為構建封閉、半封閉空間將誤差影響因素保持在穩定的范圍內,進而達到控制誤差的目的。
3 結果分析
以主要特征為小三角形網格結構的某貯箱壁板為例,該壁板板幅4 200 mm×2 450 mm,最大厚度11 mm,最小厚度1.8 mm,厚度公差均為0~0.2 mm。檢測該貯箱壁板,并以前處理(噪點過濾、數據精簡)后的厚度數據相對厚度基本尺寸的差值繪制厚度點云,如圖14所示。在圖14厚度數據基礎上進行標定補償,繪制差值點云如圖15所示。數據處理子系統完全補償后的厚度差值點云如圖16所示。


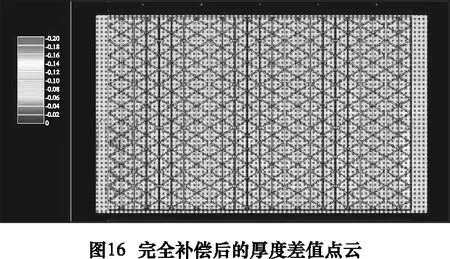
結果顯示,由標定補償消除的傳感器間距誤差寬度最大,上側傳感器組間距誤差寬度為0.166 mm(-0.039~+0.127 mm),下側傳感器組間距誤差寬度為0.208 mm(-0.047~+0.161 mm),全行程范圍內傳感器間距誤差總寬度為0.208 mm。
由于數據回歸、傾角補償消除的傳感器示數誤差、工件偏轉誤差復合誤差寬度較小,兩者影響疊加誤差寬度為0.022 mm(-0.014~+0.008 mm),僅傳感器間距誤差的10.6%。

借助直尺和壁板特征定位,以超聲測厚儀抽檢40個隨機選取的點(如圖17所示,該位置基本尺寸4.5 mm),結果顯示,最大誤差0.017 mm,平均誤差0.006 mm,滿足≤0.03 mm的測量精度要求。
為避免由于抽檢方式定位精度較低導致統計誤差小于實際誤差的風險,超聲測厚時對隨機點四周半徑約20 mm的區域進行了全測并評估風險,認為小區域內厚度變化幾乎可以忽略,結論有效。
4 結語
本文詳細介紹了貯箱壁板厚度激光檢測系統的工作原理,分析了主要系統誤差的作用機制,并結合實際產品狀態及目標要求,給出了簡便、高效的數據處理、補償方案。實驗驗證了方案的有效性,并給出了傳感器間距誤差、傳感器示數與工件偏轉復合誤差的影響大小。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
