雙盤拉絲機自動換盤裝置的設計*
2021-03-23 06:36:54董鵬敏管爭榮王天琦曾祥虎曹高鵬
機電工程 2021年3期
關鍵詞:分析
董鵬敏,王 鵬,管爭榮,王天琦,曾祥虎,曹高鵬
(西安石油大學 機械工程學院,陜西 西安 710065)
0 引 言
雙盤拉絲機是一種用于金屬制品拉絲工作的設備。目前,雙盤拉絲機主要應用于鋁絲、銅絲及鋼絲的拉拔中,這種拉絲機有著高效、高速等顯著的優勢。這種雙盤拉絲機在歐美等一些較為發達的國家已經得到了具體應用[1]。
國內鋼絲繩企業拉絲設備大多采用的是氣動夾緊單個工字輪,其換盤過程完全是由人工操作完成的,這種方式在換盤時較為麻煩,工人勞動強度大且換盤速度較慢、效率低,不利于鋼絲繩生產效率的提高。目前,在我國拉絲機領域中,普通的雙盤拉絲機主要應用于鋁絲及銅絲的拉拔中,平均換盤時間為18 s~25 s。由于鋼絲硬度大,拉絲完成后繩頭不易處理,許多鋼絲繩企業并沒有投入使用普通的雙盤拉絲機[2]。
針對LZ10型直進式拉絲機配套的雙盤拉絲機自動換盤裝置和新型工字輪,筆者利用UG三維建模軟件建立雙盤拉絲機三維模型以及自動換盤裝置和工字輪的三維模型[3];導入ANSYS軟件,對自動換盤裝置和工字輪進行靜力學分析,驗證該結構的強度、穩定性和可靠性[4];在UG仿真環境下對雙盤拉絲機運動軌跡進行動力學仿真和合理化設計[5],通過運動函數形式給出運動副的運動參數,反復修改模擬仿真參數,使得拉絲機準確地完成上盤-排線拉絲-托舉-下盤的工作過程。
1 自動換盤裝置原理及方案
1.1 自動換盤裝置工作原理
自動換盤裝置工作原理如圖1所示。
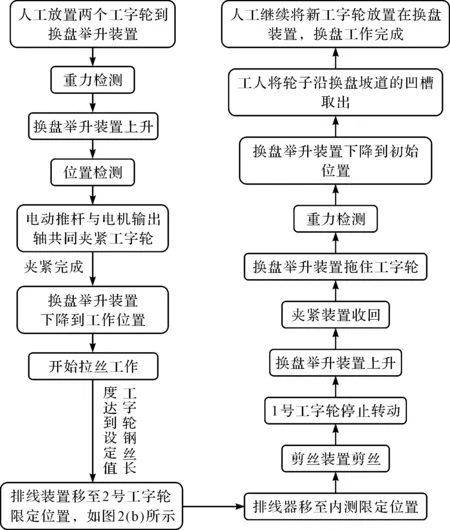
圖1 自動換盤裝置工作原理框圖
圖1中,重力檢測、位置檢測、夾緊完成及鋼絲長度檢測工作由控制系統處理完成,以液壓系統作為自動換盤裝置升降過程的動力源。
拉絲機三維模型如圖2所示。
1.2 自動排線換盤流程
自動排線換盤流程示意圖如圖3所示。

圖2 拉絲機三維模型
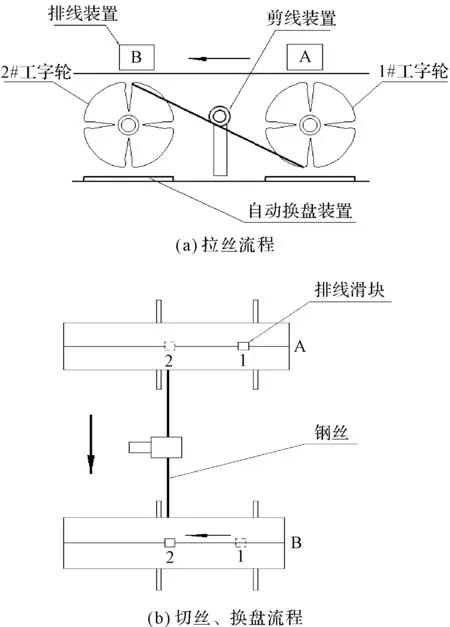
圖3 自動排線換盤流程示意圖
排線換盤主要分為3個步驟:
(1)當排線裝置位于圖3(a)中位置A時,拉絲機啟動后開始以正常25 m/s的速度排線;
(2)當計米值達到設定值后,2#工字輪開始啟動運轉,排線裝置由位置A移動到指定位置B。如圖3(b)中排線滑塊由位置1移動至位置2,鋼絲拉拔位置如圖3(b)所示,剪線裝置下壓鋼絲使鋼絲卡入工字輪凹槽內后剪斷鋼絲,自動打結。2#工字輪以25 m/s的速度開始正常排線;
(3)滿盤工字輪的自動換盤。完成第2步工作后自動換盤裝置上升至指定位置托舉1#工字輪下盤,再換入新盤開始循環排線。
1.3 自動換盤裝置設計方案
為了實現拉絲機的自動換盤的功能,考慮實際工作環境,此處選擇液壓系統來驅動舉升裝置。液壓舉升裝置的類型有許多種,為了節省空間選擇使用剪叉式舉升結構。
該自動換盤裝置處于夾緊機構的下方,靜止時的高度應不大于200 mm。在正常工作過程中,舉升裝置上升高度為253 mm初始高度為200 mm,承受的最大重量為300 kg。
筆者選用剪叉式液壓舉升結構還有一個重要的優點在于它折疊結構升降穩定,舉升過程比較平穩;剪叉結構堅固,間隙較小,上升過程不會出現搖晃。
2 自動換盤裝置的靜力學分析
2.1 材料設置和網格劃分
筆者將已建立好的換盤舉升裝置和工字輪三維模型保存為stp格式,導入進ANSYS Workbench中[6],設置舉升面板、剪叉架以及工字輪的材料屬性。由于液壓缸為常規外購件,在進行結構的有限元分析時可去除液壓缸部分,對舉升裝置的簡化模型進行有限元分析;舉升裝置整體選用45鋼,工字輪材料為304不銹鋼。
舉升裝置和工字輪材料屬性如表1所示。

表1 材料屬性
舉升模型材料設置完后,筆者利用ANSYS對頂板模型進行網格劃分,在網格尺寸設置中將網格單元設置為四面體單元,細化網格,全局劃分為6 mm網格,托板開槽處為3 mm網格。
生成的網格單元數為164 721,節點數251 711。對剪叉架受力分析時,全局劃分為3 mm網格,四面體單元;單元數為172 926,節點數278 515。筆者對生成的網格進行質量評估,采用正交質量評估,網格質量符合要求。
2.2 約束與載荷施加
2.2.1 舉升裝置載荷施加
根據舉升裝置在實際工作狀況下的受載狀況,進行約束與載荷施加;托板底部4個支腳為固定約束。托板、剪叉架受力圖如圖4所示。
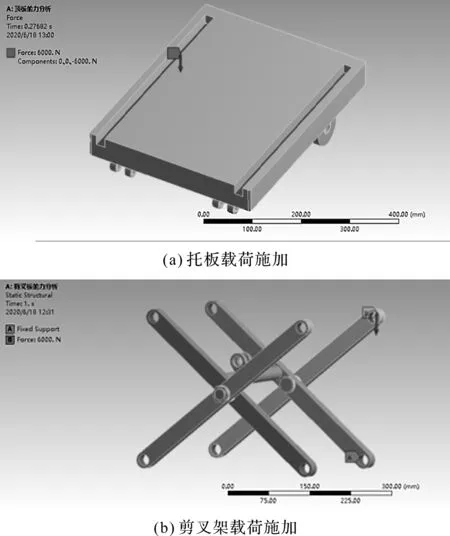
圖4 托板、剪叉架受力圖
在托板開槽中施加豎直向下F=6 000 N的力,方向為豎直向下;剪叉架底部支腳處為固定約束,頂部支腳處施加6 000 N豎直向下的力。
2.2.2 工字輪載荷施加計算
工字輪通過電機傳遞扭矩開始轉動,排線裝置中的排線器在系統控制下向工字輪內側移動,到達限定位置時,剪線裝置下壓鋼絲使得鋼絲通過工字輪的旋轉將鋼絲卡入工字輪底部凹槽中,開始旋轉纏收鋼絲,到達計米值時,排線裝置開始移動進行下一工字輪的排線,排線滑塊移至工字輪內側,剪線裝置下壓使鋼絲卡入凹槽頂部弧口處,剪斷鋼絲。在此過程中,工字輪旋轉將鋼絲卡入凹槽時,工字輪與鋼絲之間產生作用力與反作用力。
筆者利用ANSYS分析改造后的新型工字輪在拉拔過程中的強度。分析過程中,槽口底部所施加力為F2,施加在輪盤頂部弧口處的力為F2。
工字輪載荷施加方向如圖5所示。

圖5 工字輪載荷施加
載荷施加計算公式如下所示:
P=FV
(1)
V=2πRn
(2)
式中:P—功率,kW;F—扭力,N;V—線速度,m/s;R—作用半徑,mm;n—轉速,r/min。
其中:電機功率為P=11 kW,電機轉速為n=1 460 r/min,由式(2)可以算出線速度V=38.20 m/s,代入式(1)得扭力F1=288 N;同理可得扭力F2=901 N。
2.3 結果后處理
2.3.1 模型總變形分析
在ANSYS靜力學分析中,選擇模型總變形量分析模塊,系統會根據分析模型的約束條件和載荷,計算出X、Y、Z方向的變形量,由下式得出總能變形量:
(3)
通過系統運算求解,可得出所需分析模型的總變形云圖如圖6所示。

圖6 模型總變形量云圖
從總變形量得知,模型最大變形量位于剪叉架兩支點中間,變形量呈對稱分布,托板最大變形量為0.010 089 mm,剪叉架最大變形量為2.97 mm;可見其受力情況良好,在合理變形內。
2.3.2 模型應力分析
根據ANSYS有限元應力分析原理,筆者計算得出舉升裝置有限元應力云圖,如圖7所示。

圖7 模型應力
由分析結果可知,托板處最大應力發生在托板與滾動輪接觸位置,最大應力為41.069 MPa,剪叉架最大應力位于兩剪叉板交接處,為222.3 MPa;發生的應力均小于材料的屈服強度355 MPa。
工字輪應力云圖如圖8所示。

圖8 工字輪應力云圖
工字輪槽口底部最大應力為28.203 MPa,輪盤頂部最大37.605 MPa,遠小于材料的屈服強度205 MPa。
通過ANSYS靜力學分析,筆者對設計的結構施加實際工況下的作用力,得到受力應力應變云圖以及最大變形量。分析結果表明,所設計的結構合理,強度安全可靠,剛度足夠,滿足實際需求。
3 仿真方案的建立
筆者利用UG進行動力學仿真分析,根據設計模型特點,該機構運動分析需要設置9個運動體,命名為B001~B009。在進行動力學分析過程中,通常需要考慮運動體的質量屬性。因此,在創建運動體時,要視情況來定義運動體質量屬性。此處選擇系統默認指派的材料、慣性、質量等屬性來定義運動體。
動力學仿真流程如圖9所示[7-10]。
仿真過程中運動體設置如表2所示。

圖9 動力學仿真流程
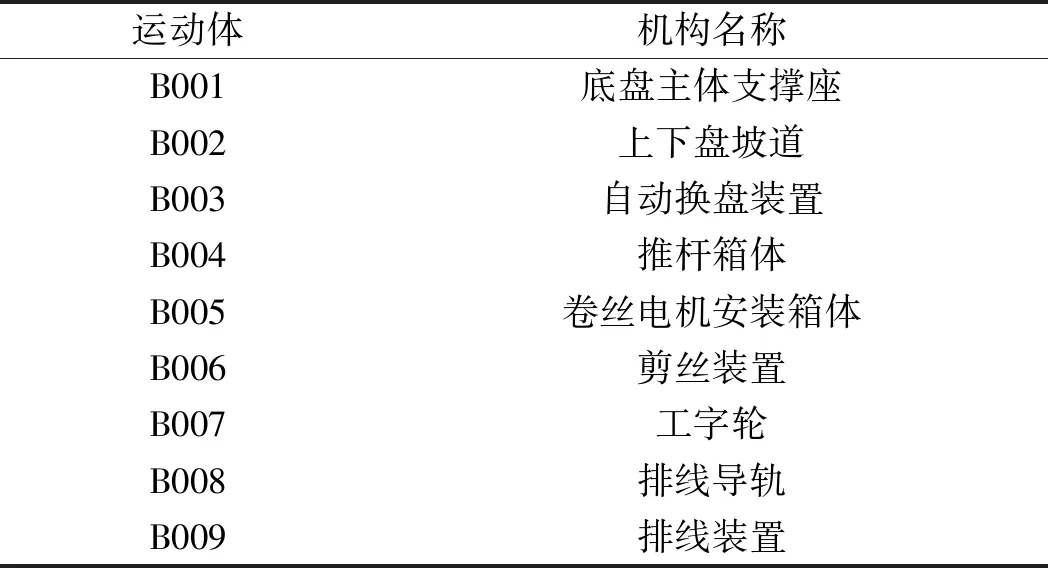
表2 運動體設置列表
3.1 運動副定義
運動副又分為固定運動副(限制機構運動)和無固定運動副(允許運動的機構)。通過機構工作原理添加定義運動副,運動副定義如表3所示。
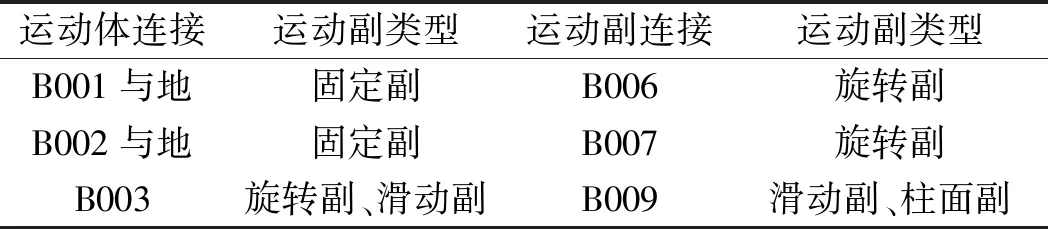
表3 運動副列表
3.2 運動驅動添加
3.2.1 運動驅動的選擇
運動驅動指添加在運動副上控制機構運動的運動參數,根據雙盤拉絲機在實際工作時的運動規律、時間差及完成動作的順序。選擇運動函數中的STEP函數作為本文仿真中運動副的運動驅動。STEP(x、x0、h0、x1、h1)是階梯(STEP Function)函數[11-13],其定義如下:
(4)
式中:x—時間自變量,s;x0—函數初始時刻x的值,s;h0—初始位移,mm;x1—位函數終止后x的值,s;h1—函數終止位移,mm。
3.2.2 運動函數STEP驅動的設置
為了保證拉絲機更準確的實現上盤-排線拉絲-托舉-下盤的工作過程, 筆者應用STEP運動函數的函數類型做出運動副的函數驅動形式,經反復實驗修改后,做出各運動副的運動仿真數據。
運動服驅動階梯函數如表4所示。
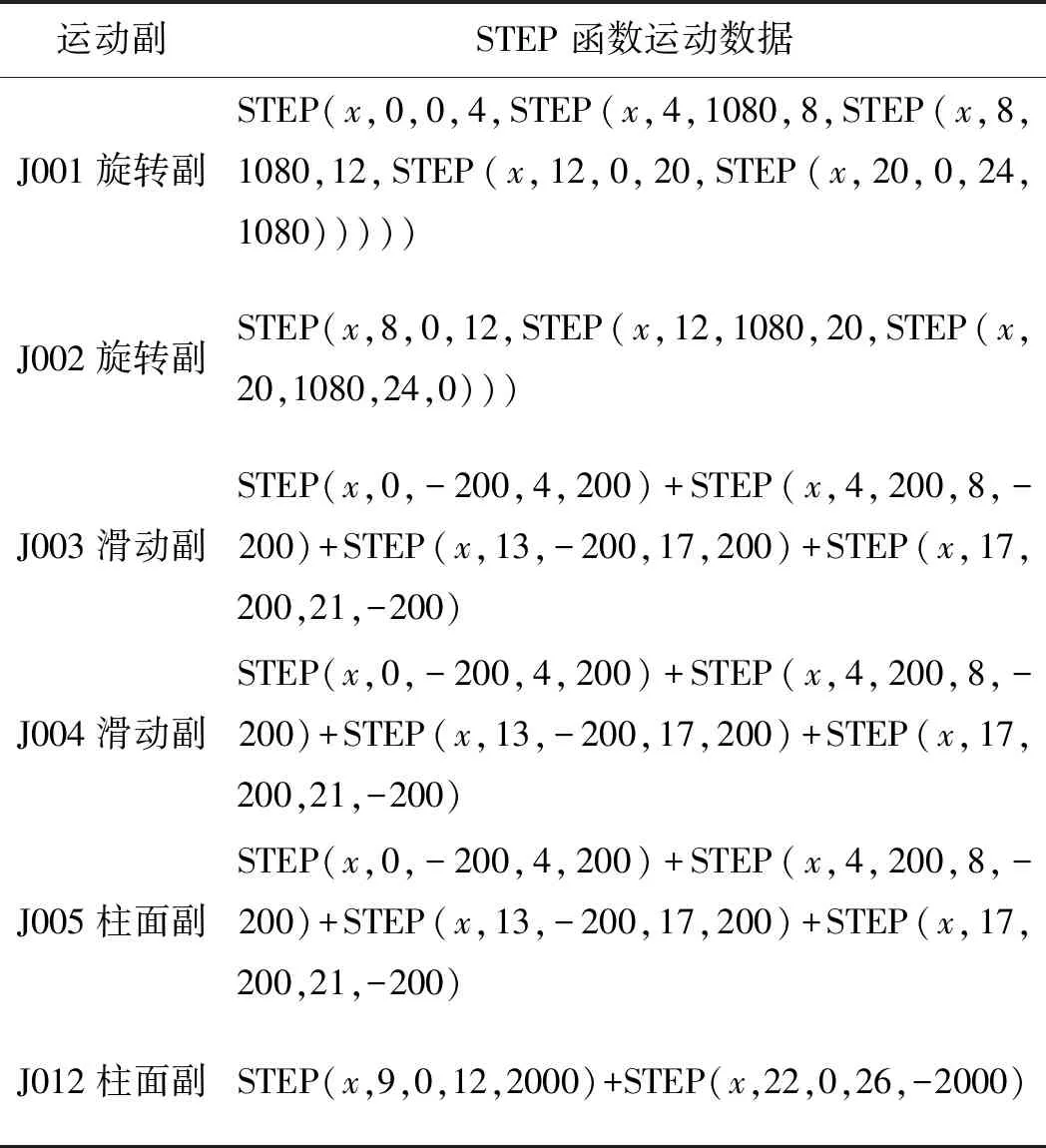
表4 運動副驅動階梯函數
鑒于雙盤拉絲機的結構較為復雜,考慮到仿真的簡便,筆者在UG仿真過程中作如下假設:
(1)個別運動副內的摩擦力忽略不計;
(2)各運動副之間均為剛性連接,內部間隙不計。
4 仿真及結果分析
4.1 解算方案建立
在創建完運動體、定義完正確的運動副之后,筆者在指定的首先開始運動的運動副上施加運動驅動,然后單擊“解算方案”,解算類型設置為“常規驅動”,分析類型為“運動學/動力學”;仿真時間為30 s,步數為1 500(為了使仿真分析更合理,通常把仿真時間和步數與運動件走過的位移設置為具有一定的比例關系),重力方向豎直向下,點擊“確定”開始求解;通過動力學仿真分析,可以分析機構的位移、速度、加速度等運動特征。
在進行仿真時,雙盤拉絲機各運動件在STEP運動階梯函數控制下完成換盤動作。
拉絲機在STEP函數控制下的動作流程如表5所示。
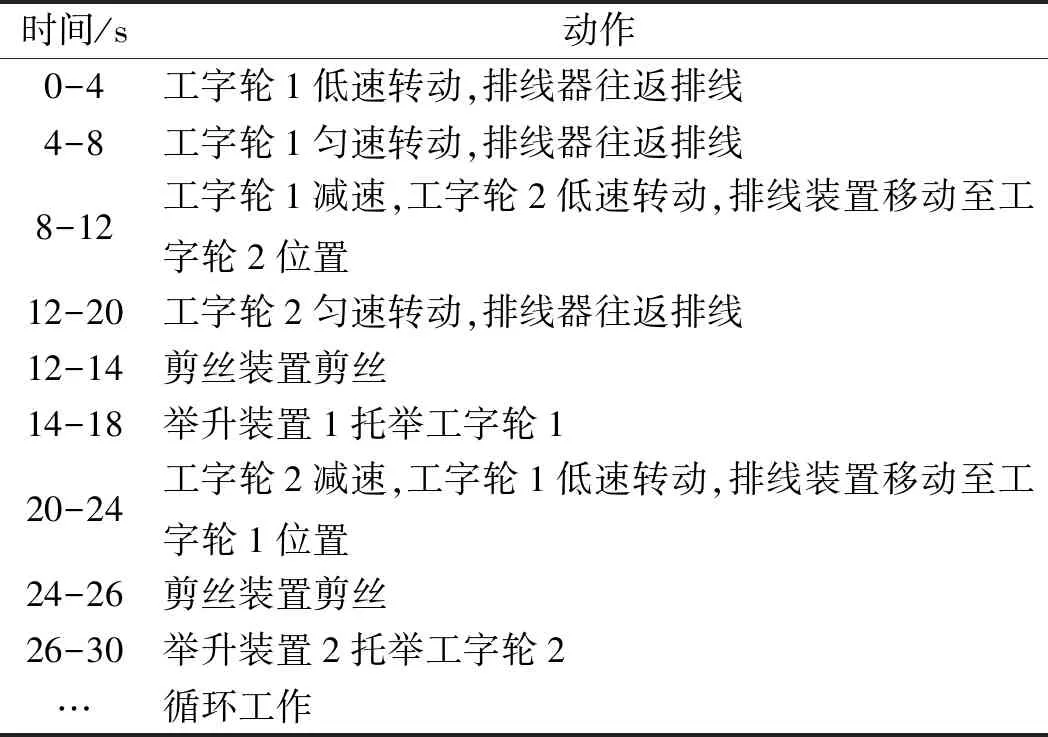
表5 拉絲機在STEP函數控制下的動作流程
4.2 位移、速度、加速度仿真結果分析
在UG完成解算后,查看運動仿真動畫效果。結果表明,整個機構能夠實現順利運轉;通過運動導航器窗口分別選擇運動對象J001、J003、J018為主要分析對象,然后選擇在Excel電子表格顯示結果,這樣就可以得到雙盤拉絲機的位移(displacement)、速度(velocity)、加速度(acceleration)與時間的對應關系曲線圖。
雙盤拉絲機位移、速度、加速度與時間關系曲線仿真結果如圖10所示。

圖10 雙盤拉絲機位移、速度、加速度與時間關系
通過反復的模擬、修改及仿真,最終得到雙盤拉絲機主要運動零件的位移、速度、加速度。得到工字輪轉動曲線為其中一個工字輪的工作狀態(由于工字輪2的運動狀態與工字輪1相符合,此處不再做詳細介紹)。從仿真曲線結果中可以看出,雙盤拉絲機各零部件可以平穩地運行,符合實際工作要求。
5 結束語
筆者利用UG12.0軟件建立了雙盤拉絲機自動換盤裝置三維模型,并進行了整體機構的運動仿真分析;通過ANSYS Workbench軟件對換盤裝置和新型工字輪結構進行了靜力學分析,得到結果如下:
(1)由靜力學分析可知,舉升裝置模型的兩支點中間變形量最大,呈對稱分布,托板最大變形量為0.010 089 mm,剪叉架最大變形量為2.97 mm,受力在合理變形內;托板處最大應力發生在托板與滾動輪接觸位置,最大應力為41.069 MPa,剪叉架最大應力位于兩剪叉板交接處,為222.3 MPa,均小于材料的屈服強度355 MPa;工字輪槽口底部最大應力為28.203 MPa,輪盤頂部最大37.605 MPa,遠小于材料的屈服強度205 MPa。因此,舉升結構、新型工字輪的強度均滿足實際工作要求;
(2)通過進行動力學仿真,得到了雙盤拉絲機各部件的運動規律和工作過程,自動換盤裝置設計方案上升最大位移為253 mm。
仿真結果表明,自動換盤裝置設計方案基本合理,符合實際工作要求。該結果可對進一步提升拉絲速度、換盤時間及優化雙盤拉絲機結構提供依據。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06